

3.1.3.5. Технологические методы, повышающие качества
поверхностного слоя деталей машин
В получении поверхностного слоя высокого качества важную роль играют финишные операции.
На состояние поверхностного слоя детали влияют не только режимы финишных операций, но и предшествующие им операции обработки, в том числе и технология получения исходных заготовок. Для получения износостойкого поверхностного слоя применяют ряд технологических приемов. К ним относятся:
термическое упрочнение поверхностного слоя путем закалки стальных деталей;
химико-термическая обработка (цементация с последующей закалкой и отпуском, азотирование и др.);
нанесение на рабочие поверхности покрытий гальваническим или химическим способом, наплавкой износостойких сплавов, металлизацией напылением и другими способами,
упрочнение деталей поверхностным пластическим деформированием.
Поверхностное пластическое деформирование достигается упрочнением деталей дробью, обкаткой наружных поверхностей, раскаткой и дорнированием отверстий. Перечисленные способы упрочнения стальных деталей позволяют повысить их усталостную прочность, износостойкость, а при обкатке, раскатке отверстий и дорнировании повысить точность размеров и снизить шероховатость поверхности.

Р и с. 3.30 Центробежно-шариковый Р и с. 3.31. Обкатка роликами.
наклеп.
При упрочнении деталей дробью применяют стальную дробь диаметром от 0,4 до 2 мм, которую направляют с помощью дробемета на обрабатываемую поверхность со скоростью 50—90 м/с, создавая наклеп на глубину до 1 мм. Наиболее распространены механические дробеметы, в которых дробь разбрасывается лопатками ротора, вращающегося с частотой до 3500 об/мин, и пневматические (дробеструйный наклеп). Стал также применяться центробежно-шариковый наклеп, выполняемый с помощью установки (рис.3.30) рабочим органом которой является сепаратор 3, в котором свободно размещены шарики 2. При вращении сепаратора шарики под действием центробежной силы выдвигаются на размер h, ударяя о поверхность детали 1.
В зависимости от физико-механических свойств деталей твердость поверхностного слоя в результате упрочнения дробью повышается на 20-50 %, а глубина наклепа достигает 0,5-1,5 мм. В зоне наклепа образуются сжимающие напряжения до 500- 800 МПа, а под слоем - растягивающие. Процесс упрочнения длится не более 10 мин. Повышение времени обработки приводит к появлению микротрещин в результате перенаклепа. При упрочнении пружин их срок службы повышается в 1,5-2 раза, зубчатых колес - в 2-2,5, рессор - в 10-2, щек камнедробилок - в 3- 4 раза.
Упрочнение наружных поверхностей путем их обкатки свободно вращающимися роликами (рис.3.31.) осуществляют путем прижима роликов к обрабатываемой поверхности с силой Р = 1,5-4 кН. Припуск на обкатывание составляет 0,01—0,02 мм. В результате обкатывания стальных деталей шероховатость поверхности может быть изменена с Rа = 2,5 мкм до Rа = 0,32 мкм, а точность размера повышена на 10-15 %.

Р и с. 3. 32. Раскатник роликовый
Перед обкатыванием поверхность обрабатывают чистовой обточкой тел вращения или чистовым фрезерованием плоскостей. После обкатки твердость поверхности повышается на 15-25 %. Применяя накатывание галтелей коленчатых валов, повышают их усталостную прочность на 50-100 %.
Упрочнять галтели коленчатых валов можно также вибрирующим роликом или механической чеканкой, причем для чеканки коленчатых валов приспособление монтируют на суппорте токарного станка, а вал закрепляют в центрах станка. В результате чеканки возникают напряжения сжатия до 1000 МПа, а твердость поверхности повышается на 30-50 %.
Для раскатывания отверстий применяют раскатники, называемые также вальцовками. На рис. 3.32показан роликовый раскатник: 1 — контргайка; 2 — резьбовая втулка, регулирующая положение роликов; 3 — оправка с конусным хвостовиком; 4 — ролики; 5 — корпус. Отверстия раскатывают, в частности, при изготовлении гидроцилиндров, корпусных деталей, шатунов.
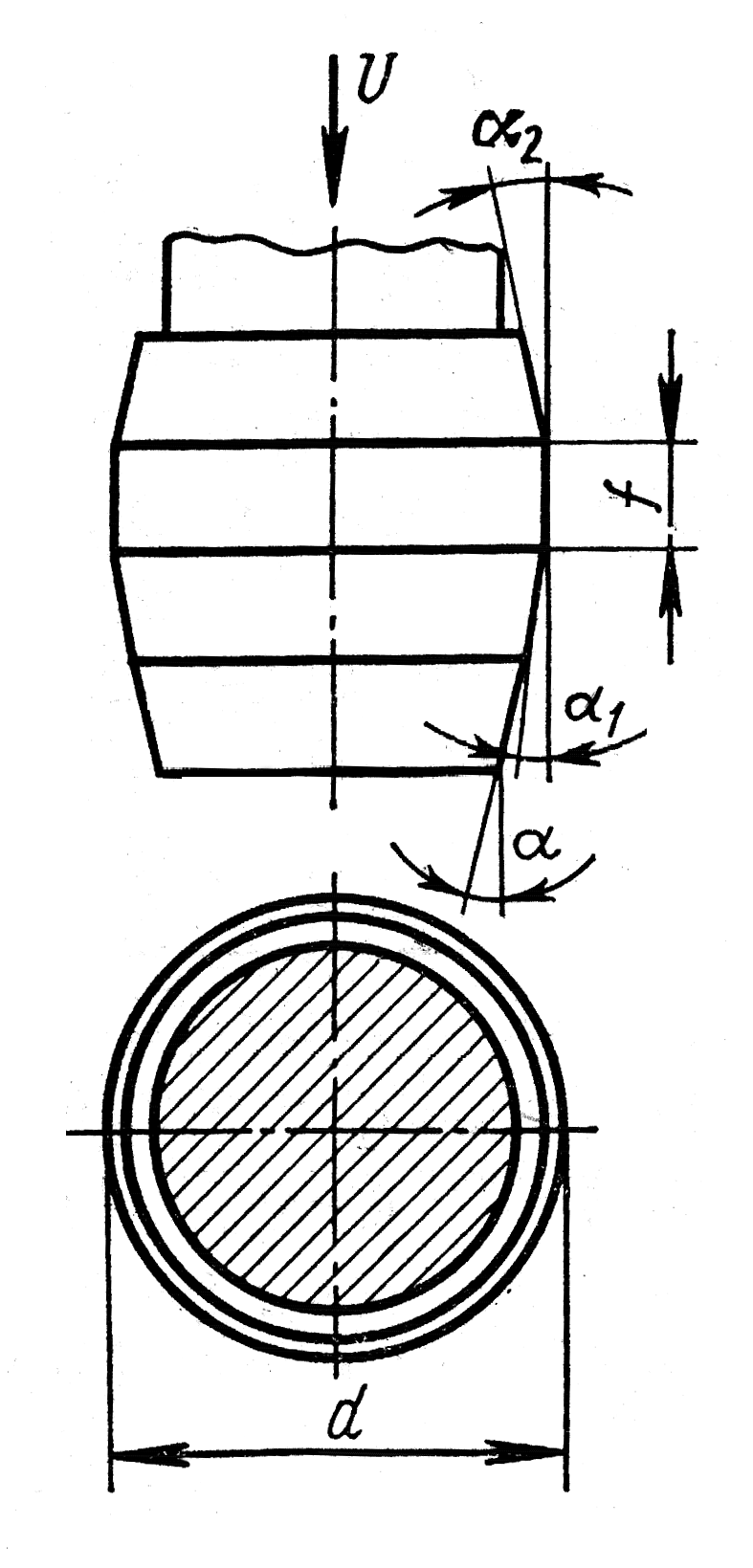
Р и с. 3.33. Дорн
Дорнование- это процесс продавливания дорна или стальных шариков через отверстие. При этом точность отверстия повышается на один квалитет, а шероховатость поверхности изменяется с Rа = 2,5 мкм до Rа = 0,63 - 0,16 мкм при одновременном повышении износостойкости детали. На рис. 3.3 показана рабочая часть дорна: α — заборный угол; α1 — переходный угол; α2 — задний угол; f—цилиндрическая часть. Переходный угол α1= 1 - 1,5° предназначен для уменьшения усилия на дорне. В процессе ремонта двигателей дорнование часто применяют при обработке отверстий втулок верхней головки шатуна.
Упрочняющая технология дает эффект не только при изготовлении деталей, но и после выполнения ремонтных операций, например после наплавки изношенных поверхностей, так как операции наплавки снижают усталостную прочность деталей.