

8.2 Потоки на базе лесопильных рам
8.2.1. Структура потоков
Большинство (более 90 %) обрезных товарных пиломатериалов в России (за исключением шпал и тары) вырабатывают брусовым способом в лесопильных потоках на базе двухэтажных лесопильных рам (рис.8.1). Такой поток функционирует следующим образом. Подготовленные к распиловке бревна подают на второй этаж лесопильного цеха продольными цепными конвейерами 1, работающими в автоматическом режиме. При помощи сбрасывателей бревна поступают на накопитель 2, на котором создают их запас - до 6…8 штук. С накопителя механизмом поштучной выдачи бревна сбрасываются на манипулятор 3 - механизм ориентации, фиксирования и подачи бревна в лесопильную раму. Оператор дистанционно ориентирует бревно относительно оси постава пил. Распиловка бревен производиться как верхним, так и нижним торцом вперед. Последнее увеличивает производительность рам за счет уменьшения скольжения подающих вальцов и тем самым уменьшает вероятность застревания в поставе пил кусков древесины нижней части бревна. На раме 1-го ряда 4 выпиливают двухкантный брус и боковые доски. За рамой 4 установлен роликовый конвейер 5 с разделительным устройством для досок и бруса. По позадирамному роликовому конвейеру, затем по поперечному цепному конвейеру 10 доски подают к обрезным или фрезерно-обрезным станкам 13, а брус при помощи винтовых роликов и брусоперекладчика 6 поступает к раме 2-го ряда 8. Перед рамой 2-го ряда установлен манипулятор 7 для центрирования бруса по поставу. После центрирования брус направляется в раму 2-го ряда для распиловки, за которой также устанавливают разделительное устройство 9. Оно отделяет обрезные доски от необрезных и горбылей. Обрезные доски по роликовому 9 и ленточному 15 конвейерам перемещаются на сортировочную площадку. Необрезные доски от рам 1-го и 2-го рядов по поперечному конвейеру 10 подаются механизмом поштучной выдачи на стол обрезного станка, в котором установлена пила для торцовки острого обзола (в потоках с лесопильными рамами 2Р-100 и 2Р-75, перерабатывающих крупномерное сырье, устанавливают трех- и четырехпильные обрезные или фрезерно-обрезные станки). За обрезным станком рейкоотделительное устройство автоматически отделяет рейки и сбрасывает их на поперечный цепной конвейер 14.

Рис.8.1 Технологическая схема потока на базе двухэтажных лесопильных рам:1- цепной конвейер; 2- накопитель бревен с механизмом поштучной выдачи; 3- механизм ориентации и подачи бревен в лесопильную раму; 4- лесопильная рама 1-го ряда; 5- роликовый конвейер; 6- брусоперекладчик; 7- автоманипулятор; 8- лесопильная рама 2-го ряда; 9- роликовый конвейер; 10-поперечный цепной конвейер; 11- механизм поштучной выдачи досок к обрезному станку; 12- торцовочная пила; 13- обрезной станок; 14- цепной конвейер для реек; 15- ленточный конвейер для обрезных досок; 16- конвейер для удаления досок от обрезного станка
Кусковые отходы (горбыли от лесопильных рам, оторцовки, рейки от обрезных станков) падают в люки на ленточные конвейеры, расположенные на первом этаже, и направляются в рубительную машину для выработки технологической щепы.
В рамных потоках для распиловки двухкантных брусьев часто используют круглопильные многопильные станки (рис.8.2). Брус съемным поперечным конвейером 14 подается на загрузочный механизм 15 круглопильного станка 16 и раскраивается на обрезные и необрезные пиломатериалы. Последние поступают на поперечный цепной конвейер 20, с которого рабочие снимают необрезные доски и укладывают их на ленточный конвейер 19. Необрезные доски по поперечному конвейеру 9 и роликовому столу 10 поступают кромкообрезной станок 11.
Обрезка досок в рамных потоках (рис. 8.1) может осуществляться в автоматическом режиме, например, с использованием манипулятора обрезки досок МОД-1 (рис. 8.3). Необрезные доски и горбыли от лесопильных рам 1 и 2 поступают по цепному конвейеру к манипулятору 6. Неорганизованная пачка необрезных досок и горбылей разбирается цепями с упорами. С помощью сбрасывателя доски и горбыли, идущие с перекосом или по две на одном ряде упоров, удаляются с упоров цепи вниз контура. На горизонтальной части цепного конвейера необрезные доски
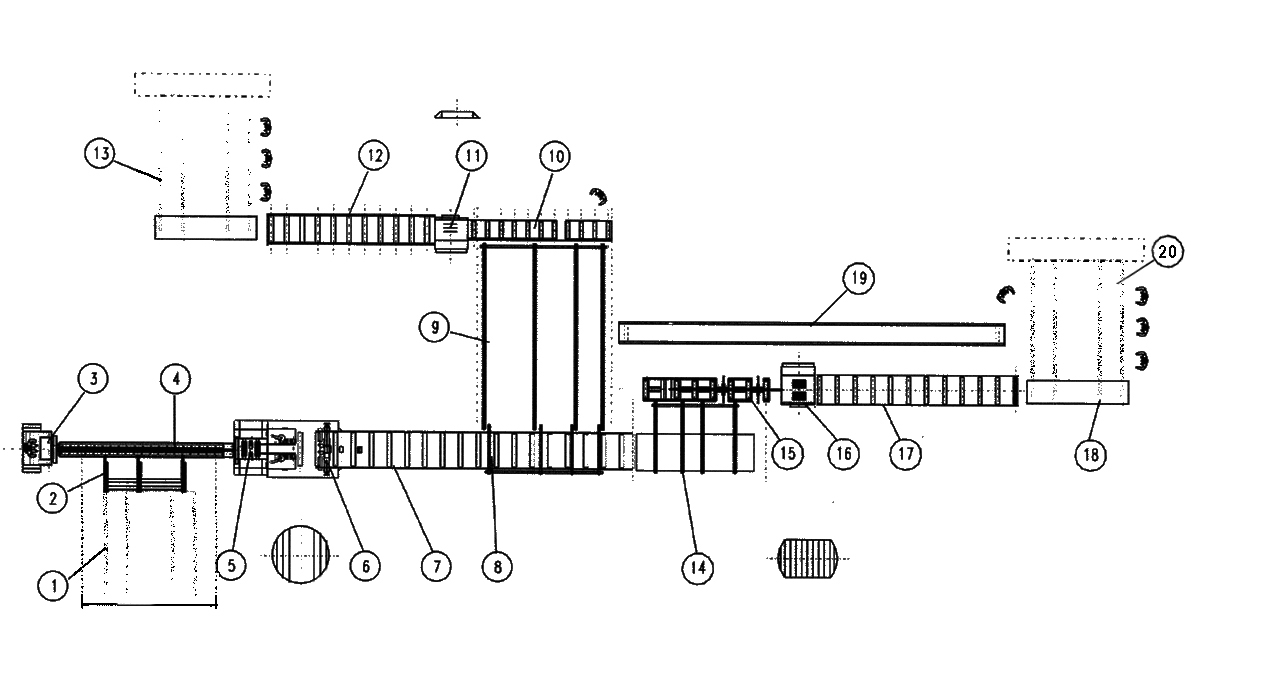
Рис. 8.2 Линия фирмы MÖRINGER на базе лесопильной рамы и многопильного круглопильного станка: 1 – подающий конвейер, 2 – разобщитель, 3 – пульт управления, 4 - механизм для быстрой подачи брёвен, 5 - лесопильная рама, 6 - расклинивающий нож, 7 – рольганг, 8 - съёмный поперечный конвейер, 9, 13, 14 - поперечный конвейер, 10 - загрузочный стол, 11 - кромкообрезной станок, 12 – рольганг, 15 - загрузочный механизм, 16 - многопильный станок, 17 – рольганг, 18 - сбрасыватель, 19 - ленточный конвейер
автоматически центрируются перед обработкой. В зависимости от расположения рычагов устройств для центрирования выдается сигнал на установку фрез обрезного станка 5. Затем доска поднимается над цепями нижними роликами и после прижатия верхними роликами подается в станок. Оператор контролирует поштучную выдачу досок и с пульта 3 выдает сигнал при поступлении горбыля. В этом случае устройства для центрирования не срабатывают, горбыль передается цепями конвейера через стол станка и падает в люк 4.

Рис.8.3 Схема автоматизированного участка обрезки досок: 1- лесопильная рама второго ряда; 2- роликовый конвейер за лесопильной рамой первого ряда; 3- пульт управления линией МОД-1; 4-люк для удаления горбылей; 5- фрезерно-обрезной станок Ц2Д-1Ф; 6-манипулятор обрезки досок МОД-1