

11.3 Технологические процессы производства клееных заготовок
Брусковые и щитовые клееные заготовки получили широкое распространение в производстве мебели, столярно-строительных изделий, в вагоно-, авто-, сельхозмашиностроении и других отраслях промышленности. Это объясняется их высокой прочностью и формоустойчивостью, возможностью механизации процессов производства, применения синтетических клеев и специального оборудования. Для их выработки используют короткомерные обрезные и необрезные пиломатериалы. Используя тонкие и узкие пиломатериалы путем склеивания по длине, ширине и толщине, получают широкие и толстые заготовки более высокого качества. Применение клееных заготовок позволяет сохранить расход высокосортных пиломатериалов в ряде материалоемких изделий.
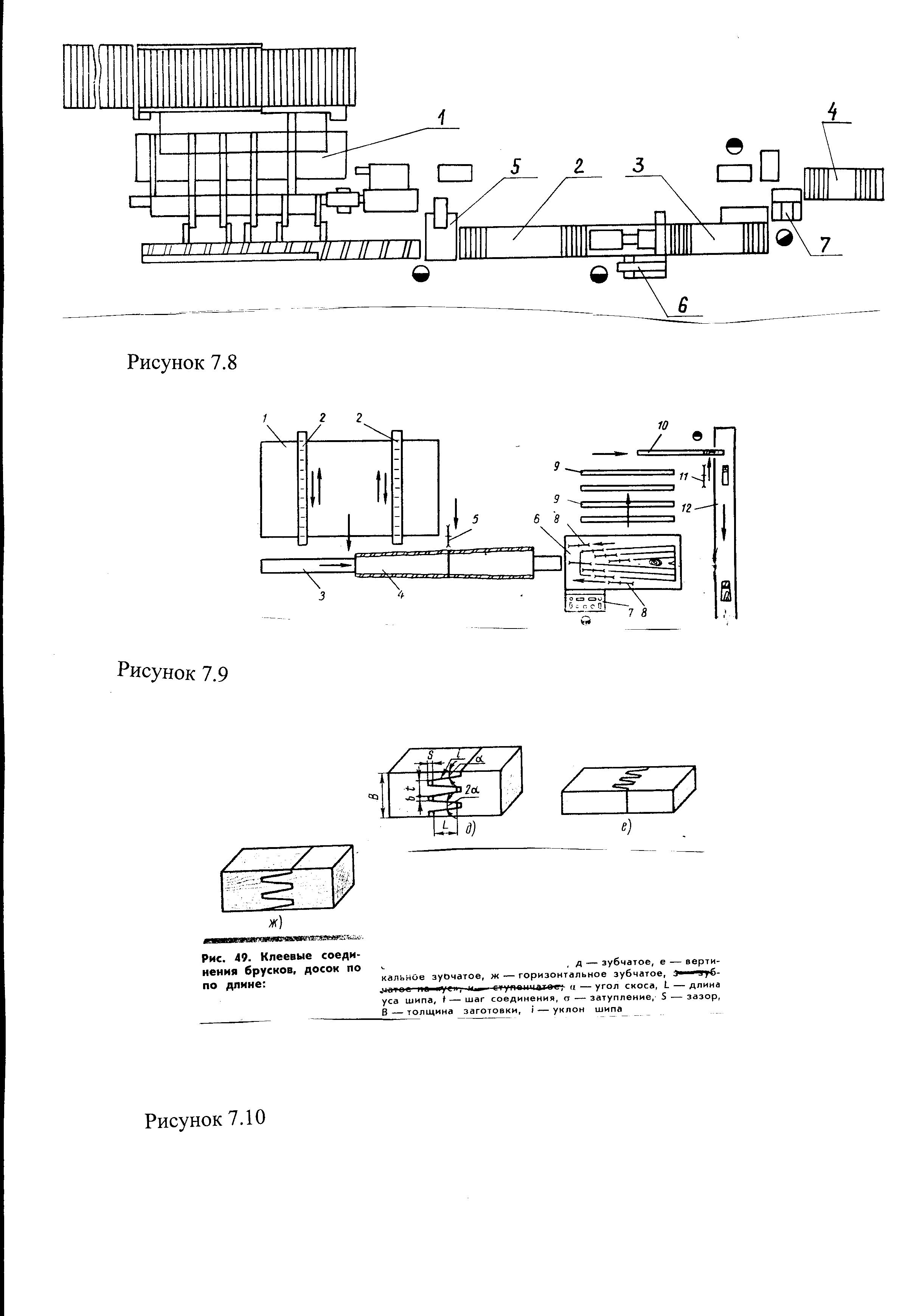
Наиболее широко распространено склеивание кусковых отрезков пиломатериалов по длине. Для их соединения применяют зубчатое клеевое соединение (рис.11.6). Оно получается прочным за счет большой поверхности склеивания, а также плотным вследствии клиновой формы шипов.
а) б) в)
Рис.11.6 Горизонтальное (а,б) и вертикальное (в) зубчатое клеевое соединение:
l- длина шипа; t - шаг соединения; b - затупление шипа; S – зазор в стыке
Размеры зубчатых соединений регламентированы ГОСТ 19414-90.Основные параметры этих соединений приведены ниже:
-
Параметры
Значение параметров
Длина шипа L, мм
10
5
Шаг шипа t, мм
3,8
1,6
Затупление шипа b, мм
0,5
0,2
Зазор в стыке S, мм
Не более 5 % длины шипа
Максимальное торцовое давление, МПа
12
13
Относительная прочность при изгибе, %
65
65
Уклон шипа i
Угол скоса α, град
Шипы формируют как правило фрезерованием. Шероховатость поверхности шипов должна соответствовать R m max 60…200 мкм, точность -12…14 квалитету.
Прочность зубчатого клеевого соединения зависит от степени затупления шипов, их длины и давления, используемого при склеивании. Увеличение длины шипов облегчает сборку соединения и при небольшом усилии прессования дает высокую прочность, однако приводит к увеличению потерь древесины. Наиболее часто применяют мини-шипы (5…10 мм). Прочность соединения при этом уменьшается незначительно.
Размеры клееных заготовок определяют с учетом формы и размеров деталей в изделиях, технологии их обработки и требований к шероховатости поверхности. Учитывая возможные сдвиги слоев при склеивании заготовок, припуски на последующую обработку принимают по верхним пределам. Так как при склеивании практически могут быть получены заготовки любых размеров, их нужно изготовлять кратными по длине, что сократит расход древесины при торцовке и последующей обработке.
Технология производства клееных заготовок из необрезных и обрезных пиломатериалов 3-го и 4-го сортов предусматривает их раскрой по длине и ширине с вырезкой дефектов, сушку, торцовку, сортировку по размерам и склеивание. При необходимости вводится операция калибрования.
Переработка этих пиломатериалов на клееные заготовки рациональна, если длины участков доски без существенных пороков ℓ будут больше или равны участкам с пороками, требующими их удаления, ℓд. Выражение ℓ L—ℓд, где L — длина всей доски, должно обеспечивать благоприятные условия для превращения низкосортных пиломатериалов в клееные заготовки. Применение клееных заготовок позволяет сократить расход высокосортных пиломатериалов в ряде материалоемких изделий.
В производстве клееных заготовок применяют станки для поперечного и продольного раскроя, фрезерования, склеивания, а также транспортное оборудование.
Для склеивания древесины используются карбамидоформальдегидные, поливинилацетатные, фенольные и резорциновые клеи. Карбамидоформальдегидные, поливинилацетатные клеи применяют для склеивания заготовок влажностью не более 15 %, идущих для изготовления изделий, эксплуатируемых в отапливаемых помещениях (при относительной влажности воздуха до 70 %). Заготовки, предназначенные служить в любых температурно-влажностных условиях, склеивают фенольными и резорциновыми клеями. Клеевые соединения должны иметь прочность, близкую к прочности склеиваемых пиломатериалов.
Из кусковых отходов вырабатывают также щиты путем их склеивания по длине на зубчатый шип, а по ширине на кромку. Для этого применяют ваймы или установки со сквозным продольным или поперечным проходом материала [8].
Кусковые отходы можно склеивать и по толщине (на пласть) в брусковые заготовки с одновременной стыковкой отрезков по длине. Такое склеивание выполняют в ваймах и на гусеничных прессах непрерывного действия[8].
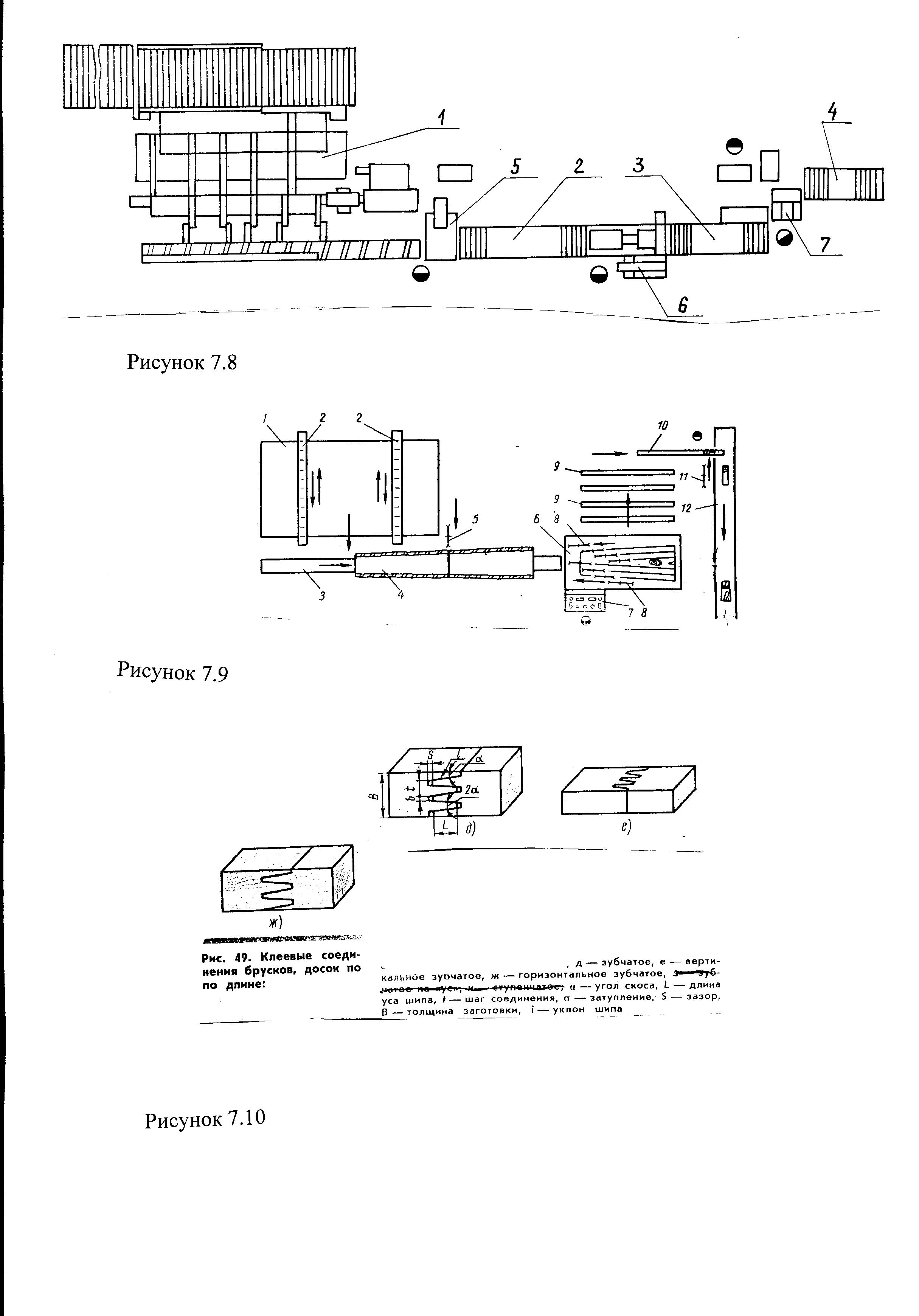
Пример потока по раскрою пиломатериалов на заготовки деревянных домов с участками склеивания отрезков по длине и ширине приведен на рис.11.7.

11.7 Структурная схема участка раскроя со склеиванием по длине и ширине:
1 - лифт-подъемник; 2-светотеневой аппарат; 3-мини - ЭВМ; 4 - торцовочный станок;
5-сучкозаделочный автомат; 6-линия сращивания по длине; 7-прирезной станок; 8-линия сращивания по ширине; 9 —пакетоукладчик УП —1
Пакет высушенных до влажности 15 % пиломатериалов поступает на лифт-подъемник и далее поштучно на светотеневой аппарат 2, который определяет размерно-качественную характеристику раскраиваемого сырья и передает информацию в ЭВМ (3). Последняя определяет схему раскроя, согласно которой происходит деление пиломатериалов на заготовки оптимальных длин. Соответствующие спецификации заготовки поступают на пакетоукладчик 9. Маломерные отрезки с дефектами отправляют на сучкозаделочный автомат 5 и далее на линию сращивания 6 по длине. Полученные длинномерные пиломатериалы торцуют на кондиционные заготовки. В техническом потоке предусмотрено также сращивание пиломатериалов по ширине (поз.8).