

2.5. Обработка на строгальных и долбежных станках
2.5.1. Особенности строгания и долбления
На строгальных станках обрабатывают вертикальные, горизонтальные и наклонные плоскости, канавки различного профиля, фасонные поверхности и т.п.
Строгальные станки подразделяются на поперечно- строгальные и продольно- строгальные. У поперечно строгальных станков (рис. 2.49, а) движение резания сообщается инструменту (резцу), а движение подачи передается на заготовку. У продольно-строгальных станков движение резания сообщается заготовке, а движение подачи – инструменту (резцу).
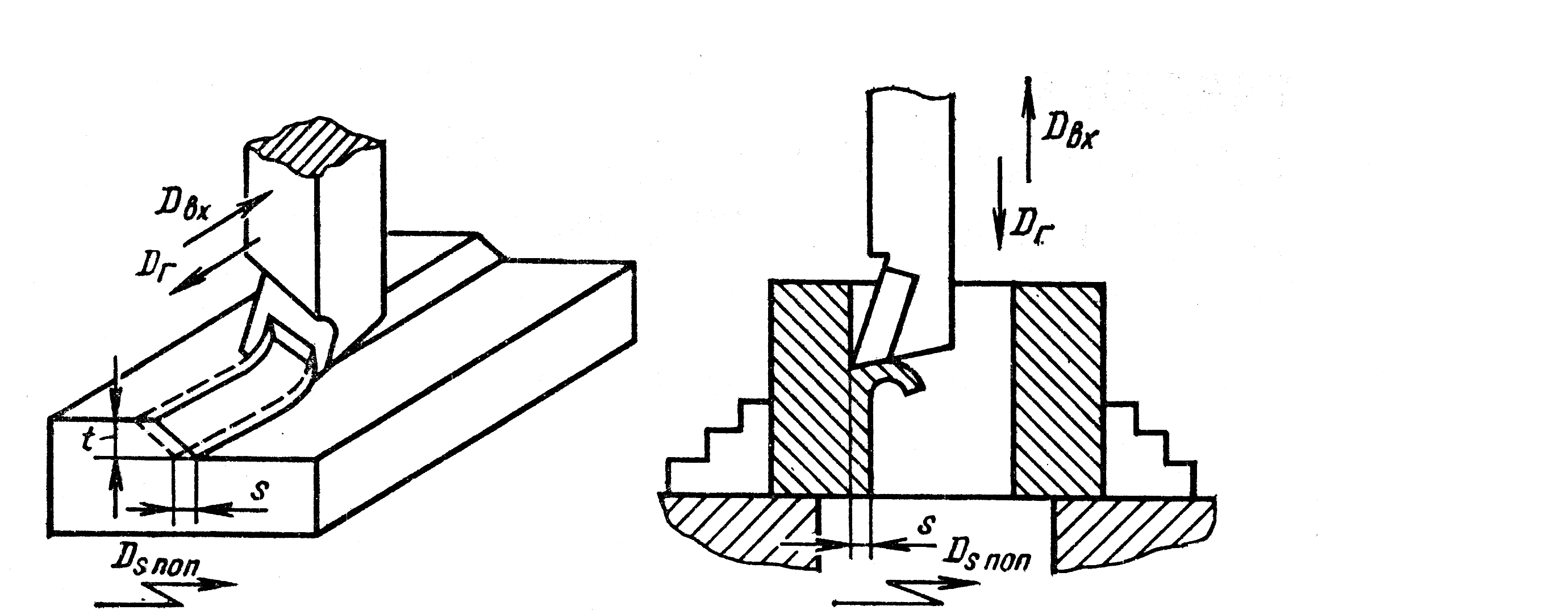
К станкам строгальной группы относятся и долбежные станки. У долбежных станков резец совершает возвратно-поступательное движение в вертикальной плоскости (рис. 2.49, б). Движение резца вниз является рабочим, в вверх – вспомогательным ходом. Направление главного движения резания у строгальных станков горизонтальное, у долбежных – вертикальное.
а б
Р и с. 2.49. Схема снятия припуска на поперечно-строгальном (а) и долбежном (б) станках
Движение подачи заготовки или инструмента осуществляется на двойной ход главного движения. При строгании срезание припуска происходит во время рабочего хода, во время вспомогательного хода (обратного) заготовка или резец возвращаются в исходное положение. Перемещение заготовки или инструмента на величину подачи в поперечном направлении осуществляется в конце вспомогательного хода. Для сокращения времени цикла при строгании скорость вспомогательного хода vв.х больше скорости рабочего хода vр.х. На долбежном станке движение подачи осуществляется заготовкой и может быть продольным, поперечным и круговым. Подача при долблении, как и при строгании, является подачей на двойной ход инструмента (мм/дв.ход).
Резание при строгании имеет свои особенности. При точении на резец действуют силы в течение всего времени снятия припуска. При строгании силы резания воздействуют на резец только в период рабочего хода. В период вспомогательного хода происходит охлаждение резца, что увеличивает его стойкость. Каждое врезание сопровождается ударной нагрузкой, значение которой зависит от скорости резания, поперечного сечения срезаемого слоя, геометрических параметров резца и характеристик прочности обрабатываемого материала.
Глубина резания t (см. рис. 2.49) измеряется в направлении, перпендикулярном обработанной и обрабатываемой поверхностям.
Глубина резания определяется припуском на обработку. Припуск всегда экономичнее удалять за один рабочий ход. Глубина резания существенно влияет на силы резания, и при обработке заготовок малой жесткости необходимо стремиться к небольшим силам резания. Силы резания влияют на точность и параметры качества обработанной поверхности. При удалении повышенных припусков и обработке на станах небольшой мощности припуск разбивают на две части, а иногда и больше. В зависимости от требований, предъявляемой к обработанной поверхности, выбирают глубину резания.
Если
при строгании нет лимитирующих факторов,
то глубину резания выбирают обычно при
получистовой обработке t
= 1 ... 2 мм, а
при чистовой t
= 0,2 ... 1 мм. В зависимости от требований
к шероховатости обработанной поверхности
при строгании обычными резцами подача,
мм/дв.ход, для чистовой обработки может
быть выбрана, как и при наружном продольном
точении, т.е.
![]() .
При черновой обработке чугунных заготовок
резцами, оснащенными твердосплавными
пластинами, подача может быть назначена
до 5 мм/дв.ход. Скорость резания
ограничивается условиями обработки:
обрабатываемым материалом, инструментальным
материалом, жесткостью системы «станок
– приспособление – инструмент –
заготовка» и т.д. На современных
строгальных и долбежных станках скорость
резания 0,1 – 0,6 м/c.
.
При черновой обработке чугунных заготовок
резцами, оснащенными твердосплавными
пластинами, подача может быть назначена
до 5 мм/дв.ход. Скорость резания
ограничивается условиями обработки:
обрабатываемым материалом, инструментальным
материалом, жесткостью системы «станок
– приспособление – инструмент –
заготовка» и т.д. На современных
строгальных и долбежных станках скорость
резания 0,1 – 0,6 м/c.