

2.2.3. Работы, выполняемые на токарных станках, и режущий инструмент
На токарных станках можно производить обтачивание и растачивание цилиндрических, конических, шаровых и профильных поверхностей, подрезание торцов, вытачивание канавок, нарезание наружных и внутренних резьб, накатывание рифлений, сверление, зенкерование, развертывание отверстий и другие виды токарных работ.
Точение осуществляют резцами различных типов. Сверление и отделка отверстий производится сверлами, зенкерами, развертками.
Заготовку с помощью приспособления крепят в шпинделе станка, и она вращается, а резец, закрепленный в резцедержателе суппорта, совершает продольное или поперечное поступательное движение. Инструмент для получения центровых отверстий (сверла) устанавливают в пиноле задней бабки станка или крепят в резцедержателе в специальных оправках.
Токарные резцы классифицируют по материалу режущей части, характеру операций, форме лезвия, направлению движения, конструкции. По материалу режущей части различают стальные (с лезвиями из углеродистой, легированной или быстрорежущей стали), твердосплавные, керамические, алмазные, эльборовые резцы. Резцы из углеродистой и легированной стали в настоящее время практически не применяют.
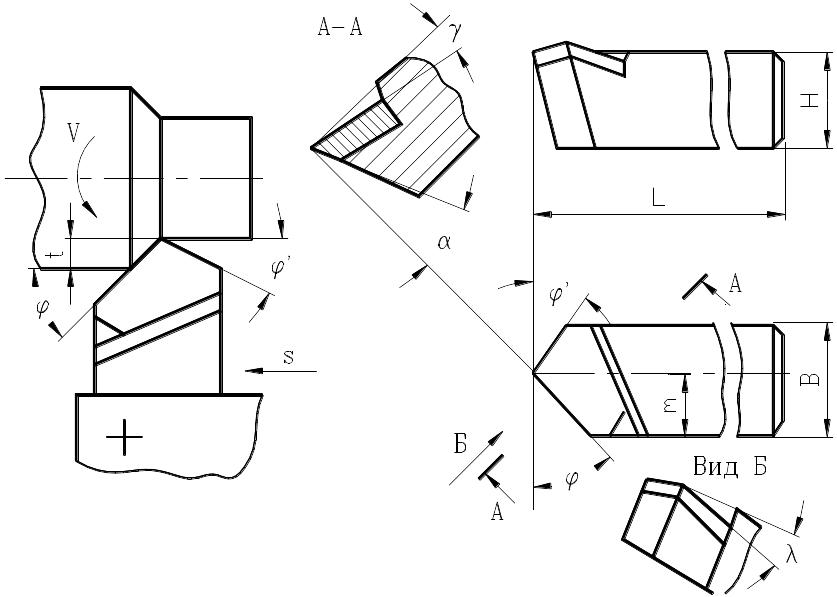
Р и с. 2.17 Токарный проходной резец |
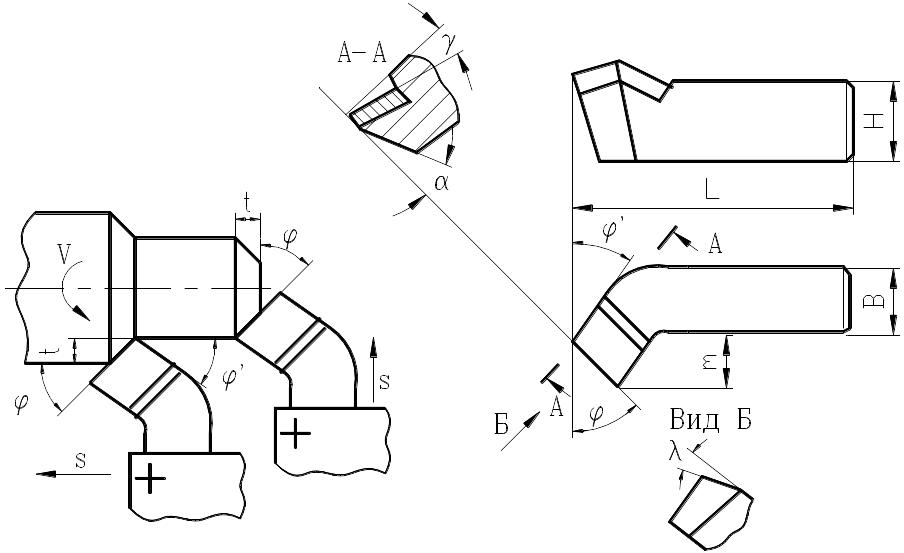
Р и с.2.18 Токарный проходной отогнутый резец
|
|
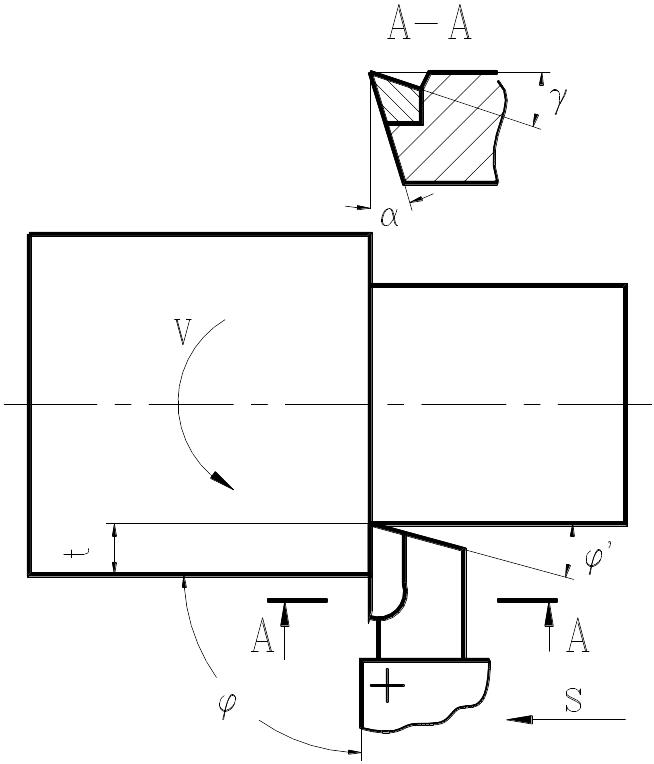
Р и с.2.19 Проходной упорный резец |
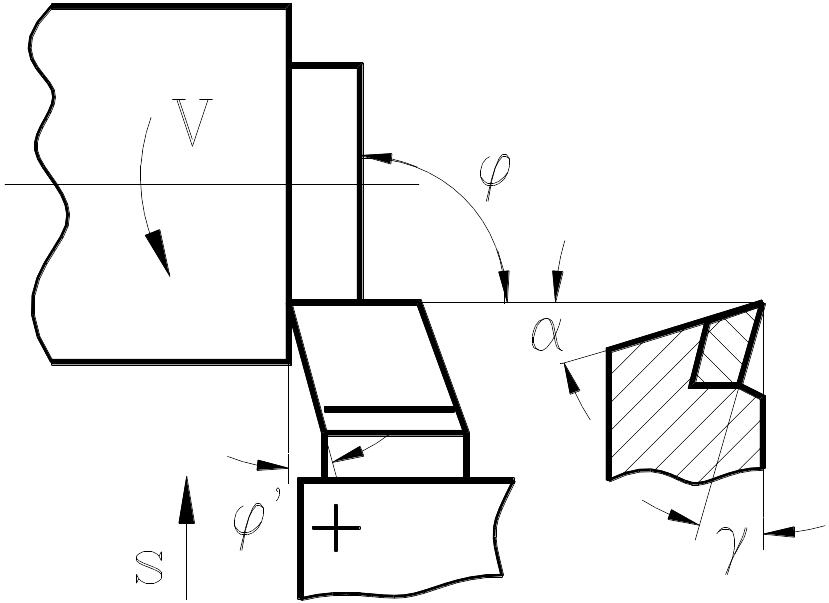
Р и с.2.20 Токарный подрезной резец |
|
В зависимости от характера выполняемых операций резцы бывают черновые и чистовые. По форме и расположению лезвия относительно стержня резцы подразделяют на прямые, отогнутые, изогнутые и оттянутые. Лезвие может располагаться симметрично по отношению к оси державки резца или быть смещено вправо или влево.
По направлению движения подачи резцы бывают правые и левые. У правых резцов рабочее движение справа налево (от задней бабки к передней), а у левых - слева направо.
По назначению токарные резцы разделяют на проходные, расточные, подрезные, отрезные, фасонные, резьбовые и канавочные.
Для обработки наружных цилиндрических поверхностей применяются проходные прямые (рис.2.17) и проходные отогнутые резцы (рис.2.18). Для прямых проходных резцов обычно главный угол в плане = 45...60о, а вспомогательный угол в плане ’ = 10...15о. У проходных отогнутых резцов углы в плане = ’ = 45о. Проходные отогнутые резцы можно применять как для наружного точения с продольной подачей, так и для подрезки торцов с поперечной подачей. Ими можно точить фаски с углом 45о.
Для одновременной обработки цилиндрической поверхности и торцовой плоскости применяют проходные упорные резцы (рис.2.19). Резец работает с продольным движением подачи. Главный угол в плане = 90о. Проходными упорными резцами обычно обрабатывают нежесткие валы, так как при их использовании радиальная составляющая силы резания равна нулю, что снижает деформацию заготовки.
Р и с.2.21 Сверление отверстий: а - центровочным; б- спиральным сверлом |
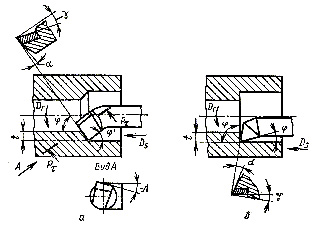
Р и с.2.22 Расточные резцы: а - проходной; б - упорный |
|
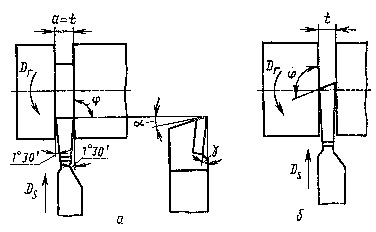
Р и с.2.23 Отрезные резцы |
Р и с.2.24 Резьбовой резец |
|


Подрезные резцы (рис.2.20) применяют для подрезания торцов заготовок. Они работают с поперечным движением подачи инструмента по направлению к центру или от центра заготовки.
При установке режущего инструмента в пиноле задней бабки на токарных станках можно производить сверление отверстий, ось которых совпадает с осью вращения заготовки. При этом режущий инструмент остается неподвижен, а заготовка вращается. Для зацентровки и сверления центровых отверстий применяются центровочные сверла (рис.2.21, а) сквозные и глухие отверстия сверлят спиральными сверлами (рис.2.21, б).
Если требуется получить отверстие большего диаметра или сделать канавки и выточки, то выполняют растачивание расточными резцами. Расточные резцы бывают проходные – для сквозного растачивания (рис.2.22, а) и упорными – для глухого растачивания (рис.2.22, б). Резцы различаются формой лезвия. У проходных расточных резцов угол в плане = 45...60о, а у упорных угол несколько больше 90о. Крепежная часть расточных резцов имеет конусную форму с диаметром, увеличивающимся от лезвия к зажимной части, которую делают квадратной или прямоугольной. Расточные резцы работают при больших вылетах из резцедержателя, что не позволяет стержневому резцу снимать стружку с большой площадью поперечного сечения. При растачивании глубоких отверстий применяют расточные резцы, закрепленные в специальных оправках.
Отрезные резцы применяют для разрезания заготовок на части, отрезание обработанной заготовки, для протачивания канавок. Отрезные резцы работают с поперечным движением подачи (рис.2.23). Отрезной резец имеет главную режущую кромку, расположенную под углом = 90о, и две вспомогательные с углами ‘= 1...2о. Для уменьшения трения в процессе резания вспомогательные задние поверхности затачивают под углом ‘= 1о30’. У стандартных отрезных резцов ширина режущей кромки а = 3 ... 10 мм выбирается в зависимости от диаметра заготовки. При отрезании детали резцом с прямой главной режущей кромкой (= 90о) на отрезанной заготовке остается шейка, поэтому приходится дополнительно подрезать торец заготовки. Для исключения этой операции применяют отрезные резцы с наклонной режущей кромкой (см. рис. 2.23).
Фасонные поверхности на токарно-винторезных станках, как правило, обрабатывают стержневыми резцами, которые закрепляют в резцедержателе станка.
Резьбовые резцы (рис.2.24) служат для нарезания наружной и внутренней резьбы любого профиля: прямоугольного, треугольного, трапецеидального. Форма режущих лезвий резьбовых резцов соответствует профилю и размерам поперечного сечения нарезаемых резьб. Резьбовые резцы бывают однониточными и многониточными. Последние называются гребенками. Нарезание резьбы однониточным резцом по сравнению с другими методами (кроме резьбошлифования) обеспечивает наивысшую точность по шагу и профилю.
По конструкции токарные резцы различают цельные, изготовленные из одной заготовки; составные (с неразъемным соединением его частей); с припаянными пластинами; с механическим креплением пластин; сборные (с механическим креплением отдельных вставок, на которых механически закреплены режущие пластины).
Цельными изготовляют быстрорежущие резцы небольших размеров, их применяют в точном машиностроении и приборостроении. Цельный инструмент является лучшим с точки зрения прочности, жесткости и теплостойкости, однако в целях экономии дорогостоящего инструментального материала лезвия средних и крупных резцов изготовляют из инструментального материала, а крепежную часть – из конструкционных сталей.