

Расчет (выбор) припусков
Припуском называется слой материала, который удаляют для достижения заданных точности и качества обработанной поверхности. Различают промежуточный и общий припуски. Промежуточным припуском называют слой материала, удаляемый при выполнении отдельного технологического перехода. Общий припуск на обработку Z0 равен сумме промежуточных припусков:
![]() ,
,
где Zi – промежуточные припуски; m – число технологических переходов.
Припуски измеряют по нормали к обрабатываемой поверхности. При обработке поверхностей вращения припуски задают на диаметр, т.е. указывают удвоенное значение припуска:
при обработке наружных поверхностей вращения
![]() ;
;
при обработке внутренних поверхностей вращения
![]()
Припуски следует назначать оптимальными с учетом конкретных условий обработки.
Величину припусков определяют по опытно-статистическим данным (таблицы, ГОСТы) или расчетно-аналитическим методом.
Расчетная формула минимального припуска при обработке плоскости (односторонний припуск) имеет вид
![]() ,
,
где значения i-1 и Ei суммируются арифметически.
При обработке поверхностей вращения векторы i-1 и Ei могут принять любое угловое положение и поэтому их суммирование целесообразно выполнять по правилу квадратного корня:
![]() .
.
Следовательно, припуск на диаметр при обработке наружных и внутренних поверхностей вращения (двусторонний припуск)
![]() .
.
Здесь Rzi-1 – высота неровностей профиля на предшествующем переходе, мкм; Ti-1 – глубина дефектного поверхностного слоя на предшествующем переходе, мкм; i-1 – суммарное отклонение расположения поверхности, возникшее на предшествующем переходе, мкм (отклонение от параллельности, перпендикулярности, соосности, симметричности, плоскостности и т.п.); Ei – величина погрешности установки заготовки на выполняемом технологическом переходе, мкм.
Значения составляющих расчетных формул приведены в справочной литературе . Конкретные значения этих составляющих зависят от точности выполнения предшествующего (i-1) и данного (i) переходов, точности установки заготовки на выполняемом переходе, материала заготовки и других факторов.
Табличный (нормативный) метод определения припусков можно реализовать, воспользовавшись справочной литературой [ГОСТы на заготовки].
3.2.10 Определение промежуточных и исходных размеров заготовки
На основе расчета промежуточных припусков возможно определение предельных промежуточных и исходных размеров заготовки. На рис.3.40,а показаны предельные припуски и допуски, а также предельные значения размеров заготовки при обработке наружной поверхности вращения в два перехода: черновое и чистовое точение.
Построение схемы начинают с наименьшего предельного размера после окончательной обработки, в данном случае чистового точения, т.е. размера d чис min. К этому размеру прибавляют минимальный припуск на чистовое точение Z чис min и получают наименьший предельный размер после чернового точения d чер min. К размеру d чер min прибавляют минимальный припуск на черновое точение Z чер min и получают наименьший предельный размер исходной заготовки d зар min. Следовательно, d зар min = d чис min + Z чис min + Z чер min.
Наибольшие предельные промежуточные размеры заготовок получают прибавлением к наименьшим диаметральным размерам значений технологических допусков – на чистовое точение (чис), черновое точение (чер) и допуска на размер исходной заготовки (заг): dчис max = dчис min + чис; dчер max = dчер min + чер и dзаг max = dзаг min + заг.
Наибольшие припуски получают путем вычитания наибольших предельных размеров заготовки на предшествующем и выполняемом периодах.
Из схемы видно, что общий минимальный Z0 min и максимальный Z0 max припуски получают суммированием соответствующих минимальных и максимальных припусков, т.е.
Z0 min = Z чис min + Z чер min ;
Z0 max = Z чис max + Z чер max .
Или в общем виде
![]() ;
;
![]() ,
,
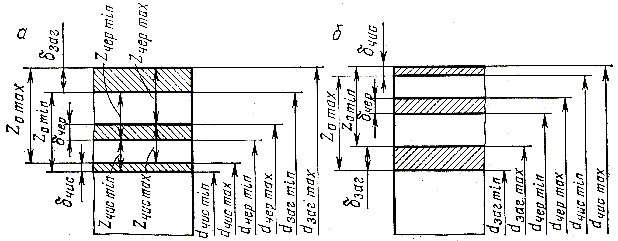
Р и с. 3.40 Схема припусков, допусков и предельных размеров заготовки
при черновом и чистовом точении
где Z i min и Z i max – минимальный и максимальный припуски на i-том переходе; m – число переходов.
Значение максимального припуска учитывают, когда определяют максимальную силу резания при расчете режущего инструмента, мощность при резании, необходимую силу закрепления заготовки в приспособлении. По среднему значению припуска определяют режимы обработки, стойкость режущего инструмента.
Расчетно-аналитический метод определения припусков применим для массового, крупно- и среднесерийного производства, а также для технологических процессов, реализуемых в РТК, ГПМ, ГАУ, т.е. во всех структурных подразделениях ГПС.
В условиях единичного и мелкосерийного производства припуски устанавливают по нормативным таблицам. Это вызвано отсутствием подробно разработанных технологических операций, на основе которых выполняют аналитический расчет припусков.
Схема расположения предельных припусков и допусков при обработке отверстий методом чернового и чистового растачивания показана на рис.3.40, б.