

1.2.6.3. Шероховатость поверхности и ее обозначение на чертежах.
Поверхности деталей, обработанных на металлорежущих станках, имеют неровности в продольном и поперечном направлениях. Продольные неровности определяются в направлении главного рабочего движения при резании, а поперечные - в направлении, перпендикулярном к нему. Эти неровности, их форма, размеры, частота повторяемости зависят от режущего инструмента, метода и режимов обработки, материала детали, жесткости оборудования, вибраций и других причин (рис. 1.19).
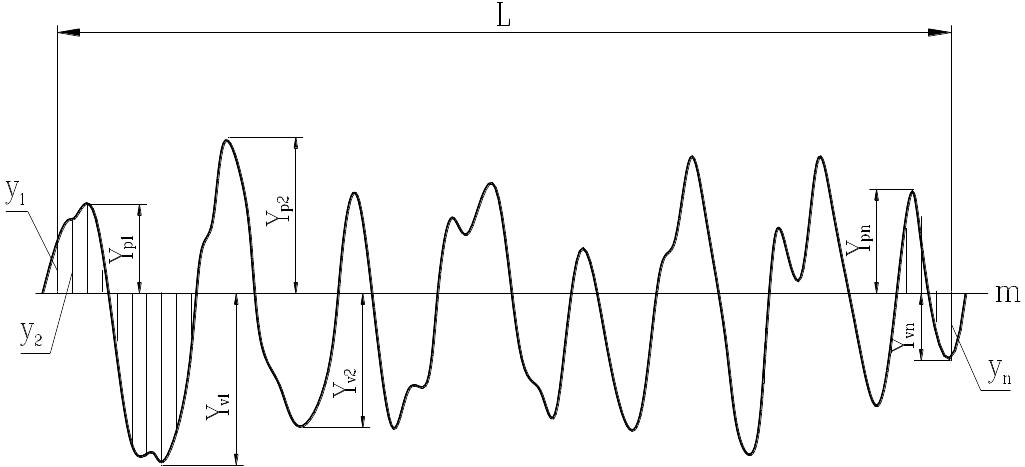
Р и с. 1.19. К определению параметров шероховатости
Шероховатость поверхности - это совокупность неровностей профиля поверхности с относительно малыми шагами в пределах базовой длины l.
Стандартом СЭВ предусмотрен ряд параметров для количественной оценки шероховатости, причем отсчет производится от единой базы, за которую принята средняя линия профиля m.
На профилограмме в пределах базовой длины l площади, расположенные по обеим сторонам от этой линии до контура профиля, должны быть равными между собой. Числовое значение базовой длины выбирается из ряда (в мм): 0,01; 0,03; 0,08; 0,25; 0,80; 2,5; 8; 25. Чем больше размеры неровностей, тем больше должна быть базовая длина. Количественную оценку шероховатости производят по следующим основным параметрам: Ra и Rz.
С![]() редним
арифметическим отклонением профиля Ra
называется среднее значение расстояний
(y1,
y2,
…, yn)
от точек измеренного профиля до средней
линии, взятых по абсолютному значению:
редним
арифметическим отклонением профиля Ra
называется среднее значение расстояний
(y1,
y2,
…, yn)
от точек измеренного профиля до средней
линии, взятых по абсолютному значению:
В![]() ысота
неровностей профиля Rz
находится как среднее значение абсолютных
высот пяти наивысших выступов и глубин
пяти наибольших впадин профиля в пределах
базовой длины:
ысота
неровностей профиля Rz
находится как среднее значение абсолютных
высот пяти наивысших выступов и глубин
пяти наибольших впадин профиля в пределах
базовой длины:
![]() .
.
Н а
чертежах шероховатость поверхности
обозначают одним из трех знаков:
а
чертежах шероховатость поверхности
обозначают одним из трех знаков:
|
когда указывают только предельные значения параметров шероховатости и не указывают вид обработки; |
|
когда, кроме значений параметров шероховатости, указывают и вид обработки, например, точение, шлифование, хонингование; |
|
когда шероховатость поверхности сохраняется в состоянии поставки и образуется без удаления слоя металла, например, литьем, ковкой, штамповкой. |


Значение параметров шероховатости указывают над знаком: параметр Ra - только числовым значением в мкм., Rz - буквенным обозначением, а затем числовым значением.

Р и с. 1.20. Пример обозначения шероховатости на чертежах
Вид обработки (при необходимости) указывают над полкой знака шероховатости (рис.1.20, а).
На изображении изделия обозначение шероховатости поверхности располагают на линиях контура, выносных линиях (ближе к размерной линии) или на полках линий-выносок, а при недостатке места- на размерных линиях или их продолжениях (см. рис. 1.20,б,в).
Преобладающую шероховатость указывают в правом верхнем углу, а если есть поверхности с другой обозначенной на них шероховатостью, то ставят еще знак шероховатости в скобках. Знак перед скобкой должен быть в 1,5 раза больше размеров знака на детали, а в скобках - одинакового размера со знаками на детали (рис. 1.20,в)
Если шероховатости одной и той же поверхности детали на разных участках различны, то эти участки разделяют сплошной тонкой линией.
Шероховатость поверхностей зубьев колес, эвольвентных шлицев, если на чертежах не приводится их профиль, указывают на делительной окружности.
Обоснованное назначение шероховатости поверхности с определенными параметрами является важным фактором повышения надежности и долговечности соединений и машины в целом.
На чертеже детали Ось шестерни (рис. П2) практически все рекомендации по обеспечению шероховатости поверхностей выполнены.
1.3.ТЕХНИЧЕСКИЕ ИЗМЕРЕНИЯ