

7.3.2 Обрезка досок
Основной целью операции обрезки является выпиливание из необрезной досок обрезных досок максимально возможной ширины, но с допустимой стандартами максимальной величиной обзола. Чтобы выполнить это условие в двухпильных обрезных станках (Ц2Д8 , Ц2Д-7А, СО2-400 и др. рис. 7.34, а) одна пила 1 делается неподвижной, а вторая 3 может перемещаться вдоль пильного вала, меняя тем самым расстояние между пилами. Подача осуществляется парами рифленых подающих вальцов 2.
Традиционный метод работы на обрезном станке включает следующие операции: приблизительное ориентирование доски, установку пил в зависимости от ширины доски на такой размер, чтобы был удален обзол. Такой метод малопроизводителен и снижает полезные выход пиломатериалов.
Эффективность операций повышается при использовании источника света 4 (или лазера), перемещающегося синхронно с перемещением пилы 5 (рис. 7.34, б). В этом случае рабочий ориентирует доску или пилу по световой полосе. Повышаются производительность и полезный выход.
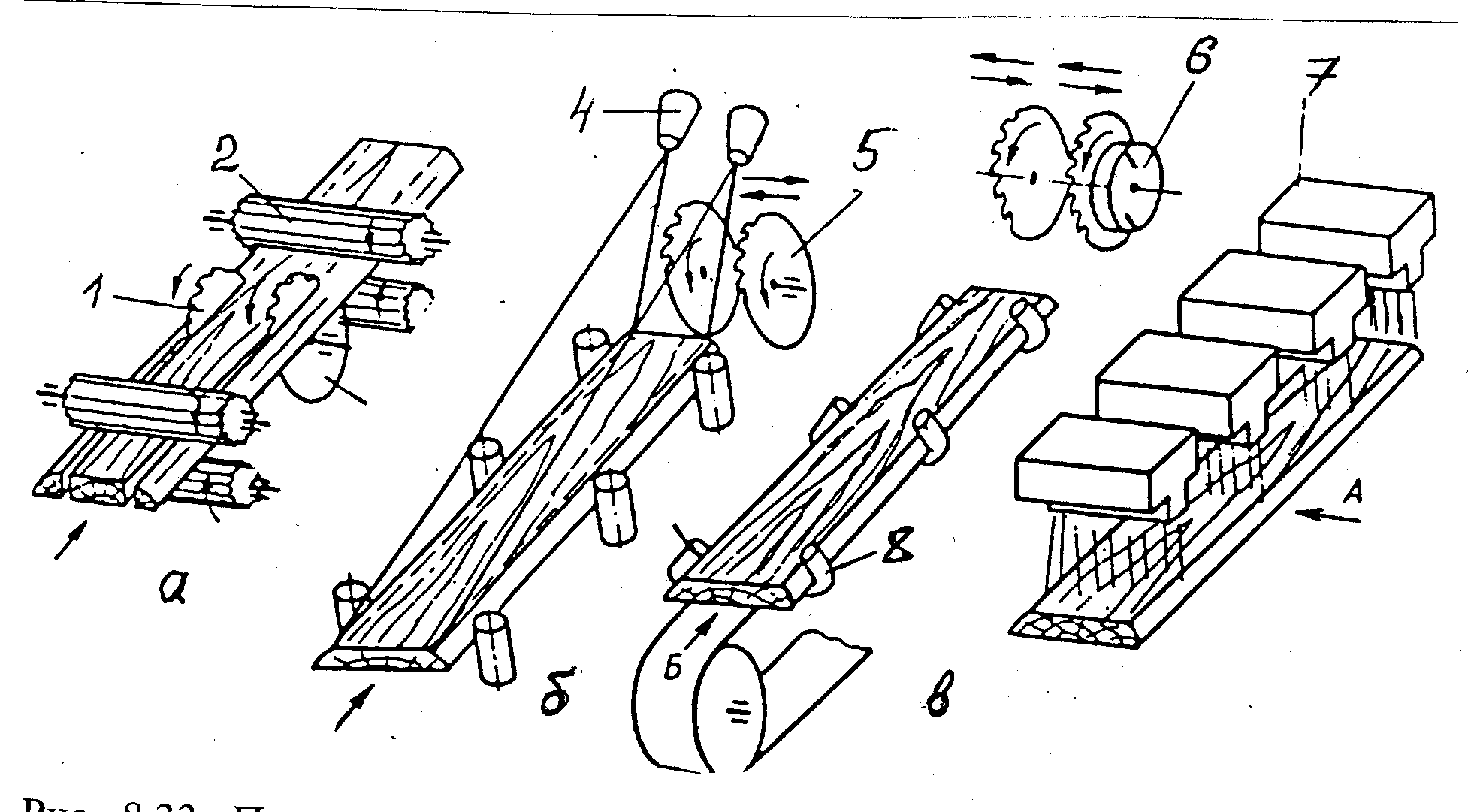
Рис. 7.34 Продольная обработка пиломатериалов на обрезных станках:
а – принципиальная схема обрезного станка; б - схема работы со световой полоской; в - со сканирующим устройством
Современные оптимизирующие обрезные установки состоят из механизма поштучной выдачи досок, поперечного конвейера с зоной измерения, механизма подачи и самого обрезного станка (см. гл.8). Электронное оборудование включает измерительное (сканирующее) устройство, компьютер, пульт оператора и программирующий терминал. Измерительное устройство 7 (рис.7.34,в) находится над поперечным конвейером и при прохождении доски определяет геометрическую форму доски, толщину и длину. Эти данные поступают в компьютер, в котором уже имеются сведения о цене на пиломатериалы и приоритетные значения размеров пиломатериалов. Оператор имеет возможность выбора в пределах сорта, породы, спецификации на размеры пиломатериалов. После измерения доски двигаются в поперечном направлении по стрелке А и останавливаются после нажатия на конечные выключатели. Сигнал от них в компьютер подтверждает, что доска с помощью центрирующего устройства 8 заняла нужное положение. После позиционирования включается подающее устройство и посылает доску в станок по стрелке Б. Установка режущих инструментов 6 на нужную ширину происходит автоматически по команде компьютера.
В последнее время все большее распространение получают фрезерно-обрезные станки (Ц2Д-1Ф и др.), в которых отпиливаемая от доски рейка сразу же перерабатывается в щепу. Неподвижные и подвижные блоки механизма резания этих станков имеют кроме пил цилиндрическую или коническую фрезу. При этом повышается полезный выход пилопродукции и уменьшается число технологических операций, отпадает необходимость в рейкоотделительном устройстве, рубительной машине, системе конвейеров для отвода реек.
Фрезерно-обрезной станок Ц2Д–1Ф имеет механизм резания, состоящий из двух одинаковых по конструкции и симметрично расположенных относительно оси просвета станка фрезернопильных суппортов. На них закреплены режущие головки с торцово-коническими фрезам и зачистными пилами (см. гл. 14), которые обеспечивают высокое качество поверхности кромок пиломатериалов. По командам оператора с дистанционного пульта управления расстояние между режущими головками с помощью гидропозиционеров может изменяться в интервале 60…300 мм с дискретностью 5 мм. Станок работает с постоянной скоростью подачи 147 м/мин, которая обеспечивает получение технологической щепы с заданными параметрами.
Для автоматизированной загрузки станка используется манипулятор МОД – 1 (рис. 7.35), который представляет собой разборочную горку 1 с установленными на ней нижними роликами 3 впередистаночного стола и четырьмя парами базирующих центрователей 2. На отдельно расположенной балке 6 установлены верхние прижимные и подающие ролики 4, а также система 5 автоматизированной оценки параметров досок.

Рис. 7.35 Манипулятор обрезки досок МОД – 1 (пояснения в тексте)
Манипулятор выполняет следующие операции: разборку неорганизованной пачки досок, поступающих с лесопильных рам или другого бревнопильного оборудования, кантование необрезных досок с ориентацией узкой пластью вверх, отделение горбылей и некондиционных досок со сбросом их в люк и загрузки необрезных досок в фрезернообрезной станок. В зависимости от положения рычагов центрователей выдается сигнал на установку режущих головок фрезернообрезного станка.
Цикловую
производительность
![]() обрезного
станка (шт. досок в мин) рассчитывают по
формуле
обрезного
станка (шт. досок в мин) рассчитывают по
формуле
![]() (7.14)
(7.14)
где QП - пропускная способность станка, шт. необрезных досок в мин; U - скорость подачи станка, м/мин; ℓд - длина досок, м.; КМ- коэффициент использования машинного времени станка.