

2.3.2. Определение основного времени
Основное время То (мин) при обработке отверстий различными методами рассчитывают по общей формуле, составляющие которой определяются видом и условиями обработки: То = Lp/(пS). Расчетная длина (рис. 2.29) Lр=l1+l+l2 ,где l – длина врезания, зависящая от глубины резания t и угла на инструменте; l1 = t сtg ; l – длина обработки; l2 – перебег инструмента (3...5)Sо l2 2...3 мм (см. рис. 2.29, а, б), при обработке глухих отверстий l2=0 (рис. 2.29, в); n – частота вращения инструмента или заготовки, мин-1; S – подача, мм/об.
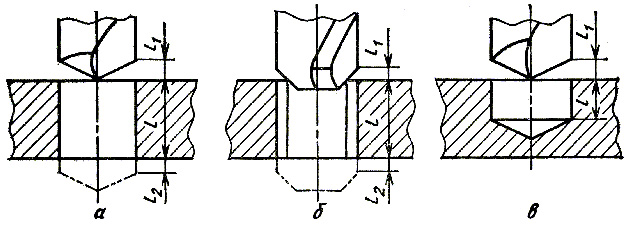
Р и с. 2.29. Схема определения расчетной длины обработки
При растачивании отверстий за несколько рабочих проходов ( i ) формула для расчета t (мин) принимает вид t =Lpi/(nS )
2.3.3. Инструменты для обработки отверстий
Наиболее распространенными инструментами для обработки отверстий являются сверла. Они используются для сверления отверстий диаметром от десятых долей до десятков миллиметров различной глубины. Выпуск сверл в объеме всей продукции инструментальных заводов составляет около 20% . По конструктивным признакам сверла можно разделить на спиральные, перовые, для глубоких отверстий, комбинированные центровочные (рис. 2.30).
Наиболее многочисленной является группа спиральных сверл. По точности изготовления они делятся на сверла общего назначения и сверла точного исполнения. Размерный ряд спиральных сверл начинается с малоразмерных сверл диаметром 0,1 – 1,5 мм по ГОСТ 3034 – 76 с утолщенным цилиндрическим хвостовиком. У всех малоразмерных сверл хвостовики для удобства закрепления имеют одинаковые диаметры (см.рис. 2.30, а). Вследствие малых размеров этих сверл оправданно их изготовление целиком из быстрорежущих сталей Р6М3 и Р6М5К5 с твердостью рабочей части 60 – 62 НRСэ.
Для обработки труднообрабатываемых материалов изготовляют цельные твердосплавные сверла диаметром 0,6 – 1,0 мм из сплавов ВК10М, ВК15М. Стойкость спиральных сверл с твердосплавной рабочей частью в 20 – 30 раз выше стойкости обычных быстрорежущих. Начиная с диаметра 1,5 мм твердосплавные сверла выполняют сборными по ГОСТ 17273–71. Рабочую твердосплавную часть этих сверл припаивают к хвостовику из стали 45. Цельные твердосплавные сверла диаметром 3,5 – 6,0 мм по ГОСТ 17275 – 71 изготовляют шлифованием гладких цилиндрических стержней из сплава ВК6М (ВК60М). По ГОСТ 10902–77, ГОСТ 4010 – 77 спиральные сверла изготовляют из быстрорежущих сталей типа Р12, Р6М3 для обработки конструкционных сталей или из сталей типа Р9К10, Р9М4К8Ф для сверления труднообрабатываемых материалов. Такие сверла имеют твердость рабочей части 63 – 65 HRСэ. Быстрорежущие сверла выполняются как с правым, так и с левым направлением винтовых канавок.
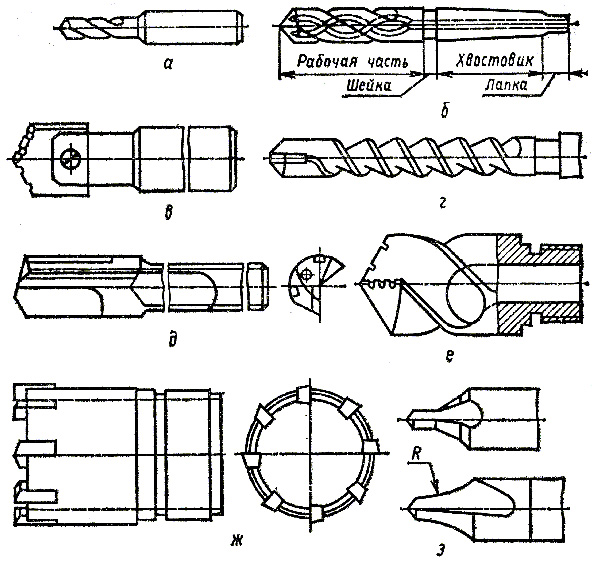
Р и с. 2.30. Виды сверл: а – малоразмерное спиральное сверло по ГОСТ 3034 – 76
с утолщенным цилиндрическим хвостовиком; б – спиральное сверло с внутренним подводом
охлаждающей жидкости с коническим хвостовиком (ГОСТ 6647 – 64); в – составное перовое
сверло; г – шнековое сверло; д – однокромочное сверло со смещенной вершиной;
е – двухкромочное сверло с удалением стружки через центральное отверстие;
ж – сверло для кольцевого сверления; з – центровочные сверла.
Спиральные сверла диаметром более 8 мм в целях экономии изготовляют сварными с рабочей частью из быстрорежущей стали и хвостовиком из конструкционной стали. Сверла (ГОСТ 575б – 81) с пластинами из твердого сплава закрепляют в корпусе (сталь 40X, 9XС, Р9) пайкой. Быстрорежущие сверла диаметром 6–80 мм по ГОСТ 2034–80Е и ГОСТ 10903 – 77 выполняются с коническим хвостовиком. Сверла с пластинами из твердого сплава ВК и сверла с внутренним подводом охлаждающей жидкости (ГОСТ 6647–64) предназначены для сверления труднообрабатываемых материалов. Такие сверла (см. рис. 2.30, б) имеют в зубьях (перьях) прокатанные отверстия, соединяющиеся в хвостовике. Закрепляют сверла в специальных патронах, обеспечивающих подвод охлаждающей жидкости под давлением 12 МПа (не менее 12 л/мин) непосредственно к режущим кромкам сверла.
Наиболее простыми в изготовлении являются перовые сверла, представляющие собой заостренную пластину с весьма несовершенной формой рабочей части. Эти сверла применяют для обработки отверстий малого (0,2–1 мм) и большого (более 80 мм) диаметра, а также при ремонте. Нашли применение составные перовые сверла в виде пластины, закрепленной в державке (см. рис. 2.30, в). Обработку отверстий в сталях, чугунах, легких сплавах и дереве при глубине более 10 диаметров без периодического вывода сверла проводят шнековыми сверлами с = 50...65 (см. рис. 2.30, г). Глубокие отверстия с осью, имеющей малое отклонение от прямолинейности, получают сверлами однокромочного резания с вершиной, смещенной относительно оси (см. рис. 2.30, д). Смещение вершины, а также то, что сверло опирается направляющими пластинами на боковую поверхность отверстия, обеспечивает малое отклонение от прямолинейности его оси. Сверление начинают после установки сверла в частично просверленное отверстие либо в кондукторную втулку. По отверстию в рабочей части подается СОТС, которое, утремляясь на обратном пути по канавке на сверле, удаляет стружку.
Применяют также однокромочные и двухкромочные сверла, в которых стружка удаляется по центральному отверстию (см. рис.2.30, е). Сквозные отверстия диаметром 80–200 мм и более получают сверлами кольцевого сверления (см. рис.2.30, ж). Такими сверлами вырезается только кольцевая полость, а в центре отверстия остается стержень, пригодный для использования в качестве заготовки.
Обработку центровых отверстий проводят центровочными комбинированными сверлами (ГОСТ 14952–75) двух типов: без предохранительной фаски и с предохранительной фаской 120. Сверла этих типов изготовляют из быстрорежущей стали. Центровочные сверла с рабочей частью из твердого сплава имеют более технологичный дугообразный профиль режущей кромки (см. рис. 2.30, з).
Зенкеры, применяемые в машиностроении для обработки отверстий диаметром до 20 – 40 мм, изготовляют цельными (см. рис. 2.27, б). Их рабочую часть выполняют либо из быстрорежущих сталей, либо оснащают пластинами из твердого сплава групп ВК и ТК.
Обработку отверстий больших диаметров (D>30мм) проводят насадными зенкерами, установленными на оправку. Их изготовляют из быстрорежущей стали либо оснащают твердым сплавом (ГОСТ 12509 – 75). Для экономии инструментального материала начиная с диаметра 50 мм и выше насадные зенкеры ГОСТ 2255–71 оснащаются вставными ножами из быстрорежущей стали. Вставные ножи устанавливаются с натягом в корпусе из стали 40X и удерживаются там силами трения и резания.
В зависимости от формы обрабатываемых отверстий развертки разделяют на цилиндрические (ГОСТ 1523 – 81Е) и конические (ГОСТ 11177 – 84). Они могут быть машинными или ручными. Для ремонтных работ выпускают ручные разжимные развертки (ГОСТ 3509 – 71) с пределами регулирования диаметра 0,5 – 3 мм. Развертки целиком изготовляют из быстрорежущей стали с цилиндрическими (для D 10 мм) либо коническими хвостовиками (для D> 10 мм). Как и зенкеры, развертки для диаметров отверстий более 30 мм делают насадными с ножами из быстрорежущих сталей либо твердых сплавов. Вставные ножи имеют рифления, идентичные рифлениям в пазах корпуса. Это позволяет перестановкой ножей и закреплением их клиньями настраивать развертку на нужный диаметр.
Для совмещения нескольких операций (переходов) на сверлильных и расточных станках применяют комбинированные инструменты. Они предназначены либо для однородной обработки однотипными инструментами, различающимися только размерами (ступенчатые зенкеры, фасонные борштанги для ступенчатых отверстий, наборы фрез и т.п.), либо для обработки инструментами разных типов (сверло-зенкер, зенкер-развертка, сверло-метчик и т. п.).
2.3.4. Инструменты для расточных работ
Расточные инструменты преимущественно применяют для обработки заготовок корпусных деталей на расточных станках.
Наиболее простыми расточными инструментами являются расточные резцы. Размеры этих резцов, их виброустойчивость и жесткость крепления определяются диаметром обрабатываемого отверстия. Повышению жесткости способствует использование расточных резцов с державками квадратного сечения, закрепляемыми в отверстии борштанги (рис. 2.31, а). Это отверстие делают наклонным либо перпендикулярным к продольной оси борштанги. В единичном и мелкосерийном производстве применяются расточные резцы с , равным 90, 60 и 45, оснащенные твердым сплавом с державками из стали У7. Находят применение также расточные резцы с державками круглого поперечного сечения.
Растачивание отверстий малого размера с точностью по 6 – 7-му квалитету проводят резцами с твердосплавными коронками типа «улитка». В соответствии с ГОСТ 2209 – 82 коронки выпускают для обработки сквозных и глухих отверстий, а их заднюю поверхность выполняют по архимедовой спирали (рис. 2.31, б). Эти резцы допускают значительное количество повторных заточек по передней поверхности.
Чистовое растачивание высокоточных отверстий выполняют микроборами (рис. 2.31, в). Настройку микробора на размер производят с помощью нарезанной на державке резца-вставки резьбы с шагом 0,5 (1,0) мм, гайки лимба и нониуса на борштанге. Настройку на размер осуществляют как на станке, так и вне его в специальном приспособлении.
Растачивание сквозных и глухих отверстий с D = 48 ... 70 мм выполняют с помощью блоков (рис. 2.31, г), закрепленных в центральном коническом отверстии борштанги.
Растачивание глубоких отверстий с D = 45 ... 200 мм проводят расточными головками одностороннего резания. Надежное ориентирование такой головки в обрабатываемом отверстии достигается установкой твердосплавных направляющих на ее корпусе (рис. 2.31, д).
Для черновой и получистовой обработки отверстий диаметром 50 – 150 мм предназначены двухлезвийные блоки, оснащенные твердым сплавом. Такие блоки жестко закрепляют в борштангах и головках. Особенностью этих блоков является использование в качестве режущих элементов неперетачиваемых пластин по ГОСТ 3128 – 70 с допустимыми отклонениями размеров не более 0,05 мм.
На расточных станках в качестве вспомогательных инструментов применяют борштанги и расточные оправки.