

Выбор баз. Пересчет размеров и допусков при смене баз
Выбор баз имеет важное значение при проектировании технологических процессов. Как указывалось выше, при выборе баз желательно в качестве технологической базы принимать поверхность, которая одновременно является измерительной базой, т. е. соблюдать принцип совмещения технологической и измерительной баз. Наилучшие результаты достигаются при совмещении технологической, измерительной и конструкторской баз. Возможность совмещения технологической, измерительной и конструкторской баз при обработке детали должна учитываться конструктором в процессе проектирования и технологом при разработке технологии.
При выборе технологических баз следует придерживаться принципа постоянства базы на основных операциях механической обработки, т. е., по возможности, использовать в качестве технологической базы одни и те же поверхности детали. Целесообразность соблюдения этого принципа особенно необходима, если измерительные базы при выполнении различных операций переменны и в связи с этим трудно осуществить принцип совмещения баз. Для соблюдения принципа постоянства баз в ряде случаев на деталях создают вспомогательные технологические базы, не имеющие конструктивного назначения: центровые гнезда валов, специально обработанные отверстия в корпусных деталях и др.
Если по условиям обработки не удается выдержать принцип постоянства базы, то в качестве новой базы принимают обработанную поверхность, по возможности, наиболее точную и обеспечивающую жесткость установки заготовки. Если вновь принятая база не является измерительной, то производят расчет допуска на получаемый размер с учетом появляющейся погрешности базирования и, если необходимо, ужесточают допуск на размер, определяющий положение новой технологической базы относительно измерительной.
Рассмотрим на примере обработки поверхностей 1 и 2 (рис.3.20,а) влияние постоянства технологической базы на погрешность при получении размеров а и Ь. Нижняя плоскость заготовки и поверхности т и п обработаны на предшествующей операции, причем при получении размеров А и В выдержаны допуски δА и δв.
При расчете погрешностей базирования используем основное уравнение размерной цепи: допуск на замыкающее звено размерной цепи равен сумме допусков на размеры всех остальных звеньев. Фрезерование плоскостей 1 и 2 рассмотрим в двух вариантах.
Согласно первому варианту примем следующую схему базирования: при обработке плоскости 1 заготовка базируется по поверхности т (см. рис. 3.20,б), а при обработке плоскости 2 — поверхности п (рис.3.20,в), т. е. происходит смена базирующих поверхностей.
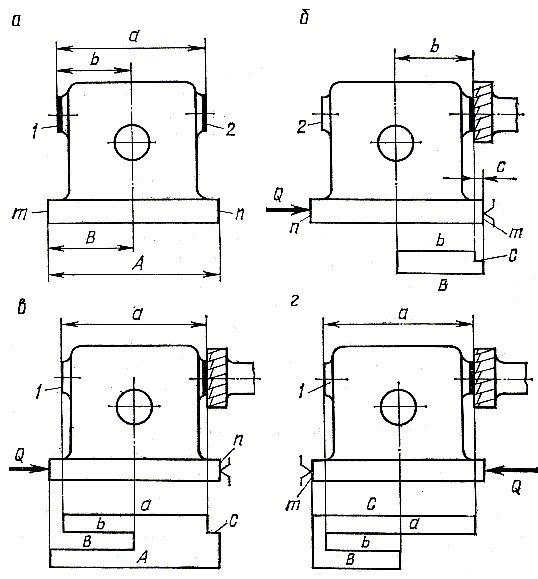
Р и с. 3.20. Принцип совмещения и постоянства баз
При обработке плоскости 1 выдерживается размер b; погрешность базирования ∆Е’бb = δв + δс. Погрешность базирования при получении размера С будет равна нулю, так как фреза настроена на постоянный размер С, а измерительная база при настройке совпадает с технологической. Следовательно, ∆Е’бb = δв, т. е. погрешность равна допуску на размер В, который связывает измерительную и технологическую базы.
Для условного изображения связей, существующих между составляющими звеньями размерной цепи, в нижней части рис.3.20,б показана схема размерной цепи.
При обработке плоскости 2 (см.рис.3.20,в) в размер а базирование осуществляется по поверхности n; погрешность базирования ∆Е’бa =δB + δА +δb.
Рассмотрим теперь второй вариант обработки с использованием постоянной базы т. При обработке плоскости 1 в размер b со схемой базирования, представленной на рис. 3.20,б погрешность базирования ∆Е’’бb == δв, т. е. ∆Е’’бb=∆Е’бb . При обработке плоскости 2 в размер а со схемой базирования, представленной на рис.3.20,г , погрешность базирования ∆Е’’бa =δB + δb , т.е. ∆Е’’бa <∆Е’бa на размер δА.
Таким образом, путем использования принципа постоянства базы погрешность базирования при получении размера а уменьшена на значение допуска по размеру А, т. е. обработка стала точнее.
При выборе технологических баз следует обеспечить устойчивость и жесткость установки заготовки, необходимую ориентацию ее в приспособлении и вполне определенное положение относительно принятой системы координат, чтобы лишить заготовку всех шести степеней свободы. Это достигается при числе установочных элементов, равном шести (правило шести точек). На рис.3.21,а показана схема установки заготовки А на шесть точек при фрезеровании паза В. Принятая схема базирования с зажимом заготовки силой Q обеспечивает необходимую точность обработки паза относительно других поверхностей заготовки.

Р и с. 3.21. Полное и неполное базирование заготовок
При выполнении некоторых технологических операций допускается неполная ориентация заготовки. Например, на рис.3.21,б показана схема центрования торца с установкой заготовки А в призме В. При данной схеме базирования заготовка лишена пяти степеней свободы; угловое положение заготовки не фиксировано, поскольку не играет роли в выполнении данной операции. На рис.3.21,в показана схема установки дисковой заготовки А на три точки на магнитном столе В плоскошлифовального станка при шлифовании торцовой поверхности. В данном случае при получении размера h точная установка заготовки в горизонтальной плоскости относительно вертикальной оси не требуется.