

2.1.3. Геометрия токарных резцов.
Знание геометрии, частей, конструктивных элементов токарных резцов позволяет ориентироваться во всем многообразии лезвийных металлорежущих инструментов.
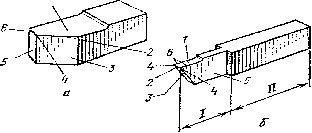
Рис. 2.6 Части резца
Режущая часть I резца (рис. 2.6.) производит работу резания, остальная часть II является крепежно-присоединительной и служит для закрепления резца в резцедержателе станков токарной группы, а иногда и специальных оправках (борштангах) или державках.
Режущая часть образуется рядом поверхностей, которые, пересекаясь, образуют режущие кромки и вершину (или вершины) резца. Передняя поверхность – это поверхность, по которой сходит стружка. Задние поверхности резца обращены к обрабатываемой заготовке, главная – к поверхности резания, вспомогательная – к обработанной поверхности. Место пересечения передней и главной задней поверхностей резца называется главной режущей кромкой; место пересечения передней и вспомогательной задней поверхностей называется вспомогательной режущей кромкой. Вершина резца - это место сопряжения главной и вспомогательной режущих кромок. Режущие кромки называют режущими лезвиями.
В условиях производства наиболее часто для характеристики геометрии резца используются углы α, γ, α1, φ, φ1 (рис. 2.7.).

Рис 2.7. Углы режущей части резца.
α - главный задний угол
γ - главный передний угол
β - угол заострения
δ - угол резанья
α1 и γ1- вспомогательные задний и передний углы
φ - главный угол в плоскости
φ1 - вспомогательный угол в плане
2.1.4. Стружкообразование при резании.
И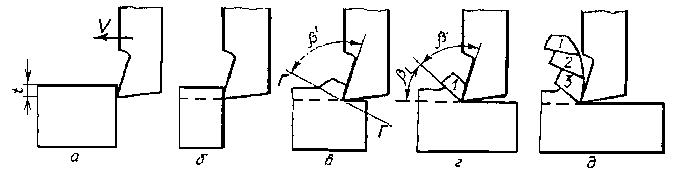 .А.
Тиме в 1868 г. в результате опытов строгания
стали и других материалов с малыми
скоростями расчленил процесс образования
стружки на три момента. В первый момент
в начале резания происходит соприкосновение
резца с деталью (рис. 2.8, а), в материале
возникают деформации (рис. 2.8, б).
.А.
Тиме в 1868 г. в результате опытов строгания
стали и других материалов с малыми
скоростями расчленил процесс образования
стружки на три момента. В первый момент
в начале резания происходит соприкосновение
резца с деталью (рис. 2.8, а), в материале
возникают деформации (рис. 2.8, б).
Рис. 2.8. Последовательность образования элементов стружки (по И.А. Тиме)
Затем резец своей кромкой вдавливается в металл (рис. 2.8, в), вызывая его пластическую деформацию. В течение всего второго момента резец врезается на всю глубину срезаемого слоя, и происходит дальнейшая деформация материала в зоне, ограниченной передней поверхностью резца и плоскостью Г-Г, проведенной наклонно через вершину резца под углом β' к передней поверхности резца (см. рис.2.8, в). Угол β' И. А. Тиме назвал углом действия, а плоскость Г-Г – плоскостью скалывания. Угол β1 был назван углом скалывания.
В третий момент, когда напряжение в зоне угла β' достигнет определенного предела, происходит скалывание материала по упомянутой плоскости скалывания (рис. 2.8, г) и образуется первый элемент стружки. Повторение процесса ведет к образованию 2-го, 3-го и так далее элементов стружки (рис. 2.8, д). И. А. Тиме дал поныне действующую классификацию стружек, разделив их на сливную, скалывания и надлома (рис. 2.9).

Р и с. 2.9. Стружка, (а- сливная, б - скалывания, в - подлома)
Сливная стружка получается при обработке вязких материалов при малых толщинах, больших передних углах и скоростях резания. Наружная прирезцовая сторона сливной стружки – гладкая, блестящая; внутренняя сторона – матовая, с множеством мелких зазубрин.
Стружка скалывания получается при обработке материала средней твердости при больших толщинах, малых передних углах и скоростях резания. Ясно видны отдельные элементы стружки.
Стружка надлома образуется при обработке хрупких материалов. Чаще всего эта стружка состоит из раздельных кусков. Сливная стружка – один из видов стружки скалывания с неполной деформацией.
В условиях производства важную роль играют вид стружки, ее безопасность для рабочего, простота удаления из зоны обработки на станке. При резании пластичных материалов необходимо принимать меры, обеспечивающие завивание и ломание стружки. К ним относятся оптимальная геометрия инструмента и режим резания, периодическое изменение подачи, наложение колебательного движения на подачу инструмента.
Резцы выполняются с накладными стружколомателями или стружкозавивателями с заточенными стружколомательными и стружкозавивательными порожками, лунками и др.