

8. Порядок выполнения работы
8.1. Ознакомиться с процессом зажигания и строением электрической сварочной дуги.
8.2. Изучить обозначение покрытых электродов.
8.3. Изучить устройство и работу сварочного трансформатора и выпрямителя (или другого сварочного агрегата).
8.4. Выбрать режим сварки стали или чугуна (марку и толщину указывает преподаватель), выбрать тип сварочного трансформатора или выпрямителя.
8.5. Выбрать тип сварочного агрегата.
8.6. Начертить схему инвенторного сварочного аппарата, рассчитать рациональный режим сварки.
8.7. Определить дефекты сварочного шва.
8.8. Выполнить сварку и заполнить табл. 8.1.
Таблица 8.1
Таблица результатов
|
Марка и толщина свариваемого металла |
Тип, марка и диаметр электрода |
Напряжение горения дуги, В |
Сила сварочного тока, А |
Тип трансформатора выпрямителя и его технические данные |
Качество сварного шва по внешнему виду |
|
|
|
|
|
|
|
9. Техника безопасности при ручной дуговой сварке
Сварочные работы должны выполнятся при соблюдении основных условий безопасности труда. Корпус сварочного агрегата или трансформатора должен быть заземлен. При наружных работах сварочные агрегаты должны находится под навесом. Для защиты зрения и кожи лица от световых и невидимых излучений электрической дуги необходимо использовать специальные защитные средства. При организации сварочных постов необходимо предусматривать наличие вытяжной вентиляции. Сварщик должен быть обеспечен спецодеждой и спецобувью.
10. Содержание отчета
1. Тема работы. 2. Цель работы. 3. Ответить на вопросы для самостоятельной подготовки. 4. Задание. 5. Схемы электродуговой сварки, типов электродов, их покрытий.. 6. Схема процесса зажигания дуги. 7. Привести все необходимые расчеты. 8. Принципиальная схема инвенторного сварочного агрегата. 9. Таблица результатов (8.1). 10. Ответы на контрольные вопросы. 11. Выводы по работе.
Контрольные вопросы
1. Какие существуют способы зажигания дуги?
2. Какие существуют схемы положения шва в пространстве?
3. Какой угол отклонения электрода от вертикали при сварке в нижнем положении?
4. Какова физическая сущность ручной дуговой сварки?
5. Определите тип и марку электродов.
6. Какие способы наложения швов применяют при сварке металла большой толщины?
7. В зависимости от чего выбирают диаметр электрода?
8. Как выбрать величину сварочного тока?
9. В каком случае ведется сварка ступенчатым способом?
Приложение 1
Характеристика вспомогательного оборудования для сварки
Пассивные щитки сварщика и щитки с ручной поддержкой. Это щитки, в составе которых есть постоянно затемненное стекло. Пассивные щитки необходимо опускать при зажигании дуги и поднимать по окончании сварки. Щитками с ручной поддержкой закрывают глаза и лицо во время сварки, по окончании сварки их отодвигают в сторону. Очень важно ими вовремя закрывать лицо, чтобы избежать повреждения глаз.
Активные щитки сварщика. Термин “активный щиток” включает все щитки сварщика, оснащенные автоматически затемняющимися светофильтрами (ADF). Настоящий активный щиток - это легкий, сконструированный под автоматически затемняющийся светофильтр щиток, учитывающий правильное расстояние от фильтра до глаз, имеющий правильный баланс и маскимальную область обзора.
Компоненты щитка сварщика. ADF - Автоматически затемняющийся светофильтр (рис.1).
АDF состоит из печатной платы, электронного блока, сенсоров распознавания дуги, элементов питания, жидкокристаллического дисплея и УФ- и ИК-фильтра. Это та часть щитка, которая автоматически затемняется, когда зажигается электрическая дуга. Эти блоки герметично запаяны, чтобы исключить возможность попадания влажности или грязи и обеспечить длительный срок службы.
ЖКД - жидкокристаллический дисплей.
ЖКД позволяет пользователю видеть сквозь светофильтр до и после зажигания дуги. Используемый для этого ЖКД действует по принципу затвора. Когда ЖКД неактивирован, пользователь может видеть через него. Это называется светлым состоянием светофильтра, и обычно затемнение в этом состоянии равно 3 или 4 DIN. Когда загорается дуга, сенсоры улавливают выброс электроэнергии, сигнал передается, ЖКД активируется и “затвор” моментально захлопывается. Это называется затемненным состоянием, которое может быть фиксированным на одном уровне, например, 11 DIN или регулироваться в различных диапазонах, например, от 9 до 13 DIN. Когда дуга гаснет, светофильтр возвращается в светлое состояние.
Уф- и ИК-фильтр.
УФ- и ИК-фильтр защищает сварщика от опасного воздействия оптического излучения в ультрафиолетовом и инфракрасном спектре. УФ- и ИК-фильтр отражает и/или поглощает вредное излучение, пропуская только видимый свет. Важно знать, что УФ- и ИК-фильтр
обеспечивает постоянную защиту, независимо от того, в каком состоянии находится светофильтр светлом или затемненном.
Внутренние защитные линзы используются для защиты светофильтра от грязи, брызг и повреждений. Эти тонкие пластиковые линзы необходимо заменять, как только они потеряли прозрачность.
Внешние защитные линзы устанавливаются на внешнюю часть щитка. Пассивный или активный светофильтры размещаются за этими линзами, что обеспечивает их защиту от механических повреждений, дыма и раскаленных брызг. Внешние защитные линзы должны периодически заменяться, когда они повреждены и потеряли прозрачность, поскольку это ухудшает видимость. Некоторые линзы имеют дополнительный изолирующий слой между защитной линзой и светофильтром для защиты от дыма и частиц, которые могут нанести вред светофильтру или самому сварщику.
Фотоэлементы и батарейки. Энергия, необходимая для работы светофильтра, может обеспечиваться двумя типами элементов питания. Для всех щитков серии «Эксперт» и «Профессионал» энергия во время сварки поставляется фотоэлементами, которые генерируют энергию от сварочной дуги. Однако чтобы поддержать запуск щитка после длительного простоя дополнительно включены батарейки.
|
|
Рис.1 Компоновка щитка сварщика 1 - ADF - автоматически затемняющийся светофильтр; 2 - ЖКД - жидкокристаллический дисплей; 3 - Уф- и ИК-фильтр; 4 - Внутренние защитные линзы; 5 - Внешние защитные линзы |


Дополнительные функции щитков сварщика
Панель сенсоров используется в сочетании с сенсорами. Панель сенсоров позволяет увеличить или уменьшить угол восприятия электрической дуги сенсорами. Важно иметь возможность регулировать угол восприятия в зависимости от выполняемой работы и окружающей среды. Панелью сенсоров вы можете регулировать угол восприятия от 60° до 120°. Уменьшение угла сокращает риск неожиданного затемнения светофильтра на летящие искры и электрическую дугу работающих рядом сварщиков или яркое освещение цеха.
Функция регулировки скорости высветления
В зависимости от сварочного процесса, температуры и материала, свариваемый шов после завершения сварки может оставлять опасное для глаз послесвечение. Если щиток быстро высветляется, глаза сварщика могут пострадать от излучения горячего сварного шва. В этом случае необходимо снизить скорость высветления. Для точечной или прерывистой сварки установите высокую скорость высветления, чтобы светофильтр быстро высветлялся и позволял быстро перейти к новой точке.
Кнопка уровня затемнения устанавливает степень затемнения щитка. Она обычно исчисляется в DIN (Deutsche Industrie Norme -немецкий институт стандартов). Уровень затемнения выбирается в зависимости от сварочного процесса и силы тока.
Использование режима сварки прихватками в процессе точечной сварки или сварки прихватками повышает комфорт сварщика. В этом режиме светофильтру автоматически поставляется больше энергии, чтобы высветление после завершения сварки происходило быстрее (до уровня 4 DIN). При этом исключаются риски, связанные с послесвечением сварного шва. Режим сварки прихватками надежно защищает при сваривании до 3 точек в секунду.
Электродержатели применяют для закрепления электродов и подвода к нему тока. Электродержатель подбирают в зависимости от сварочного тока, диаметра электрода и сечения подсоединяемого сварочного кабеля.
Электродержатели допускают захват электрода не менее чем в двух положениях: перпендикулярно и под углом ≥115º от оси электродержателя. Сопротивления изоляции не менее 5МОм. Изоляция рукоятки должна выдерживать без пробоя в течении 1мин испытательное напряжение в 1500В.
Дополнительный инструмент сварщика. Для присоединения провода к изделию применяют зажимы. Для чистки швов и удаления шлака применяют проволочные щетки ручные и с электроприводом, а также молотки.
Сварочные провода служат для подвода тока от сварочной машины или источника питания к электродержателю и сварочному изделию. Электродержатели снабжаются гибким изолированным проводом ПРГДО или ПРГД, сплетенным из большого числа медных, отожженных и пролуженных проволочек диаметром 0,18-0,2мм. Рекомендуемые сечения сварочного провода приведены в таблице. Применять провод длиной более 30м не рекомендуется, так как это вызывает значительное падение напряжения в сварочной цепи.
Площадь сечения сварочного провода в зависимости от силы тока
|
Сила тока, А |
Площадь сечения провода, мм2 | |
|
Одинарного |
двойного | |
|
125 315 500 |
25 50 70 |
- 2×16 2×25 |
Приложение 2

Приложение 3
Электроды для наплавки деталей машин
|
Марка |
Тип |
Твердость после |
Назначение | |
|
Наплавки |
Закалки | |||
|
ОММ-5 |
Э42 |
|
|
Наплавка малоуглеродистых и низколегированных сталей |
|
ОМА-2 |
Э42 |
|
| |
|
ЦМ-7 |
Э42 |
НВ 120-140 |
|
Наплавка поверхностей, не требующих высокой твердости (посадочные места под подшипники качения и т.д.) |
|
УОНИ 13/45 |
З45 |
|
| |
|
УОНИ 13/55 |
З55 |
|
| |
|
ОЗН 300 |
ЭН 15Г3-25 |
НВ 250-300 |
НВ 250-300 |
Наплавка деталей работающих в условиях высоких контактных напряжений и ударных нагрузок (оси, разные валы) |
|
ОЗН 400 |
ЭН 20Г4-40 |
НВ 370-430 |
| |
|
ОМГ |
ЭН 70Х11-25 |
НВ 260-320 |
|
Наплавка деталей из стали Г13А, работающих в условиях абразивного износа (звенья гусениц трактора, зубья ковшей экскаваторов и т.д.) |
|
ОГМ-Н |
ЭН 70Х11НЗ-25 |
НВ 260-310 |
| |
|
ЦМ-5 |
ЭН 25Х12-40 |
HRC 40 |
HRC 50 |
Наплавка быстроизнашивающихся деталей, требующих механической обработки режущим инструментом (штампы для горячей штамповки, оси, валы автомобилей, тракторов и т.д.) |
|
ЭН-60М |
ЭН 60Х2СМ-50 |
HRC 50 |
HRC 61 | |
|
ЦШ-1 |
ЭН 30ХЗВ8 |
HRC 40 после отжига HRC 25-30 |
HRC 55 | |
|
Т-590 |
ЭН-У30Х25РС2Г-60 |
HRC 58-62 |
|
Наплавка деталей работающих в условиях интенсивного абразивного износа (лемехи, ножи дорожных машин и т.д.) |
|
Т-620 |
ЭН-У30Х25Р2С2ТГ-55 |
HRC 56-60 |
| |
|
ВКН/ЛИВТ |
ЭН-80Х4СГ-55 |
HRC 52-57 |
| |
|
ЦЧ-4 |
Стержень Cв-08 |
|
| |
|
ОЗЧ-1 |
Стержень: медь |
НВ 150-200 |
|
Сварка и наплавка чугунных деталей (клапанные гнезда, шкивы и т.д.) |
|
МНЧ-1 |
Монель-металл, медь-никель |
|
| |
Приложение 4

Приложение 5
Виды сварочных инверторных аппаратов
|
Инверторный выпрямитель для ручной дуговой сварки ВДИ-200Р DCTIG |
Технические характеристики Напряжение питающей сети (В) 220 Частота питающей сети (Гц) 50 Потребляемая мощность (кВт) 6.6-8,0 Номинальный сварочный ток (А) 200 Максимальный действующий ток (А) 270 Диапазон сварочного тока, (А) 10-200 Период нагрузки (%) 70% при 200А 100% при 167А Напряжение холостого хода (В) 12/96 Блок снижение напряжения холостого хода + КПД (%) 92 Горячий старт ручное Класс изоляции F Форсаж дуги ручное Вес (кг) 7,5 Антиприлипания автомат |
|
Сварочный аппарат инверторный ARC-160 |
Технические характеристики Напряжение питающей сети (В) 220 Частота питающей сети (Гц) 50/60 Потребляемая мощность (Вт) 5,3 Максимальный входной ток сети (А) 24 Диапазон сварочного тока 20-160 Период нагрузки (%) 60 Напряжение холостого хода (В) 56 Потери на холостом ходу (Вт) 40 КПД (%) 85 Коэффициент мощности (cosφ) 0,93 Класс изоляции F Класс защиты IP23 Вес (кг) 8 |
|
Сварочный аппарат инверторный-165 |
Технические характеристики Напряжение питающей сети (В) 220 Частота питающей сети (Гц) 50/60 Потребляемая мощность (Вт) 6 Максимальный входной ток сети (А) 23,6 Диапазон сварочного тока 20-160 Период нагрузки (%) 60 Напряжение холостого хода (В) 72 Класс изоляции F Класс защиты IP23 Вес (кг) 4,6 Сварка на постоянном токе |



Приложение 6

а) б)
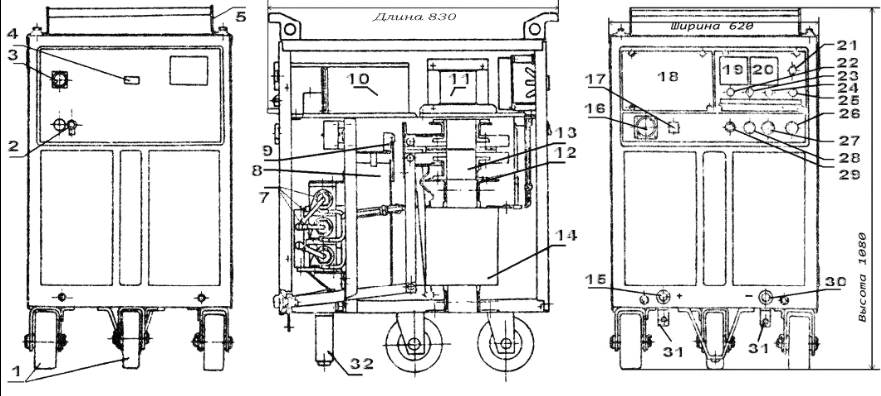
Общин вид сварочного выпрямителя ВДУ-506УЗ
а) – общий вид; б) – схема выпрямителя
1-колеса; 2 - болт заземления; 3 - штепсельный разъем для подключения сети; 4 -автоматический выключатель; 5 - ручки для перемещения; 7 -тиристоры, 8 - вентилятор; 9- ветровое реле; 10 - блок управления выпрямителя; 11 - трансформатор питания цепей управления; 12 - реактор; 13 - дроссель; 14 - силовом трансформатор; 15, 30 - токовые разъемы сварочной цепи; 16 - разъем для подключения блока управления автомата; 17 -разъем для подключения подогревателя газа; 18 - отсек для аппаратуры управления автоматом; 19 - вольтметр: 20 - амперметр; 21 - переключатель внешних характеристик; 22- переключатель местного дистанционного управления; 23 - регулятор тока (напряжения); 24- тумблер включения сварочной цепи; 25 - тумблер предварительной установки напряжения на жестких характеристиках; 26 - выключатель трансформатора питания цепей управления: 27- кнопка «Стоп»; 28 - кнопка «Пуск»; 29 - сигнальная лампа; 31 - шины заземления разъема обратного кабеля; 32 - опорная скоба.
|
|
Принципиальная электрическая схема выпрямителя ВДУ-506УЗ |

Приложение 7
Технические данные выпрямителя ВДУ-506
|
Наименование параметра |
Для жестких внешних характеристик MIG/MAG |
Для круто-падающих (штыковых) внешних характеристик TIG |
Для падающих внешних характеристик MMA |
|
Номинальное напряжение питания, В (линейное) |
380 |
380 |
380 |
|
Номинальная частота, Гц |
50 |
50 |
50 |
|
Число фаз |
3 |
3 |
3 |
|
Номинальный сварочный ток, А |
500 |
500 |
500 |
|
Номинальная продолжительность нагрузки, ПН, % |
60 |
60 |
60 |
|
Мощность, потребляемая при номинальной нагрузке, кВА, не более |
41,5 |
41,5 |
41,5 |
|
Напряжение холостого хода, В |
95±2 |
95±2 |
95±2 |
|
Продолжительность цикла сварки, мин |
10 |
10 |
5 |
|
Пределы регулирования сварочного тока, А |
30-500 |
30-500 |
30-500 |
|
Пределы регулирования рабочего напряжения, В |
16-39 |
ноя.30 |
21-40 |
|
Коэффициент наклона внешних характеристик, В/А |
0 |
штыковая |
0,4-2,0 |
|
Коэффициент мощности, cosφ, не менее |
0,7 |
0,6 |
0,6 |
|
Коэффициент полезного действия, %, не менее |
80 |
80 |
80 |
|
Габаритные размеры (ДхШхВ), мм, не более |
815х640х860 |
815х640х860 |
815х640х860 |
|
Масса, кг, не более |
250 |
250 |
250 |
Приложение 8

Приложение 9

Приложение 10

Приложение 11
