

2.8.3. Виды шлифования
Шлифование — наиболее распространенная разновидность абразивной обработки, обеспечивает шероховатость Ra=0,3... 1,6 мкм и точность 6-го...8-го квалитетов. Главное движение при шлифовании—окружная скорость круга, м/с:
![]() .
.
Различают обычное шлифование при Vк<35 м/с, скоростное Vk=35...60 м/с, высокоскоростное Vk > 60 м/с. Подача может быть различной: продольная Sпр, поперечная Sпп, вертикальная Sв и др. Основные виды шлифования кругами наружное и внутреннее круглое шлифование, бесцентровое, плоское шлифование и специальные виды шлифования (зубошлифование, резьбошлифование и др.).
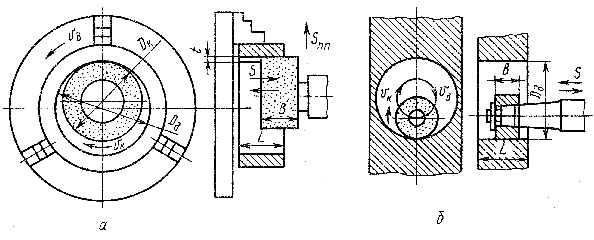
Шлифование в центрах применяется для обработки наружных цилиндрических, конических и фасонных поверхностей. Имеется три разновидности шлифования в центрах: методом продольной подачи (рис. 2.68, а), глубинное шлифование (рис. 2.68,б) и врезное шлифование деталей с прямолинейной или криволинейной образующей (рис. 2.68, б, г). В последнем случае круг должен быть шире детали.
Внутреннее круглое шлифование имеет две разновидности:
 Р
и с. 2.68. Наружное круглое шлифование в
центрах.
Р
и с. 2.68. Наружное круглое шлифование в
центрах.
в патроне (рис. 2.69 а) и планетарное (рис. 2.69,6). Патронное применяют при обработке небольших заготовок, а планетарное—при обработке тяжелых и громоздких заготовок.
При бесцентровом наружном шлифовании (рис. 2.70, а) заготовка 7 располагается между шлифующим 3 и ведущим кругами 4, а снизу поддерживается упором (ножом) 2. Для обеспечения продольного перемещения заготовки ось ведущего круга установлена под небольшим углом v к оси шлифующего круга.
При внутреннем бесцентровом шлифовании (рис. 2.70,6) заготовка 1 установлена между ведущим роликом 2, опорным 3 и прижимным роликами 4. Ведущий ролик вращается от своего привода и силами трения вращает заготовку. Последняя, в свою очередь, вращает опорный и прижимной ролики. В осевом направлении заготовка фиксируется опорной втулкой. Шлифовальный круг 5 имеет индивидуальный привод. Этот вид применяется для шлифования коротких колец, имеющих точную наружную поверхность.
При плоском шлифовании обрабатываются обычно плоские поверхности деталей, закрепленных на столе. Этот процесс может быть осуществлен как периферией, так и торцом шлифовального круга. Шлифование периферией круга используют для более точных работ.
Р и с.2.69. Внутренее круглое шлифование
|
|
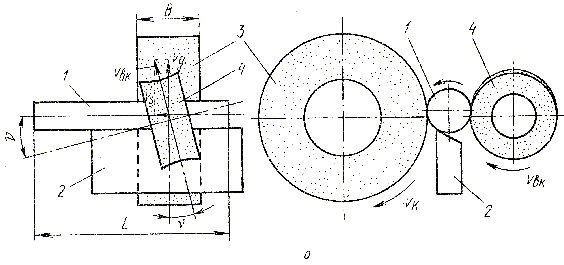
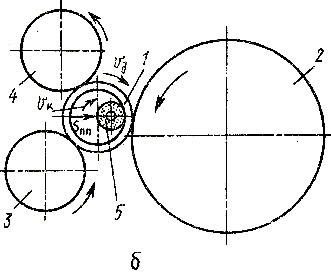
Р и с.2.70. Бесцентровое наружное шлифование (а). Схема внутреннего
бесцентрового шлифования (б)
2.8.4. Виды шлифовальных станков
Станки, работающие абразивным инструментом, относятся к третьей группе по классификации ЭНИМСа (за исключением зубо- и резьбошлифовальных станков, которые относятся к пятой группе) и включают в себя круглошлифовальные станки для наружного и внутреннего шлифования, бесцентрово-шлифовальные, плоскошлифовальные, специализированные шлифовальные станки, станки для заточки режущего инструмента, хонинговальные, суперфинишные, притирочные, полировальные и др.
Станки для абразивной обработки занимают исключительно важное место в современном машиностроении и предназначаются главным образом для чистовых и отделочных операций. На станках этой группы выполняют также и предварительную (черновую) обработку, как, например, обдирку, очистку заготовок, разрезку материала, заточку инструмента и др. Одно из достоинств шлифовальных станков—обработка деталей высокой твердости, которые не поддаются обработке другими режущими инструментами, например обработка закаленных сталей, твердых сплавов и других материалов.
Непрерывное повышение требований к точности обработки и качеству поверхности, а также совершенствование способов получения заготовок приводят к перераспределению операций механической обработки, к сокращению черновых операций и увеличению доли чистовых и отделочных, поэтому в общем парке станков машиностроительных заводов возрастает процент станков, работающих абразивным инструментом. На заводах точного машиностроения доля таких станков достигает 40% и выше.
На современных шлифовальных станках довольно широко применяются гидроприводы, особенно для прямолинейных перемещений рабочих органов. Гидроприводы в сочетании с электромеханическими устройствами позволяют автоматизировать процесс шлифования.