

9.5.2 Способы антисептирования
Разработаны различные способы обработки пиломатериалов антисептиками. Наиболее распространенный в России способ антисептирования – погружение пакетов (плотных или на рейках) пиломатериалов в раствор. При этом участок антисептирования обычно располагают вблизи пакетоформирующей машины и установок сортировки сырых пиломатериалов. Установка для этого способа антисептирования пиломатериалов (рис. 9.6) оборудована баком с мешалкой объемом 3…4 м³ для приготовления рабочего раствора, двумя емкостями по 10…12 м³ для хранения раствора на период чистки ванны, стабилизатором уровня раствора, а также ванной и механизмом окунания пакетов. В качестве подъемно-транспортных механизмов используют автолесовозы с опускающимся порталом А-210, А-210А, мостовые краны или гидроподъемники. Ванны размером преимущественно 8×2×2 м изготовляют из стали, железобетона, деревянного шпунта и вкапывают в грунт. При антисептировании методом погружения поверхность пиломатериалов должна быть полностью смочена рабочим раствором. Пакет на прокладках выдерживают в растворе не менее 20 с. Антисептированный пакет обязательно выдерживается над ванной в течении 10…30 с для стекания избытка раствора. Нарушение этого требования приводит к перерасходу раствора антисептика в 2…3 раза. Кроме того, при перевозке обработанного пакета стекающий антисептик загрязняет производственную территорию, что представляет большую опасность. С целью исключения потерь антисептика пакеты после обработки целесообразно устанавливать на 10…20 мин на стальную или бетонную водонепроницаемую площадку с уклоном в сторону ванны.

Рис.9.6 Общий вид установки для пакетного антисептированипиломатериалов:
1 – ванна; 2 – бак с мешалкой; 3 – запасные баки; 4 – стабилизатор уровня; 5- антисептированный пакет; 6 – автолесовоз; 7 – насос
Установка другого типа (рис.9.7) эксплуатируется на совместном русско-японском предприятии в п. Игирма. Широко применяется в Японии. Она работает следующим образом. Пакет пиломатериалов устанавливают на гидравлический

Рис.9.7 Установка для антисептирования пакетов пиломатериалов с гидравлическими домкратами:1 – ванна с раствором антисептика; 2 – трубопровод из бака с мешалкой для приготовления рабочего раствора; 3 – поддон с уклоном в сторону ванны; 4 – гидродомкраты; 5 –таймер; 6 – пакет антисептированных пиломатериалов
подъемник 4 с помощью вилочного автопогрузчика и погружают в ванну 1 с рабочим раствором антисептика на заданный период времени, контролируемый таймером. После выдержки в растворе пакет 6 автоматически перемещается по роликовому конвейеру на один из поддонов 3, установленный с уклоном в сторону ванны для стекания избытка раствора. К преимуществам этой установки относится то, что ванна находится на поверхности и нарушение ее герметичности легко выявляется в отличие от ванн, вкопанных в грунт.
Реже антисептирование пиломатериалов, находящихся в пакете проводят методом опрыскивания. Такой метод обработки принимают в тех случаях, если интенсивность развития грибов и их агрессивность сравнительно невелики или же пиломатериалы в скором времени подвергаются сушке.
Наиболее перспективно антисептирование пиломатериалов на движущемся конвейере поштучно в технологическом потоке лесопиления. Промежуток времени между распиловкой и антисептированием пилопродукции здесь сокращен до нескольких минут. Благодаря этому исключается прорастание грибов на большую глубину от поверхности пиломатериалов.
Известно два способа нанесения антисептиков на пиломатериалы, движущиеся на конвейере: опрыскивание и погружение в рабочий раствор.
Линии сортировки с участком антисептирования материалов методом опрыскивания на движущемся поперечном конвейере выпускается серийно в Финляндии фирмой «Valmet». Такие установки имеются на Соломбальском ЛДК и и др. лесопильных предприятиях. Опрыскиватели установлены в камере проходного типа, оснащенной системой вытяжной вентиляции и высокой трубой. Недостаток такого способа антисептирования заключается в том, что сбор и удаление распиленного антисептика при движении досок по конвейеру достаточно сложная техническая задача, кроме того, этот способ обеспечивает менее надежную защиту по сравнению с окунанием в воду.
Другим способом поштучного антисептирования пиломатериалов на движущемся конвейере в потоке лесопиления является окунание их в мелкую ванну. Принципиальная схема установки конвейерного типа, разработанной в ЦНИИМОДе, показана на рис.9.8). При движении свежераспиленных пиломатериалов на поперечном конвейере с них щетками 9 удаляют опилки. Затем пиломатериалы поступают в ванну 3 с рабочим раствором антисептика. В ванне пиломатериалы движутся также на конвейерах. Для предотвращения их всплывания сверху пиломатериалы пригружают конвейерным прижимом 5, который по форме поперечного сечения соответствует положению базовых конвейеров в ванне с антисептиком. Обрабатываемые пиломатериалы имеют разную толщину, поэтому прижим имеет гидравлический привод для вертикальный и угловых перемещений. При выходе из ванны сырые пиломатериалы на поперечном конвейере поднимаются на высоту 1 м и сбрасываются вниз на приемный конвейер 6. Это необходимо для удаления избытка рабочего раствора антисептика и остатков опилок с поверхности антисептированных пиломатериалов. Поднимающийся конвейер и сбрасыватель размещены над поддоном 7, имеющим уклон в сторону ванны для стекания избытка раствора с пиломатериалов. Для предотвращения попадания в ванну опилок и других древесных отходов из зоны сбрасывателя пиломатериалов в конце поддона перед ванной установлен фильтр 10, который систематически очищается. Уровень раствора антисептика в ванне контролируется и поддерживается автоматически. Расход рабочего раствора приблизительно такой же, как и при окунании пакетов.
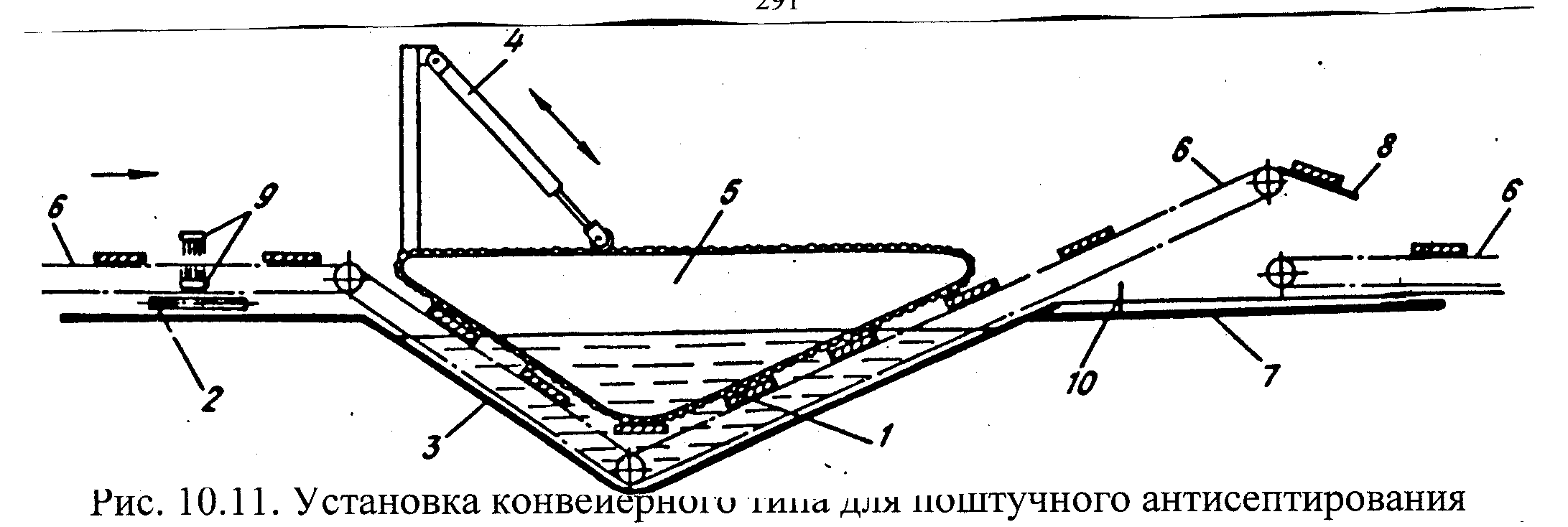
Рис. 9.8 Установка конвейерного типа для поштучного антисептирования пиломатериалов:1 – антисептируемые пиломатериалы; 2 – поперечный ленточный конвейер для удаления сметаемых опилок; 3 – ванна проходного типа; 4 – гидроподъемник прижима; 5 – прижим с конвейером; 6 – конвейер; 7 – поддон с уклоном к ванне; 8 – сбрасыватель досок; 9 – щетки для сметания опилок; 10 – фильтр для стекающего раствора
Такие установки обычно размещают в помещении, поэтому они могут эксплуатироваться только при использовании антисептиков, не содержащих хлорфенольных компонентов. Установка подобного типа эксплуатируется в Австрии в г. Ибе фирмой «Schweighoffer», где используют поставляемый немецкой фирмой Bayer антисептик Preventol-VP-О-3041.
При антисептировании пиломатериалов в ванне накапливаются древесные отходы – опилки, мелкие щепки и т.п. Так, в ванне объемом 20 м³ при обработке 7…10 тыс. м³ пиломатериалов накапливается в среднем 1–1,5 м³ древесных отходов. Донный осадок затрудняет погружение обрабатываемых пиломатериалов в емкость с раствором. Поэтому в течение сезона антисептирования емкости ежемесячно очищают от донного осадка. Собранный осадок отвозят на сжигание или на захоронение, предварительно экстрагировав из него антисептик путем промывки водой.