

2.7.5. Силы в процессе резания.
Учитывая, что реальные силы при резании действуют во всем объеме тела по трем координатным осям и что для практики важно знать сумму проекций всех сил на данную ось, рассмотрим схему сил, действующих на резец по осям X, У, Z (рис. 2.10) в процессе точения. Направим ось Х вдоль оси детали, ось У – по ее радиусу, а ось Z - касательно к поверхности резания. Тогда в точке О режущего лезвия будут действовать три составляющие: касательная Pz, осевая Px и радиальная Py. Равнодействующая этих сил будет определять силу резания R. Очевидно,
![]() .
.
Принято выражать Рx и Рy в долях Рz:
Рy = (0,4 ÷ 0,5) Рz; Рx = (0,25 ÷ 0,3) Рz
Тогда
R = (1,1 ÷ 1,15) Рz .
Для приближения расчетов сил таким образом достаточно определить Рz. Мощность, Вт, затрачиваемая на резание, определится
N = Рz v. (Вт)

Рис. 2.10. Разложение силы резания на три взаимно перпендикулярных
направления.
Сила резания не остается постоянной, так как условия резания в процессе работы непрерывно изменяются, да и сам процесс стружкообразования имеет циклический характер. Рz, Px, Рy определяются расчетным и табличным методами.
2.1.6. Тепловые явления при резании.
Тепловой баланс процесса резания. Теплота, возникающая в процессе резания, влияет на стойкость инструмента и его износ, на качество обработанной поверхности, изменяет механические свойства обрабатываемого материала, коэффициент трения передней и задней поверхностей инструмента и т.п.
Русские исследователи Н.Н. Саввин (1910 г.) и Я.Г. Усачев (1915 г.) установили, что вся работа резания преобразуется в теплоту, однако, около 1% работы резания затрачивается на образование поверхностей, обладающих иной потенциальной энергией, чем энергия элементов внутри заготовки и стружки:
Арез = Ауп + Апл + Атр + Адис ,
где Ауп – работа упругого деформирования; Апл – работа пластического деформирования; Атр – работа трения; Адис – работа диспргидрирования (измельчение твердых тел).
Следовательно, приближенно количество образуемой теплоты в единицу времени, (Дж/с),
Q = Pzv,
Где Pz в H, v в м/с.
Тепловой баланс процесса резания (рис. 2.11) можно записать в виде:
Q1 + Q2 + Q3 + Q4 = q1 + q2 + q3 + q4 ,
где Q1 - Q4 – теплота, полученная соответственно в результате деформации срезаемого слоя, трения по передней поверхности, трения по задней поверхности и деформации поверхностного слоя заготовки; q1 - q4 – теплота, отводимая соответственно стружкой, резцом, заготовкой и окружающей средой.

Р и с. 2.11. Составляющие Р и с. 2.12. Изотермы токарного резца и стружки
теплового баланса процесса при обтачивании стали.
резания.
Приведенное на рис. 2.12 распределение температур в зоне деформации между резцом и стружкой и изотермы получены профессором А.Н. Резниковым для случая обработки стали ШХ15 на режиме v = 1,33 м/с, t = 0,1 мм, s = 0,5 мм/об.
2.1.7. Изнашивание и стойкость режущих инструментов.
2.1.7.1. Закономерности и виды износа инструментов.
Режущие инструменты в процессе работы изнашиваются по причине значительного трения, высоких температур режущего клина и высоких давлений на его передней и задней поверхностях. Различают три вида износа: только по задней поверхности, только по передней поверхности и по обеим поверхностям одновременно (рис. 2.13).

а б в
Р и с. 2.13. Виды износа инструмента:
а - по задней поверхности; б - по передней поверхности; в - по обеим поверхностям.
Износ инструментов по задней поверхности является определяющим и подчиняется определенной закономерности изнашивания деталей машин (рис. 2.14). Здесь можно отметить следующие зоны работы резца: I - зону приработки; II- зону нормального или рабочего износа; III- зону интенсивного износа; IV - зону катастрофического износа или разрушения.
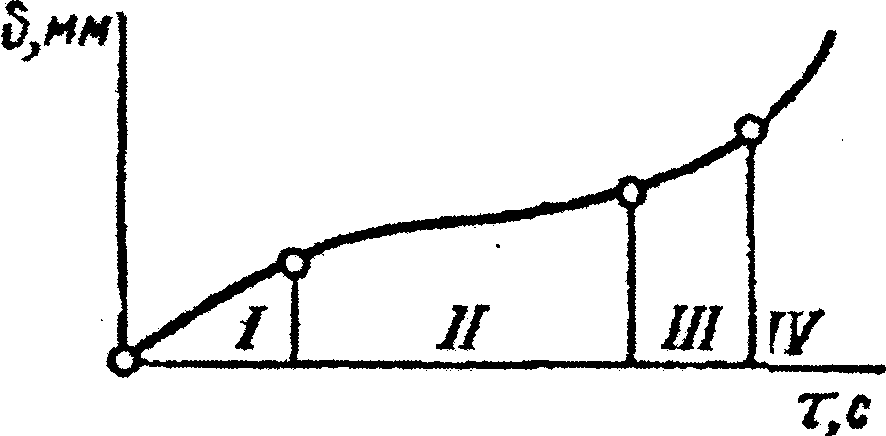
Р и с. 2.14. Общая закономерность изнашивания деталей машин.
Изнашивание вызывается различными явлениями, происходящими при резании. Ряд гипотез объясняет этот процесс как абразивный, адгезионный, диффузионный, окислительный или усталостный вид изнашивания.