

2.5.2. Конструктивные особенности и геометрические параметры
строгальных и долбежных резцов
Для предотвращения заклинивания при резании строгальные резцы рекомендуется делать изогнутыми (рис. 2.50, б). При прямом стержне (рис. 2.50, а) сила резания изгибает резец вокруг точки О, что вызывает внедрение резца в обрабатываемую заготовку. При изогнутом стержне это внедрение уменьшается, а при нахождении вершины резца в опорной плоскости его не будет, так как радиус изгиба R равен вылету резца h.

Р и с. 2.50. Конструктивные особенности строгальных резцов:
а – стержень резца прямой; б – стержень резца изогнутый
Резцы для строгальных станков изготовляют из быстрорежущих сталей Р12, Р6М3, а для труднообрабатываемых материалов – из сталей Р9М4К8Ф, Р9К10 и твердых сплавов ВК6, ВК8, Т5К10, Т15К6 и т.п.
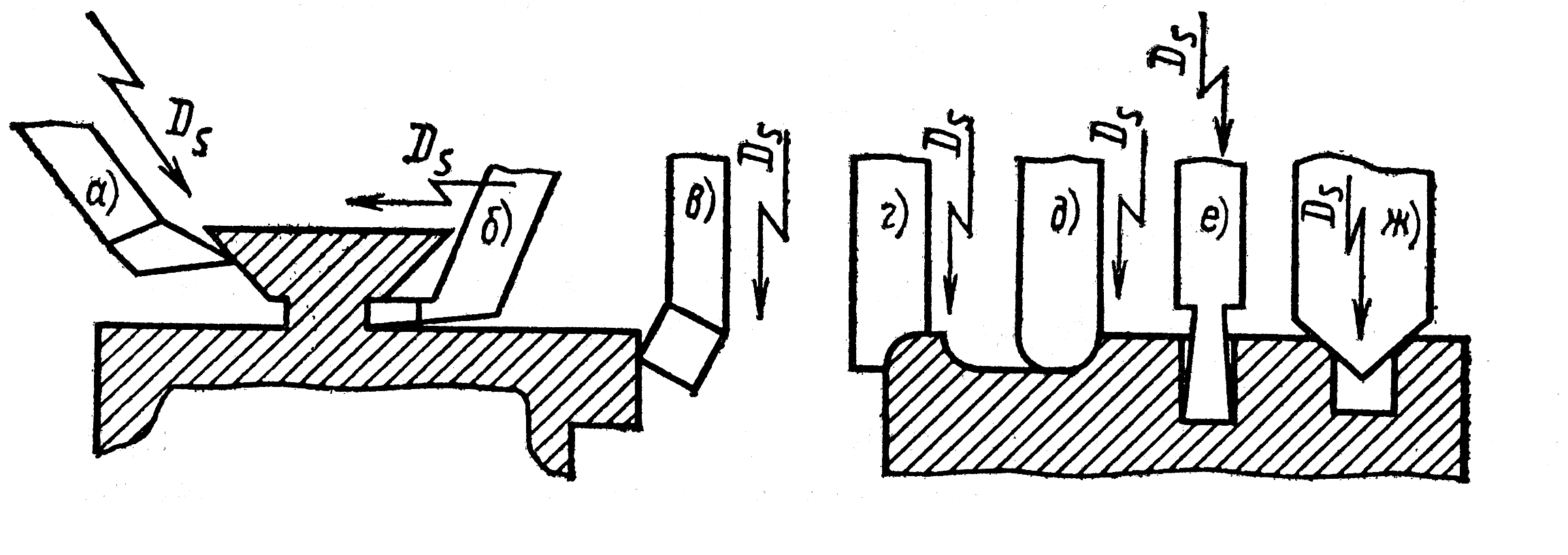
Р и с. 2.51. Виды поверхностей, обрабатываемых на строгальных станках:
а – ласточкин хвост; б,е – канавки; в – вертикальные плоскости; г, д – фасонные поверхности; ж – фаски
Номенклатура строгальных резцов велика, ими обрабатывают самые разные поверхности – от простых до сложных (рис. 2.51). Геометрические параметры строгальных резцов те же, что токарных, но основная плоскость у строгальных резцов вертикальна, а плоскость резания –горизонтальна. Размеры и угловые параметры строгальных резцов выбирают по ГОСТ 18887 – 73, ГОСТ 18888 – 73, ГОСТ 18889 – 73, ГОСТ 18890 – 73 для проходных резцов из быстрорежущих сталей и по ГОСТ 18891 – 73, ГОСТ 18892 – 73, ГОСТ 18893 – 73, ГОСТ 18894 – 73 для резцов из твердого сплава.
Геометрические параметры строгальных и долбежных резцов те же, что и токарных: передний угол , задний угол , главный угол в плане , вспомогательный угол в плане ‘ и угол наклона главной режущей кромки . Угол наиболее важен для строгальных резцов для сохранения их вершины, уменьшения воздействия удара и для плавности входа резца в заготовку. В связи с тем, что строгальные резцы работают с ударом, передний угол у них на 5 – 10о меньше, чем у токарных. У резцов, оснащенных пластинами из твердого сплава, передний угол берут от 0 до -15о. Главный угол в плане у проходных строгальных резцов 30 – 75о. Для предохранения от разрушения и быстрого изнашивания лезвия у строгальных резцов по передней поверхности предусматривают ленточку шириной, численно равной (0,8 – 1) S. Передний угол на ленточке 1 = +5о для резцов из быстрорежущей стали и 1 = -5 ... -15 для твердосплавных резцов.
2.5.3. Строгальные и долбежные станки
Направление главного движения резания у строгальных станков горизонтальное, у долбежных – вертикальное.
Строгальные и долбежные станки применяют как в единичном, так и в серийном производстве для обработки поверхностей с прямолинейной образующей. Для обработки заготовок небольших габаритных размеров (600х600х100 мм) применяют поперечно-строгальные станки. Для крупногабаритных корпусных заготовок, а также большой длины (2 – 12 м) применяют продольно-строгальные станки. На долбежных станках обрабатывают заготовки таких же размеров, как на поперечно-строгальных.

Р и с. 2.52. Поперечно-строгальный станок 6М36:
1 – гидропанель с механизмами управления; 2 – станина; 3 – механизм быстрого установочного движения стола; 4 – механизм управления перемещения стола; 5 – стол; 6 – суппорт; 7 – механизм вертикальной подачи суппорта; 8 – передвижные упоры; 9 – гидропривод станка; 10 – ползун; 11 – централизованная система смазывания; 12 – каретка
Исполнительный механизм поперечно-строгального станка состоит из ползуна, суппорта и стола. Несущая система станка, расположенная на основании, состоит из станины и поперечины. Станина имеет вертикальные направляющие для поперечины и горизонтальные направляющие для ползуна. Движение резания осуществляет ползун с установленным на нем суппортом, в котором закрепляется резец. Движение ползуна возвратно-поступательное. Оно подразделяется на рабочее (снятие припуска) и вспомогательное (возврат ползуна в исходное положение). Эти движения осуществляются механизмом качающейся кулисы, которая приводится в движение с помощью зубчатых передач от электродвигателя. Скорость движения регулируется ступенчато коробкой скоростей, а ход ползуна – изменением радиуса кривошипа кулисы. В некоторых моделях станков движение ползуна осуществляется гидроприводом.
Резец устанавливают в резцедержателе, закрепленном на откидной планке. Во избежание трения резца о заготовку во время вспомогательного хода резец откидывается вместе с планкой относительно горизонтальной оси на небольшой угол. Резец может перемещаться с вертикальной подачей и наклонно с помощью храпового механизма, установленного на ползуне станка и упора, закрепленного на станине. Заготовка, закрепленная на столе станка, при поперечном строгании перемещается с поперечным или вертикальным движением подачи.
Движение подач осуществляется во время вспомогательного хода от кулисного колеса через механизм подачи, включающий винтовые пары, зубчатые колеса, храповые механизмы. Жесткость системы станка повышается регулируемой по высоте подпоркой, которая жестко закреплена на столе станка. При перемещении стола с заготовкой в поперечном направлении (Sпоп) подпорка скользит по поперечине станка. Для ускоренных установочных перемещений стола применяют электроприводы с соответствующими передаточными механизмами.
На рис.2.53 изображена схема поперечно-строгального станка 6М36. Привод станка гидравлический.
Исполнительным механизмом продольно-строгального станка является стол, несущий обрабатываемую заготовку, и два, а иногда и четыре, суппорта в зависимости от конструкции станка. Одностоечный продольно-строгальный станок имеет два-три суппорта (два горизонтальных и один вертикальный), у двухстоечного станка три-четыре суппорта.
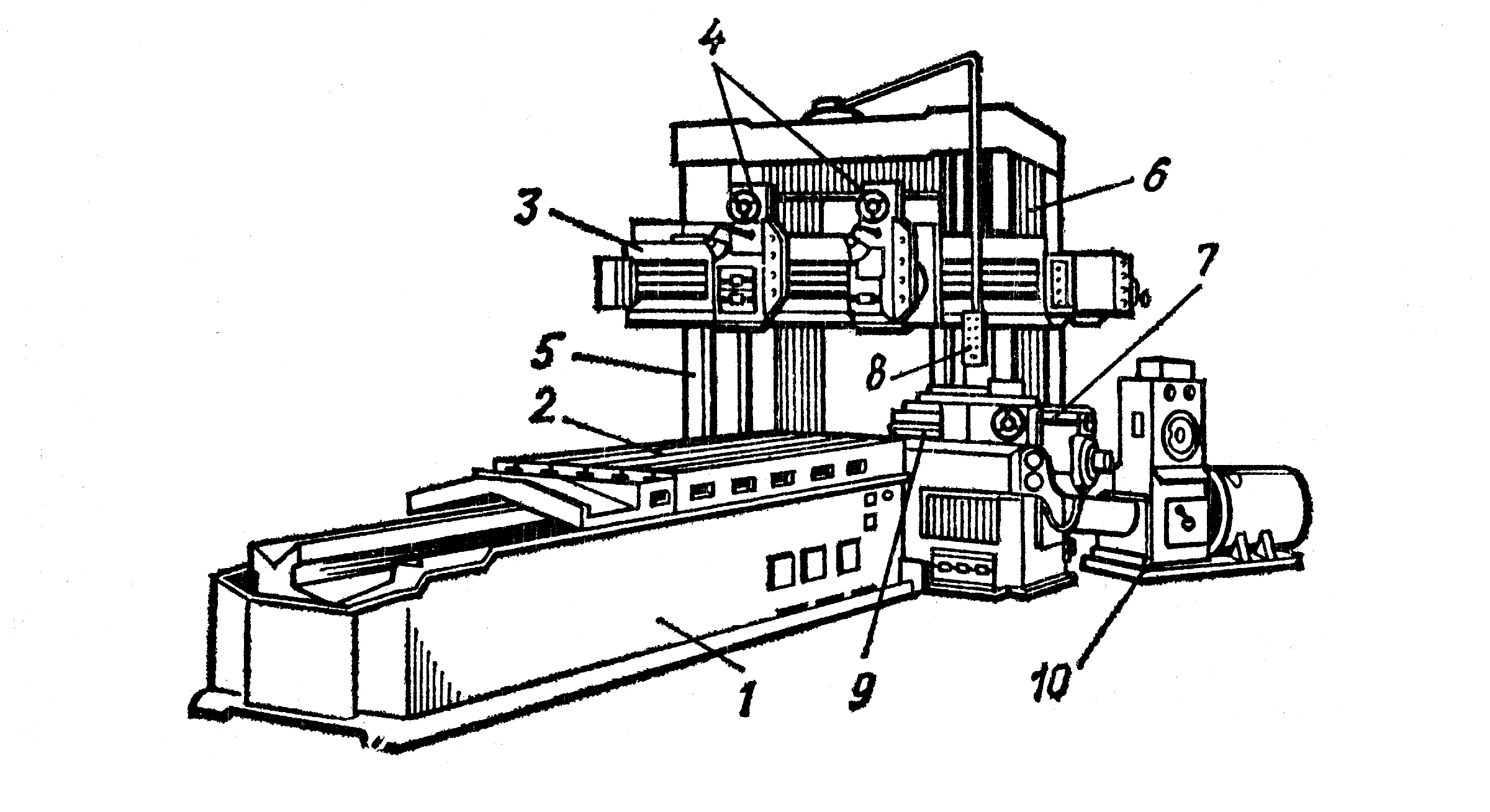
Р и с. 2.53. Двухстоечный продольно-строгальный станок 7212
На рис. 2.53 показан общий вид двухстоечного продольно-строгального станка 7212. Заготовку устанавливают на стол 2 и зажимают с помощью различных приспособлений. Резцы крепят на вертикальных суппортах 4 и боковом суппорте 9. Движение резания передается столу от электродвигателя постоянного тока 10 через коробку скоростей. Продольно-строгальные станки обычно снабжены электроприводом, обеспечивающим бесступенчатое и независимое регулирование скоростей рабочего и вспомогательного ходов стола. Скорость вспомогательного хода стола больше скорости рабочего хода.
Вертикальные суппорты перемещаются по траверсе 3, а боковой суппорт – по вертикальной стойке 6. Перемещение суппортов осуществляется от отдельных электродвигателей подач через червячную пару и зубчатые передачи 7. Включение двигателей происходит в момент реверса стола.
Несущая система станка состоит из станины коробчатой формы 1, вертикальных стоек 5 и 6 с направляющими для траверсы и бокового суппорта. Стойки соединены в верхней части перекладиной.
Управление станком осуществляется от подвесной кнопочной станции 8 или стационарного пульта управления.
Возвратно-поступательное движение стола с заготовкой осуществляется по следующему автоматическому циклу: медленное врезание резца в обрабатываемую заготовку; разгон заготовки до установленной скорости резания; резание с установленной скоростью рабочего хода; уменьшение скорости движения стола пред выходом резца из заготовки; быстрый возврат стола с установленной скоростью вспомогательного хода; подача суппорта на следующий цикл резания.

Р и с. 2.54. Долбежный станок
Исполнительным механизмом долбежного станка являются ползун 7 (рис. 2.54) с резцедержателем 6 и стол 4 с закрепленной заготовкой. Несущая система состоит из станины 1 с направляющими для стола и стойки 8 с вертикальными направляющими для ползуна. Возвратно-поступательное движение резания совершает ползун с резцом. Резец срезает припуск при движении ползуна сверху вниз и возвращается снизу вверх при вспомогательном ходе ползуна.
Прерывистое движение подачи в продольном, поперечном, а также круговом направлениях сообщается заготовке путем перемещения салазок 2 и 3 со столом и вращением стола вокруг своей вертикальной оси.
Ускоренное перемещение заготовки во всех направлениях осуществляется отдельными электродвигателями. Величина хода ползуна и зона движения регулируются по месту в зависимости от конкретной обрабатываемой заготовки. Управление станка осуществляется от кнопочной станции 5.
На долбежных станках обрабатывают те же поверхности, что при строгании (см. рис. 2.51), а также шпоночные пазы, периодически повторяющиеся канавки и различные профили замкнутых внутренних и наружных поверхностей. Размеры заготовок на долбежных операциях ограничиваются диаметром стола.
Высота заготовки ограничивается верхней мертвой точкой инструмента, закрепленного в ползуне станка. Обычно высота заготовки не превышает 0,75 хода резца (долбяка). Ход долбяка у различных серийных станков составляет 200 – 500 мм, а иногда и более.