

2.7.2. Инструменты и технологические процессы
обработки зубчатых колес методом обкатки
Инструменты, работающие по методу обката, более универсальны, так как позволяют нарезать одним инструментом данного модуля колеса того же модуля с любым числом зубьев. Замена периодических делительных и связанных с ними вспомогательных движений (метод копирования) непрерывными делительными движениями, характерными для метода обката, не только повышает производительность, но и увеличивает точность обработки путем устранения случайных отклонений профиля. При нарезании по методу обката цилиндрических колес с прямым и винтовым зубьями в процессе обработки имитируется зацепление воображаемого зубчатого колеса или рейки с нарезаемым колесом-заготовкой. Роль воображаемого зубчатого колеса выполняет инструмент – зуборезный долбяк, а роль рейки – зуборезные гребенки или червячные модульные фрезы.
Зуборезные долбяки представляют собой эвольвентные колеса, прямые или винтовые, зубья которых изготовлены в виде режущих элементов. Материалом для изготовления долбяков служат быстрорежущие стали. Долбяк и обрабатываемое колесо при зубонарезании обкатываются по начальным окружностям без проскальзывания.
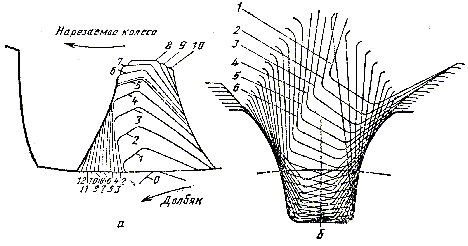
Р и с. 2.60. Схема образования эвольвентного профиля при обработке зуборезным долбяком (а) и червячной модульной фрезой (б)
Из схемы формообразования впадины колеса (рис. 2.60, а), на которой показан ряд последовательных положений (обозначены цифрами 0, 1, 2, 3 и т. д.) режущих кромок долбяка, следует, что толщина срезаемого слоя при зубодолблении является величиной переменной не только при каждом последующем ходе долбяка, но и в течение срезания одного слоя. Наибольшую толщину срезаемого слоя снимают режущие кромки, расположенные по вершинам зубьев, а наименьшую – боковые выходные режущие кромки. С увеличением модуля нарезаемого колеса возрастает число рабочих ходов долбяка, необходимых для образования одной впадины, но средняя толщина срезаемого слоя при этом остается практически постоянной, так как изменяется только пропорционально скорости движения обката.
Р и с. 2.61. Нарезание зубчатых колес долбяками
а – прямозубых; б – косозубых
Главным движением резания при зубодолблении является поступательное перемещение долбяка, состоящее из рабочего (рис. 2.61, а) хода, при котором срезается стружка, и вспомогательного хода, при котором заготовка для устранения трения отводится от долбяка. Движениями подачи являются радиальное врезание Dрад долбяка на высоту зуба и обкат долбяка и заготовки. При нарезании колес с винтовым зубом (рис. 2.61, б) используемый косозубый долбяк, винтовые линии зубьев которого противоположны направлению зубьев нарезаемого колеса, совершает главное движение резания по винтовой линии. Для создания нормальных условий резания передние поверхности зубьев косозубых долбяков затачивают отдельно у каждого зуба.
Долбяками нарезают прямозубые и косозубые колеса внешнего и внутреннего зацепления, а также шевронные колеса. Точность обработки при зубодолблении соответствует 6-й – 7-й степени при Rz = 15...30 мкм. При этом для чистовой обработки применяют долбяки классов точности АА, А, В, а для предварительной – долбяки класса С.
Зуборезная гребенка представляет собой прямозубую или косозубую рейку, зубья которой превращены путем заточки в резцы. Прямозубые гребенки используют для нарезания цилиндрических колес, а косозубые – для нарезания шевронных колес, причем такими гребенками можно нарезать шевронные колеса без канавки. Особенностью нарезания шевронных колес является использование работающих в паре косозубых гребенок с углом наклона зубьев = 30. Каждая из гребенок обрабатывает свою сторону шеврона, при этом происходит возвратно-поступательное движение резания. Гребенки, работающие в паре, изготовляют комплектами, а для улучшения условий резания заточку переднего угла на гребенках делают с двух сторон.
По точности изготовления все гребенки делят на два класса: класс А – для нарезания колес 8-й степени точности и класс В – для нарезания колес 9-й степени точности.
Червячная зуборезная фреза может быть представлена в виде совокупности закрепленных на цилиндрической поверхности гребенок либо в виде червяка, витки которого превращены в режущие зубья прорезанием поперечных канавок так, что на них образуются передние углы , и затылованием зубьев для получения задних углов .
Основой профиля стандартных червячных фрез является конвалютный червяк, витки которого в сечении, нормальном к направлению витка, имеют прямолинейный профиль исходной зубчатой рейки (рис. 2.62, б). Профиль исходной рейки характеризуется углом профиля n= 20, шагом зубьев Рn= т, расчетной высотой зуба hi, и его головки h', а также толщиной зуба фрезы по нормали sn= Рn– sn, где sn– толщина зуба нарезаемого колеса по нормали.
По назначению различают червячные фрезы для нарезания цилиндрических прямозубых и косозубых колес, для обработки червячных колес, шлицевых валов, звездочек и т. д. По конструкции червячные фрезы бывают цельными и сборными, могут закрепляться на оправках (насадках) или с помощью хвостовиков.
Предварительную обработку выполняют черновыми червячными фрезами, у которых передний угол = 5...7, а толщина зуба меньше, чем у чистовых фрез на величину, равную припуску. Окончательную обработку осуществляют чистовыми фрезами с = 0 и размерами по ГОСТ 9324 – 80Е. Для прецизионной обработки (например изготовление турбинных передач) выпускают особо точные фрезы класса точности ААА, выполняемые обычно с увеличенным диаметром. Между классом точности фрез и классом точности нарезаемых колес существует соотношение: классы точности фрезы ААА, АА, А, В, С соответствуют классам точности колеса 5 – 6, 7, 8, 9, 10.
В связи с тем, что червячные фрезы классов точности ААА, АА, А, В обрабатывают шлифованием, их режущую часть приходится изготовлять из быстрорежущих сталей Р6М5 и Р12. Наряду с затылованными при черновой обработке находят применение сборные червячные фрезы с остро заточенным зубом. Для увеличения стойкости и повышения в 2...3 раза производительности сборных фрез в их конструкции используют повторно незатачиваемые пластины или режущие гребенки, изготовленные из твердого сплава ВК6М, ВК8, Т5К10, Т15К6 и т. д.
При зубофрезеровании в формообразовании впадины колеса (см. рис. 2.60, б) участвуют режущие кромки, расположенные по вершинам и боковым поверхностям зубьев фрезы. При этом режущие кромки, расположенные по вершинам, снимают средние толщины срезаемого слоя, в 3 раза большие, чем толщины слоя, срезаемого боковыми режущими кромками. Число срезаемых слоев, приходящихся при зубофрезеровании на одну впадину колеса, возрастает с увеличением числа канавок на фрезе, снижая толщину срезаемого слоя и уменьшая нагрузку на зуб фрезы.
При нарезании прямозубых и косозубых колес червячными модульными фрезами имитируется зацепление обрабатываемого колеса с червяком, роль которого выполняет червячная фреза. За главное движение резания принимают вращение (см. рис. 2.62, а) фрезы, частоту пф которого для создания движения обката согласуют с вращением заготовки так, чтобы за время одного оборота фрезы заготовка повернулась на k/zз, – часть оборота, где k – число заходов червячной фрезы. Для радиального врезания фрезы в заготовку и нарезания зубьев по всей ее высоте фрезе соответственно сообщают радиальное движение подачи, и вертикальное движение подачи Dsрад, направленное вдоль оси нарезаемого колеса.

Р и с. 2.62. Схемы работы и конструкции червячных фрез
Перед обработкой червячную фрезу разворачивают так, чтобы направление ее винтовой линии совпадало с направлением нарезаемых зубьев. Заготовке косозубого колеса дифференциал, установленный в цепи обката станка, сообщает дополнительное вращение Ds обеспечивающее при сложении с Dsв формообразование винтовых зубьев колеса. Знак дополнительного поворота Ds, зависит от совпадения или несовпадения направления винтовой линии зуба колеса с направлением вращения заготовки (рис. 2.62, в).
При черновом зубофрезеровании расстояние, на которое перемещается фреза в радиальном направлении, выбирают обычно таким, чтобы всю обработку выполнить за один рабочий ход. Чистовое зубонарезание выполняют за несколько рабочих ходов, последний из которых проводится с радиальным припуском 0,10 – 0,15 мм, обеспечивая при этом шероховатость Rа = 6,3...0,8 мкм. В зависимости от направления подачи Dsв относительно скорости резания различают попутное и встречное зубофрезерование. Попутное зубофрезерование обеспечивает меньший износ инструмента и соответствует меньшей шероховатости, но требует отсутствия свободного хода в механизме подачи (Dsв) станка (см. рис. 2.62, в).
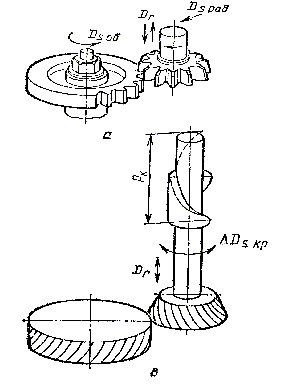
Особенностью червячных фрез, используемых для нарезания червячных колес, является точное соответствие их основных размеров (диаметр фрезы, шаг, угол наклона винтовой линии) размерам червяка, с которым будет работать в паре обрабатываемое колесо. Выбор типа червячной фрезы зависит от вида профиля (архимедов, эвольвентный, конволютный) червяка, червячной передачи и от используемого метода фрезерования - с радиальным или тангенциальным движением подачи. Фрезы для фрезерования с тангенциальной подачей (рис. 2.63, б) на длине 2 – 2,5 витков имеют заборный конус с = 20...25. В зависимости от размеров фрезы выполняют насадными или хвостовыми.
При фрезеровании с радиальным движением подачи Dsрад, (рис. 2.63, а) фрезе и заготовке сообщаются согласованные вращения, имитирующие червячную передачу, и радиальное движение подачи Dsрад, фрезы, продолжающееся до момента достижения межосевого эксплуатационного расстояния А. Расстояние, на которое фреза перемещается в радиальном направлении, устанавливают при наладке станка и ограничивают упором.

Р и с. 2.63. Схема обработки и инструменты для нарезания червячных колес
При фрезеровании с тангенциальным движением подачи межосевое расстояние А устанавливают перед обработкой и в последующем не изменяют. Заготовке и фрезе при обработке сообщаются согласованные вращение и тангенциальное движение подачи Dsт. Так как червячная фреза совершает согласованное с заготовкой вращение и тангенциальное движение, заготовка выполняет дополнительный поворот , обеспечиваемый с помощью дифференциала станка. При нарезании по методу тангенциального движения подачи основная часть припуска снимается заборным конусом фрезы, а цилиндрическая (см. рис. 2.63, б) часть фрезы выполняет чистовую (калибрующую) обработку, обеспечивая требуемые размеры колеса. Неизменность межосевого расстояния в процессе обработки, а также наличие на фрезе калибрующей части делает метод нарезания с тангенциальным движением подачи более точным, чем нарезание с радиальным движением подачи.
В ремонтных цехах и единичном производстве для нарезания червячных колес в отдельных случаях используют однозубые фрезы – летучки, имеющие один режущий зуб, выполненный по профилю рейки и вставленный в оправку, которую закрепляют в шпинделе зубофрезерного станка (рис. 2.63, в).
При нарезании червячных колес общим требованием является необходимость размещения при настройке оси фрезы в главной плоскости нарезаемого колеса, т, е. в плоскости, проходящей через его середину.
Конические зубчатые колеса нарезают строганием по копиру, обработкой профильными инструментами или методами обката. Находят применение также комбинированные методы, в которых, например, сочетается врезание в заготовку двух спаренных дисковых фрез с последующим обкатом. Но наиболее широкое распространение получили методы обката, при реализации которых на станках имитируется зацепление нарезаемого колеса с воображаемым производящим (плоским или плосковершинным) колесом. При этом производящее колесо представляет собой два резца, совершающих возвратно-поступательное Dг, движение вдоль нарезаемого зуба и участвующих вместе с нарезаемым колесом в движении обката, имитирующем их зацепление. Для воспроизведения этого зацепления в станке предусмотрена кинематическая цепь между люлькой, в которой установлены резцы, и нарезаным колесом. После нарезания одного зуба инструмент и заготовка благодаря повороту возвращаются в исходное положение, затем следует делительный поворот заготовки на один зуб, после чего начинается обработка следующего зуба. Таким образом последовательно нарезается каждый зуб колеса.
В большинстве случаев нарезание конических колес проводится за два рабочих хода – черновой и чистовой. Сначала нарезают впадины черновыми резцами, причем в некоторых случаях даже без движения обката, а затем, заменив резцы на чистовые, проводят чистовое нарезание с обкатом.
В качестве режущего инструмента при нарезании конических прямозубых колес используют строгальные резцы, которые, будучи установленными на станке, своими режущими кромками образуют как бы стороны зуба производящего колеса.
В крупносерийном производстве прямозубые конические колеса с модулем m 8,0 мм и шириной зуба до 30 мм иногда нарезают протягиванием. В качестве инструмента используют сборную круговую протяжку, диаметр которой намного превышает диаметр обрабатываемой заготовки.
Конические колеса с криволинейными зубьями обрабатывают резцовыми головками по методу обката на специальных станках. В процессе обработки таких колес имитируется их зацепление с воображаемым производящим (плоским) колесом, один зуб которого реально представлен режущими зубьями резцовой головки, используемой для прорезания впадины обрабатываемого колеса. Точность зубчатых колес, обработанных резцовыми головками, не превышает 7-й – 8-й степени по СТ СЭВ 180 – 75 при Rz = 7...20 мкм.
Для устранения погрешностей, возникающих при зубонарезании и последующей термообработке, зубчатые колеса дополнительно обрабатывают отделочными методами: шевингованием, обкаткой, притиркой и шлифованием.
Шевингование представляет собой срезание тонких стружек (толщиной 5 – 15 мкм) специальным инструментом – шевером - с боковых поверхностей зубьев колес невысокой твердости (НRСэ<40), предварительно нарезанных зубофрезерованием или зубодолблением. Срезание стружек происходит в результате взаимодействия зубьев обрабатываемого колеса с режущими кромками, выполненными на боковых поверхностях зубьев шевера. Это взаимодействие зубьев колеса с зубьями шевера проявляется в их относительном проскальзывании, скорость которого принимается за скорость резания при шевинговании. Проскальзывание является результатом зацепления шевера и колеса, имеющих различные наклоны зубьев. Так, для шевингования прямозубых колес используют косозубый шевер (с , равным 5, 15) и, наоборот, для косозубых колес – прямозубый шевер. При таком зацеплении оси колеса и шевера скрещиваются под углом скр, который влияет на скорость проскальзывания и составляет 10 – 15. Скорость резания при шевинговании может обеспечиваться также механизмом шевинговального станка. При обработке шеверу сообщается вращение, а обрабатываемому колесу – поступательное движение, направленное в зависимости от схемы шевингования вдоль или под углом к оси колеса либо в плоскости, параллельной оси шевера, в направлении, перпендикулярном оси колеса или шевера. После каждого продольного хода производится периодическое включение радиального движения подачи Dsрад осей шевера и колеса до получения нужной толщины зуба, затем выполняются рабочие ходы без радиального движения подачи (выхаживание). При шевинговании в зону обработки подается СОТС в количестве 10 – 15 л в 1 мин, достаточном для вымывания стружки из канавок шевера (рис. 2.64, а).
Конструктивно шевер выполняют в виде корригированного зубчатого колеса (шевер дисковый по ГОСТ 8570–80Е классов точности А и В) или рейки, на боковых поверхностях зубьев которых прорезаны канавки, образующие своими гранями режущие кромки. Преимущественное распространение в крупносерийном и массовом производстве получили дисковые шеверы (рис.2.64, б). Шевер-рейка состоит из отдельных зубьев, собранных и закрепленных на общей стальной планке.

Р и с. 2.64. Схема зубошевингования (а) и конструкция дискового (б) и червячного шевера (в)
При шевинговании удается снизить погрешность профиля, шага, волнистость, уменьшить колебание межцентрового расстояния, улучшить пятно контакта, снизить параметр шероховатости и шум. Шевингованием можно достичь 6-й – 7-й степени точности (в отдельных случаях 5-й степени) и шероховатость поверхности Rа = 1,0... 2,5 мкм. Шевингование может быть также использовано для модификации зубьев (получения бочкообразного и фланкированного зуба).
Для обработки червячных колес находит применение червячный шевер (рис.2.64, в), представляющий собой червячную фрезу с мелкими зубьями на винтовой поверхности и являющийся точной копией червяка.
Материалом для изготовления шеверов является быстрорежущая сталь с твердостью 62 – 65 НRСэ.
Шлифованием обрабатывают зубчатые колеса с целью повышения их точности и устранения искажений, возникающих после термообработки. Зубчатые колеса, обработанные шлифованием, соответствуют 5-й – 7-й степени точности и имеют Rа = 0,4...1,25 мкм. Столь высокие точность и параметр шероховатости зубчатых колес, достигаемые зубошлифованием, заставляют мириться с явными недостатками этого метода: низкой производительностью, сложностью и дороговизной зубошлифовальных станков.
При шлифовании зубчатых колес используются уже известные нам методы копирования и методы обката. Шлифование по методу копирования проводится шлифовальным кругом, рабочие поверхности которого периодически подвергают правке для получения эвольвентного профиля алмазными карандашами по шаблону. Одновременно с быстрым вращением (скорость резания) круг совершает движение подачи, направленное вдоль зуба. После обработки очередной впадины следует делительный поворот заготовки. Зубошлифование по методу копирования находит применение в крупносерийном и массовом производстве.
При зубошлифовании по методу обката в большинстве случаев имитируется зацепление обрабатываемого колеса с рейкой, реально представленной боковыми поверхностями шлифовальных кругов. При этом главным движением является быстрое (v= 25...30 м/с) вращение круга, а движениями подачи - возвратно-поступательное перемещение круга, кинематически связанное с реверсивным вращением колеса, перемещение круга вдоль зуба и его радиальное перемещение на заготовку.
Методы обката обеспечивают высокую точность обработки и являются универсальными, позволяя одновременно с зубошлифованием проводить модификацию профиля зубьев, но значительно уступают методом копирования по производительности (в 3 – 5 раз).
Притирка закаленных и незакаленных зубчатых колес является отделочной операцией, при которой обрабатываемое колесо зацепляется с чугунной шестерней-притиром в среде суспензии (веретенное масло и абразивный порошок зернистостью 180 – 220). Для интенсификации притирки шестерню-притир, получающую вращение от обрабатываемого колеса, либо притормаживают, либо устанавливают так, что оси притира и колеса скрещиваются, образуя плотное зацепление.
При хонинговании зубьев в качестве инструмента используют зубчатое колесо из пластмассы с мелким абразивом, которое при обработке, зацепляясь с обрабатываемым колесом, совершает реверсивное вращение и возвратно-поступательное движение вдоль оси, срезая при этом припуск 0,02 – 0,05 мм на сторону.
Обкатка представляет собой отделочный процесс, при котором изготовленное с высокой точностью инструментальное колесо высокой твердости зацепляется с обрабатываемым колесом и при вращении получает дополнительное радиальное перемещение на заготовку. Для устранения возможных при обработке заеданий в зону контакта колес подается противозадирная смесь (минеральное масло со свинцовым суриком). В процессе обкатки происходит смятие микронеровностей до Rа = 0,2...0,6 мкм, упрочнение поверхностного слоя и улучшение показателей плавности.