

Расчет потерь в электродвигателе при заданной мощности
|
№ перехода |
Мощность на валу двигателя Nj, кВт |
КПД двигателя ηjпри мощностиNj |
Потери в электродвигателе ΔNj, кВт |
|
1 |
3,432 |
|
3,432·(1 – 0,7939)/0,7939 = 0,8909 |
|
2 |
5,202 |
|
5,202·(1 – 0,8752)/0,8752 = 0,7418 |
|
3 |
3,420 |
|
3,420·(1 – 0,7912)/0,7912 = 0,9025 |
|
4 |
7,270 |
|
7,270·(1 – 0,8753)/0,8753 = 1,0357 |
|
5 |
8,843 |
|
8,843·(1 – 0,8678)/0,8678 = 1,3471 |
|
6 |
1,377 |
|
1,377·(1 – 0,3185)/0,3185 = 2,9464 |
|
Примечание. Значения КПД определяются
методом линейной интерполяции:
ближайшие к заданной при условии,
что
| |||
Время пуска двигателя определяется, с:
 ,
,
где nj ДВ иМj– частота вращения и момент, до которых необходимо разогнать двигатель.MC– момент сопротивления, создаваемый силами трения.k– перегрузочный коэффициент привода, определяемый техническими характеристиками преобразователя частоты. Так как технические характеристики преобразователя частоты неизвестны, принимаемk= 1.JПР– момент инерции нагрузки, приведенной к валу двигателя, кг·м2:
![]() ,
,
где J1,J2,Jn– моменты инерций деталей привода, передающих крутящий момент (зубчатые колеса, шкивы ременных передач, муфты и др.).i1,i2,in– моменты инерций деталей привода относительно вала двигателя соответственно. Справочные формулы для определения моментов инерции простейших тел приведены в табл. П21. Для предварительных расчетов рассматриваем моменты инерции шкивов ременной передачи и колес зубчатой передачи как момент инерции прямого круглого цилиндра:
![]() .
.
Пуск электродвигателя необходимо осуществить на частоту nj ДВ= 1600 мин-1, чтобы обеспечить обработку детали на первом переходе с частотой вращения шпинделяnj= 1250 мин-1(см. кинематическую схему). Тогда момент инерции, приведенный к валу двигателя, кг·м2:
![]()
![]() .
.
Момент сил сопротивления, создаваемый силами трения, Нм:
![]() ;
;
![]() .
.
Момент двигателя на частоте nj ДВ= 1600 мин-1, Нм:
Mj= 30NН/(πnj ДВ),
Mj= 30·7,5·103/(3,14·1600) = 44,78.
Определяем время пуска электродвигателя, с:
 .
.
Потери энергии при пуске двигателя, кВт:
![]() ,
,
![]() .
.
Для остановки двигателя используем генераторный режим торможения [14], принимаем время торможения tТ= 0,5 с, потери энергии при торможении ΔАТ≈ 0 кДж.
Когда электродвигатель не вращается, условия его охлаждения значительно ухудшаются. Это учитывается введением экспериментального коэффициента уменьшения теплоотдачи при стоянке двигателя β0< 1. На коэффициент β0умножается время паузыt0, необходимое для смены заготовки и определяемое технологическим процессом обработки детали. Для двигателя АИРМ132S4 β0= 0,35, табл. П20.
Во время пуска tПи торможенияtТсредняя частота вращения электродвигателя ниже номинальной, вследствие чего также ухудшается охлаждение электродвигателя. Это ухудшение приближенно характеризуется коэффициентом β1:
β1= 0,5(1 + β0),
β1= 0,5(1 + 0,35) = 0,675.
Эквивалентные потери в двигателе:
![]() ,
,
![]() кВт.
кВт.
Проверяется условие равенства эквивалентных и номинальных потерь. При их расхождении более чем на 10% подбирается двигатель следующей по каталогу номинальной мощности и повторяется расчет:
![]() ;
;
![]() .
.
Двигатель привода главного движения токарного станка с ЧПУ для обработки детали типа «втулка» подобран правильно.
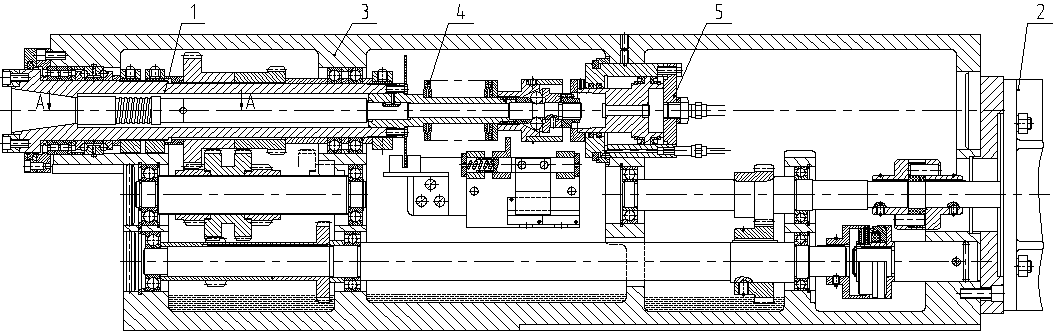
Рис. 4.20. Привод главного движения станка модели ГФ1860
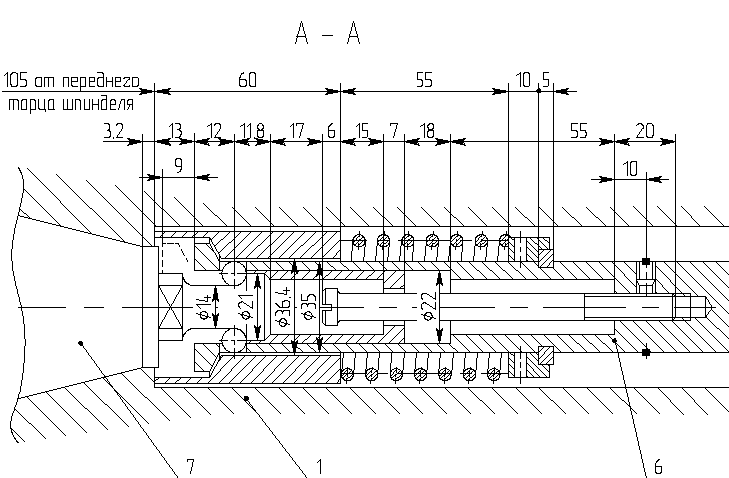
Рис. 4.21. Механизм зажима инструментальной оправки в шпинделе станка ГФ1860

Рис. 4.22. Конструкция коробки скоростей станка модели ИР500ПМФ4
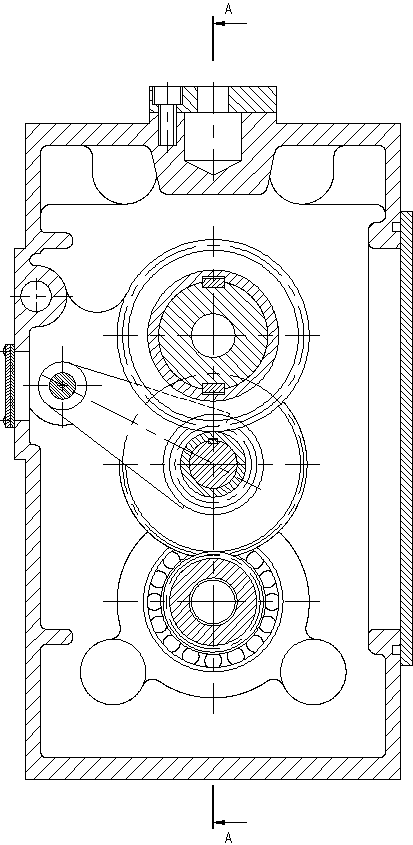
Рис. 4.23. Расположение валов и зубчатых колес в коробке скоростей
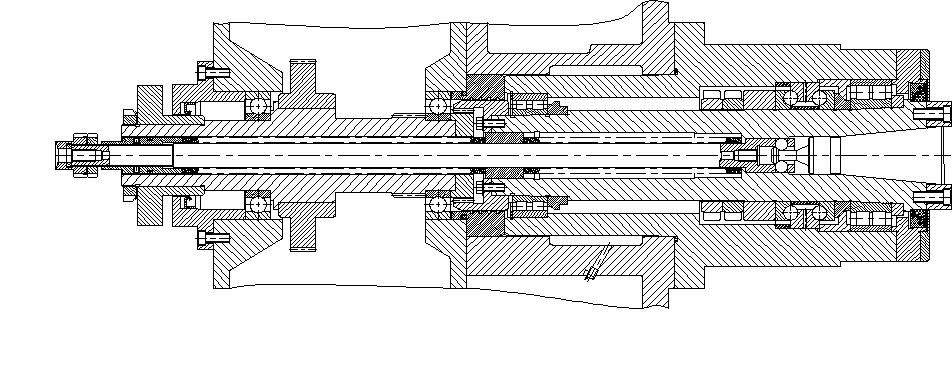
Рис. 2.24. Шпиндельный узел станка модели ИР500ПМФ4
Пример 5.На рис. 4.20 – рис. 4.24 приведены конструкции приводов главного движения многоцелевых станков с ЧПУ. В станке модели ГФ1860 главный привод размещается в ползуне. Шпиндель1получает движение от двигателя постоянного тока2мощностью 7,8 кВт через коробку скоростей3, имеющую структуру зубчатых блоковz= 1·2 – 1. Зажим инструмента в шпинделе,вращающемся в интервале частот 16…2000 мин-1,осуществляется с помощью тарельчатых пружин (11 пакетов)4, а освобождение инструментальных оправок производится гидроцилиндром5. Когда шток6находится в левом положении при включенном гидроцилиндре (положение штока6указано на рис. 4.21 пунктирной линией) происходит смена инструментальных оправок в шпинделе станка. Снятие давления в гидроцилиндре позволяет штоку перемещаться в правое положение под действием тарельчатых пружин, при этом инструментальная оправка7(рис. 4.21) с помощью шариков затягивается в шпиндель.
Конструкция двухступенчатой коробки скоростей привода главного движения станка модели ИР500ПМФ4 представлена на рис. 4.22 и рис. 4. 23, особенностью которой является полная разгрузка шпинделя 1от радиальных сил приводных зубчатых колес2. Зубчатая муфта3обеспечивает передачу только крутящего момента. Конструкция шпиндельного узла с механизмом зажима инструментальных оправок дана на рис. 4.24.
Представленные чертежи помогут студенту правильно конструктивно оформлять свои собственные конструкторские разработки при выполнении курсовой работы, имея для примера образцы заводских чертежей.