

Выбор типа производства
Для определения типа производства можно как вариант использовать годовой объем выпуска и массу детали (табличный метод).
Выбор исходной заготовки
На выбор заготовки и метода ее получения значительное влияние оказывает характеристика материала, из которого должна изготавливаться деталь, ее конструктивные формы и размеры, объем выпуска.
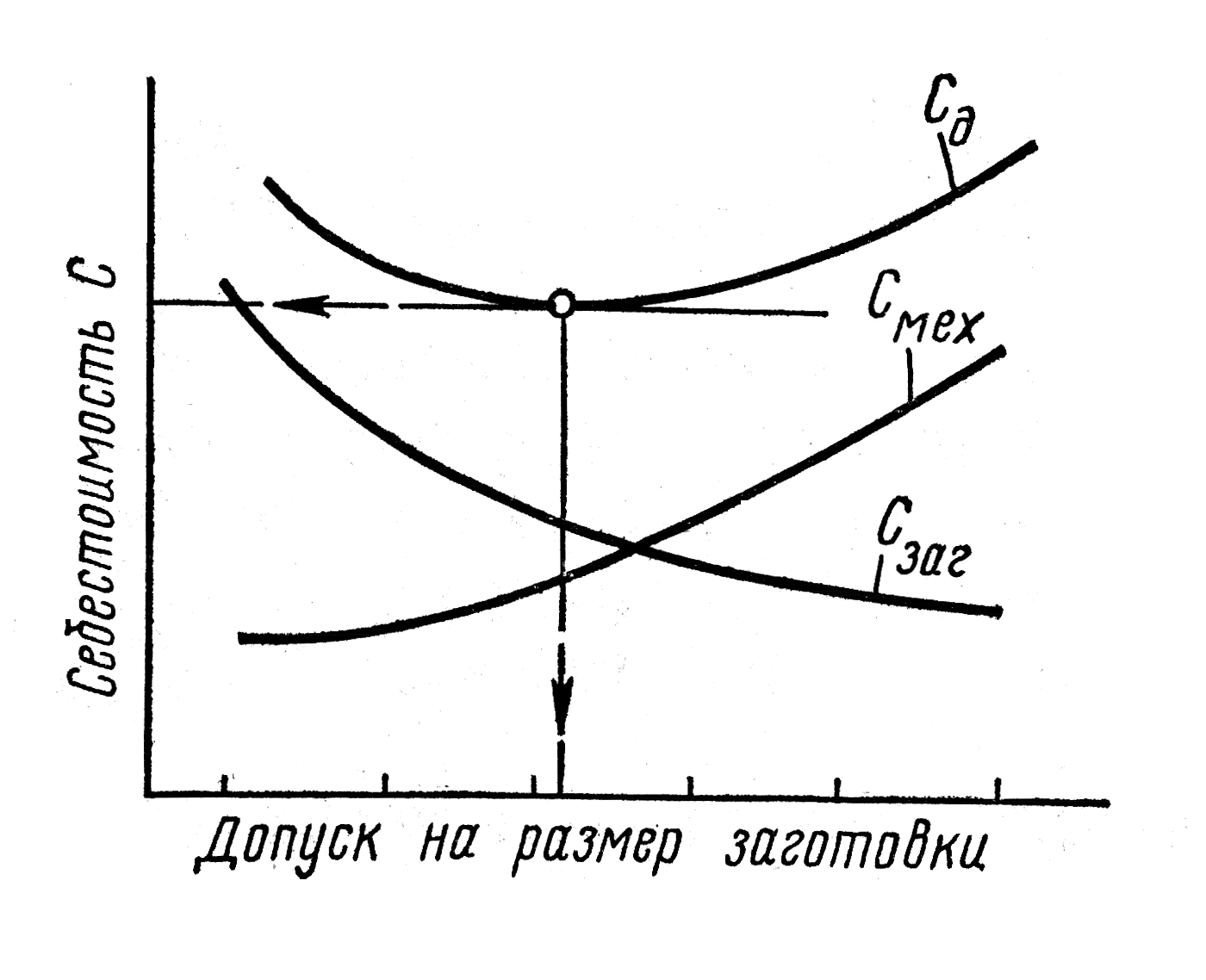
Р и с. 3.38. Влияние точности заготовки на себестоимость детали
Метод получения заготовки должен обеспечить наименьшую себестоимость изготовления детали. Например, при изготовлении ступенчатого вала в условиях единичного производства экономически оправдано применение заготовки из проката, так как штампованная заготовка потребует изготовления дорогостоящего штампа. При серийном или массовом выпуске следует сопоставить себестоимость изготовления детали при различных вариантах исходной заготовки.
Каждому методу получения исходной заготовки соответствует определенная точностная характеристика и область рационального применения. Точность заготовки влияет на себестоимость изготовления детали Сд, что видно из рис. 3.38: расширение допуска на размер заготовки позволит снизить расходы Сзаг на заготовительную операцию (например замена штамповки с последующей чеканкой на обычную горячую штамповку). Однако расширение этого допуска приведет к необходимости увеличения трудоемкости механической обработки, т.е. к возрастанию стоимости механической обработки Смех.
Следует также иметь ввиду, что при малом объеме выпуска деталей расходы на изготовление специальной оснастки для заготовительных процессов (проектирование и изготовление штампов, пресс-форм и др.) не окупаются. Таким образом, выбор метода получения заготовки должен быть обоснован экономическими расчетами себестоимости изготовления детали с учетом себестоимости получения заготовки и себестоимости механической обработки. Структурная формула себестоимости одной детали определяется по формуле
![]() ,
,
где М – затраты на материал; Рзаг и Рмех – заработная плата основных производственных рабочих соответственно заготовительного и механического цехов; Zзаг – накладные расходы по заготовительному цеху без учета издержек на специальную оснастку (штампы, модели, пресс-формы и др.); Сос – расходы на специальную оснастку; N – объем выпуска деталей, на который распределяются расходы на оснастку; Zмех – накладные расходы по механическому цеху.
При выборе литых заготовок и поковок помимо назначения припусков на обработку и допусков на размеры указывают также штамповочные или литейные уклоны, радиусы округлений, допустимые дефекты поверхностей, базовые поверхности для первой операции механической обработки и требования, предъявляемые к этим поверхностям, способы термической обработки заготовки и очистки ее поверхностей.
Для заготовок из проката и специальных профилей размеры устанавливают согласно ГОСТ, учитывая необходимые припуски на обработку.
Выбор технологических баз
Выбор технологических баз является основой построения технологического процесса изготовления детали и имеет большое значение для обеспечения требуемой точности обработки и экономичности процесса. Назначая технологические базы, следует руководствоваться следующими общими соображениями.
При обработке заготовок на станках различают следующие поверхности:
обрабатываемые поверхности, которые подвергают воздействию рабочего инструмента;
поверхности, посредством которых определяют положение заготовки при обработке (технологические базы);
поверхности, контактирующие с зажимными устройствами станочного приспособления;
поверхности, от которых измеряют выдерживаемые размеры (измерительные базы);
свободные поверхности.