

7.2.6 Комбинированные ленточно-дисковые станки
В последние два- три года на рынке лесопильного оборудования появились бревнопильные станки (Радуга – 2М, производитель ОАО «Радуга», г. Воронеж), созданные на базе горизонтальных бревнопильных станков. Они имеют два пильных модуля (рис.7.23) – круглопильный многопильный 4 и ленточнопильный однопильный 2, расположенные на общем подвижном портале 3.
Круглопильный модуль подвижно закреплен в передней части портала и имеет горизонтальный вал с жестким поставом пил диаметром 500 мм. Ленточнопильный модуль размещен позади портала и оснащен двумя шкивами диаметром _____ см и ленточной пилой с параметрами – длина ____ м, ширина ____ мм, толщина ____ мм. Модули могут индивидуально перемещаться на портале в вертикальной плоскости. Портал по направляющим 6 станины 1 совершает возвратно – поступательные движение при рабочем и холостом ходе.
На станке «Радуга – 2М» реализуется принцип углового пиления. Круглые пилы делают в бревне вертикальные пропилы заданных размеров, ленточная пила – горизонтальный рез по дну пропилов. В результате получается несколько пиломатериалов заданного сечения. Одна из возможных схем распиловки бревна приведены на рис. 7.24, б. Выход обрезных досок до 70 %.
1
2
3
4
5
6






а) б)
Рис.7.24 Общий вид (а) и схема раскроя (б) бревна на ленточно-круглопильном станке «Радуга-2М»:
1 - станина; 2 - ленточнопильный модуль; 3 - портал; 4 – круглопильный модуль; 5 – бревно;
6 – направляющие
7.2.7Агрегатная переработка древесины
Агрегатный способ переработки бревен на пиломатериалы и технологическую щепу в России был разработан (автораы Л.З. Лурье, Д.В. Иванов, Р.В. Рванин) в начале 60-х годов 20-го века,а реализован в 1970 г на заводе «Красный Октябрь» в г. Архангельске [15].
В качестве режущего инструмента в агрегатных станках и линиях используются фрезы (цилиндрические, конические, торцово-конические, фрезерование попутное) и пилы (круглые, ленточные). Механизмы резания оформляются в виде конструктивных модулей .
На рис.7.25 приведена принципиальная схема фрезернопильного агрегата. Он состоит из подающего цепного конвейера 1 с упорами, первого фрезерного узла с двумя вертикально расположенными торцево-коническими фрезами 2, второго фрезерного узла с двум горизонтально установленными торцово-коническими фрезами 3, механизма вальцовой подачи 4, пильного механизма 5 с набором круглых пил, распускающих четырехкантный брус на доски, и вытяжных вальцев 6, удаляющих обрезные пиломатериалы из агрегата.
Изучение расчетного баланса сырья, перерабатываемого на агрегатных станках, показало, что его компоненты в зависимости от применяемых поставов и диаметра перерабатываемого сырья изменяются в больших пределах (в % к сырью): пиломатериалы - 37…51,5; технологическая щепа - 31,8…43,3; опилки - 5…8,3; отсев щепы - 3,8…6,2; безвозвратные потери и усушка - 3,7…4,2; уровень комплексного использования сырья - 89…90.

Рис. 7.25 Фрезернопильный агрегат с торцово-коническими фрезам и дисковыми пилами (пояснения в тексте)
Выход пиломатериалов зависит от размерно-качественного состава сырья, конструкции инструмента, технологических и организационных факторов, вида вырабатываемой продукции. Так, при увеличении кривизны бревен до 1 % выход пиломатериалов снижается на 2…3 %, при увеличении кривизны до 1,5 % еще на 2,5…3 %. Выход пиломатериалов из бревен 3 сорта в среднем на 8 % ниже, чем из бревен 1 сорта. Важным фактором является точность базирования бревен. Установлено, что при переработке на фрезерно-брусующих станках при отклонении центра торца бревен от оси постава на 5 мм выход снижается на 2…3 %, 10 мм - на 5 %, 15 мм. - на 5…10 %. Из технологических факторов большое влияние на выход оказывает подбор диаметра бревна строго в соответствии с поставом. Например, при раскрое бревен на фрезернопильном станке расчетным диаметром 16 см поставом 40/2 – 25/2, выход досок составляет 54 %, то при диаметре 18 см -46,1 %. Поэтому, если одновременно подаются бревна смежных диаметров, то для составления оптимального постава рекомендуется определять расчетный диаметр по формуле
![]() (7.4)
(7.4)
где d1 - меньший диаметр; - процент бреве диаметром d1; L - длина бревна, м; S - сбег бревна, см/м.
Отечественная промышленность выпускает линию агрегатной переработки бревен модели ЛАПБ-2, агрегатированные (скомпонованные из нормализованных модулей) фрезернопильные линии ЛФП-1, ЛФП-2 , ЛФП-3 и другое оборудование.
Линия агрегатной переработки бревен ЛАПБ – 2 предназначена для автоматизированной (развальным способом) переработки бревен хвойных пород диаметром в вершине 10…18 см, длиной 3…6,5 м, наибольшей кривизной 1,5 % при скорости подачи 40; 50 и 60 м/мин на пиломатериалы (толщиной 18…76 мм и шириной 50…150 мм) и технологическую щепу.
Линия (рис.7.26) состоит из следующих основных механизмов: двух накопителей бревен с механизмом поштучной выдачи; конвейера загрузки; механизма нижнего фрезерования; прижимного конвейера; механизма центрирования; конвейера подачи; агрегата, состоящего из механизмов бокового и верхнего фрезерования, формирования фигурного бруса, зачистки, отделения боковых досок, направляющего аппарата; модуля отвода пиломатериалов.
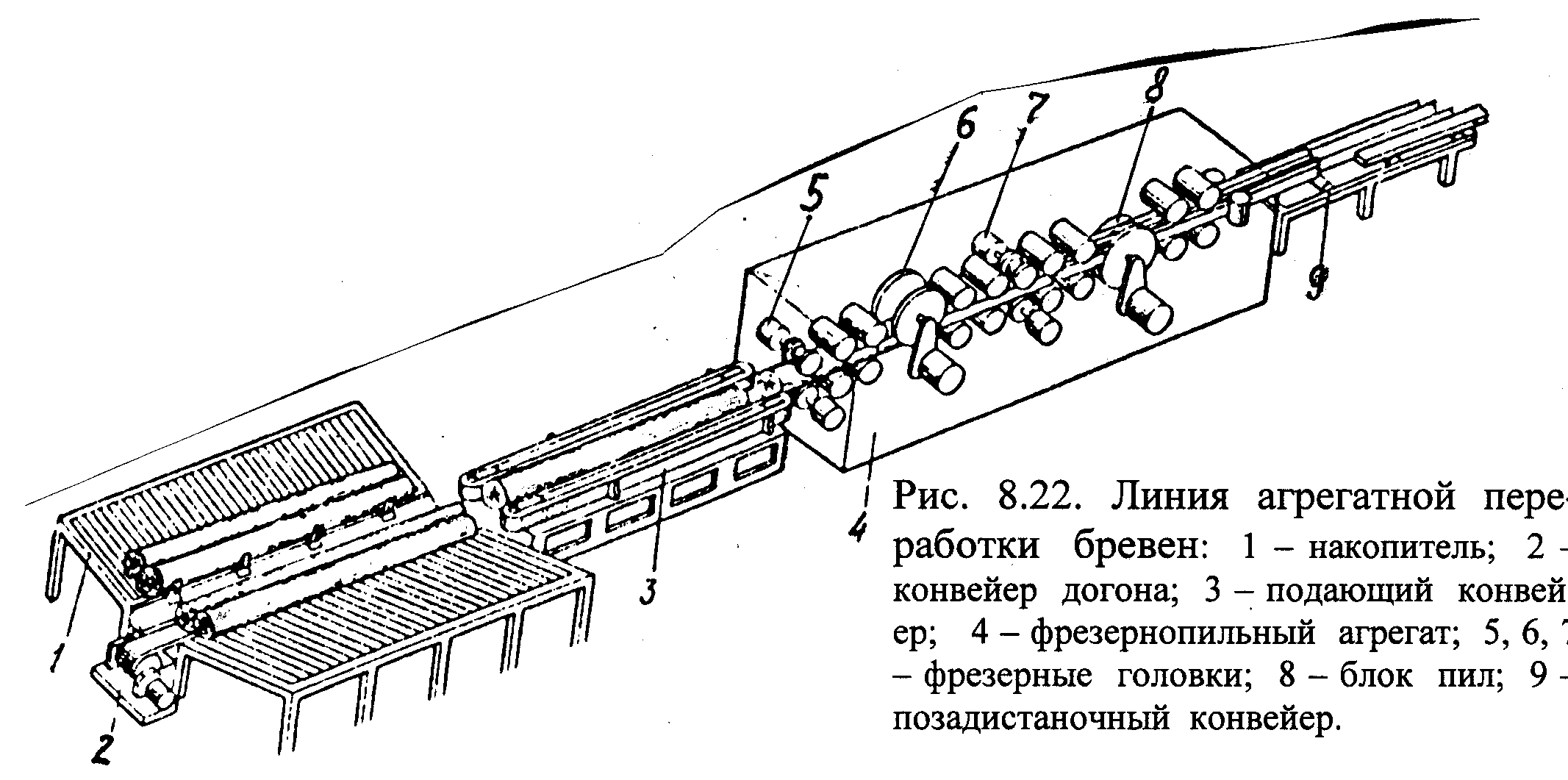
Рис. 7.26 Линия агрегатной переработки бревен ЛАПБ-2: 1 – накопитель; 2 – конвейер догона; 3 – подающий конвейер; 4 – фрезернопильный агрегат; 5, 6, 7 – фрезерные головки; 8 – блок пил; 9 – позадистаночный конвейер
Бревна поступают в два накопителя 1, представляющих собой наклонные цепные конвейеры с рычагами отсекателями, срабатывающими от пневмоцилиндров. Из накопителей бревна поштучно выдаются на ленточные конвейеры догона 2, где они ориентируются кривизной вверх и передаются далее на подающий конвейер 3. Он представляет собой два цепных конвейера с каретками для захвата и центрирования бревен относительно оси постава фрезернопильного агрегата 4. Сцентрированное бревно подается в механизм подачи, состоящий из четырех групп горизонтально-подающих вальцов и двух вертикально-вытяжных вальцов. Бревно последовательно обрабатывается фрезерными 5, 6 и 7 головками и набором пил 8 в соответствии с рекомендуемыми схемами (рис. 7.27).

Рис. 7.27 Схемы переработки ревен на пиломатериалы и технологическую щепу на ЛАПБ
Первыми по ходу подачи бревна установлены две, одна над другой, фрезерные головки 5, которые формируют предварительно верхнюю и нижнюю ступенчатые пласти бруса (Н ЛАПБ). Каждая фрезерная головка приводится во вращение от индивидуального электродвигателя. Нижняя головка выполнена неподвижной, верхняя 2 может перемещаться по вертикальным направляющим в одно из трех положений по высоте с шагом 25 мм в зависимости от диаметра перерабатываемых бревен. Это перемещение осуществляется гидропозиционером. Затем в работу вступают два расположенных один против другого фрезерных суппорта, которые формируют боковые пласти четырехкантного бруса. Суппорты оснащены комбинированными двухрезцовыми цилиндрическими фрезами и приводятся во вращение от индивидуальных электродвигателей. Установка фрезерных головок на размер постава производится гидроцилиндрами. Далее установлен механизм зачистки 7, который конструктивно подобен механизму фрезерования и с помощью ступенчатых цилиндрических фрез зачищает верхнюю и нижнюю ступенчатые пласти бруса. Сформированный таким образом ступенчатый брус распиливается на доски с помощью постава круглых плавающих пил 8. Необходимое расстояние между пилами в поставе обеспечивается направляющими с антивибраторами, через которые подводится охлаждающая водо-воздушная смесь. Осевое базирование бруса в агрегате обеспечивается направляющим аппаратом, который состоит из ряда столиков, расположенных вдоль оси агрегата.
Прием и транспортирование выходящего из агрегата пакета досок осуществляется позадиагрегатным конвейером 9, который представляет собой роликовый конвейер с устройством для разделения центральных и боковых досок постава.
В линиях для переработки бревен брусово-сегментным пособом (см. разд. 4.17) устанавливаются фрезерно-профилирующие станки (рис. 7.28), которые позволяют вырабатывать из параболической зоны бревна (сегментов и полусегментов) пиломатериалы различного профиля, удобные для последующей их склейки по ширине в щиты. Сегмент 1 (длиной 3…7 м, шириной 150…300 мм) с помощью вальцов 2 подается в механизм центрирования, который ориентирует сегмент симметрично боковым фрезерным головкам 4 и 5, обрабатывающим его боковые кромки. По толщине сегмент обрабатывается фрезерной верхней головкой 6, регулируемой по высоте с помощью гидропозиционера.

Рис. 7.28 Схема фрезерно-профилирующего станка для обработки сегментов:1- сегмент; 2 - подающие вальцы; 3 - механизм центрирования сегмента; 4 - подвижная горизонтальная фрезерная головка; 5 - неподвижная горизонтальная фрезерная головка; 6 - вертикальная подвижная фрезерная головка для обработки пласти сегмента; 7 - приемные вальцы; 8 - базирующая линейка
Фрезерная головка для переработки сегментов на пиломатериалы многоугольного сечения состоит из двух цилиндрических, двух конических и делительной дисковой фрезы (рис. 7.29, а), а для переработки сегмента на пиломатериалы прямоугольного сечения - из корпуса и вставных ножей (рис. 7.29, б). Дисковая фреза имеет 8 зубьев, что позволяет получать технологическую стружку длиной 3…4 мм, используемую для формирования верхнего слоя древесностружечных плит.

Рис. 7.29 Фрезерные головки: а - для переработки сегментов на пиломатериалы многоугольного сечения; 1 - цилиндрическая фреза; 2 - коническая фреза; 3 - дисковая фреза; б - для переработки сегментов на пиломатериалы прямоугольного сечения: 1 - корпус; 2 - вставные ножи.
Конструктивной особенностью фрезерных головок является установка на конической части корпуса фрезерной головки двухкромочных ножей по спирали Архимеда, что позволяет осуществить дозированную подачу и, следовательно, получить технологическую стружку с заданными размерами и углом среза. Кроме того, при спиральном расположении ножей снижается ударная нагрузка фрез и шумовой эффект. Для увеличения охвата по ширине сегмента ножи устанавливаются и на цилиндрической части корпуса фрезерных головок.
Применение агрегатных фрезерно-профилирующих станков в линии переработки круглых лесоматериалов на пиломатериалы брусово-сегментным способом позволяет увеличить общий объемный выход пилопродукции на 4…5%.