

7.4 Використання коерцитиметричного контролю для оцінки якості деталей
Останніми роками для непрямої оцінки структури, фазового складу і характерис тик міцності промислових виробів широко використовують магнітні характеристики. На основі експериментально встановлених кореляційних зв'язків між магнітними параметрами і структурою матеріалу (фазовим складом) або його механічними властивостями, проводився контроль якості виробів після зміцнюючих обробок. Серед магнітних характеристик найбільш чутливі до змін структури залишкова індукція Вг, коерцитивна сила Нс і магнітна проникність µ. Ці характеристики використовують як параметр контролю. Через простоту вимірювання частіше за все використовують для контролю коерцитивну силу, оскільки ця характеристика, володіючи високою чутливістю до структурних змін і фазових перетворень, практично не залежить від геометричних розмірів виробу. Це значно полегшує задачу контролю різних за формою виробів.
Коерцитивна сила, Нс – напруженість поля, яка повинна бути прикладена до зразка для того, щоб його розмагнітити (вимірюється в амперах на сантиметр – А/см).
8 Порядок виконання роботи
Перед проведенням аналізу дефектів деталей (дефектуванні) необхідно ознайомитися з технічними вимогами на дефектуваннядеталей, приладами та вимірювальними інструментами. Згідно з варіантами заданими викладачем провестидефектуваннядеталей універсальними засобами (варіант №1: гільза циліндрів, пружина клапана; варіант №2: колінчастий вал, підшипник кочення) та спеціальними (варіант №3: магнітопорошковий метод; варіант №4: ультразвуковий метод; варіант №5: коерциметричний меод).
8.1 Дослідження зносів та виявлення дефектів універсальними засобами (варіант №1)
За допомогою органолептичних методів дефектування оцінити технічний стан гільзи циліндрів і пружини клапана; виявлені пошкодження занести до таблиці 2, характеризувати їх, вказати можливі причини їх з'явлення, а також зробити висновок що до способів їх усунення.
Таблиця 2 Дефекти деталей виявлені зовнішнім оглядом
|
Найменування деталі |
Найменування дефекту |
Характеристика дефекту і причини його виникнення |
Висновок |
|
|
|
|
|
Згідно з рисунком 10 виміряти знос отвору гільзи циліндрів індикаторним нутроміром по п’яти поясам у двох взаємно-перпендикулярних площинах (паралельно і перпендикулярно осі колінчастого вала); результати вимірювань занести до таблиці 3 і побудувати криві зносу гільзи циліндрів за довжиною; визначити похибку форми отвору гільзи (овальність, конусність).
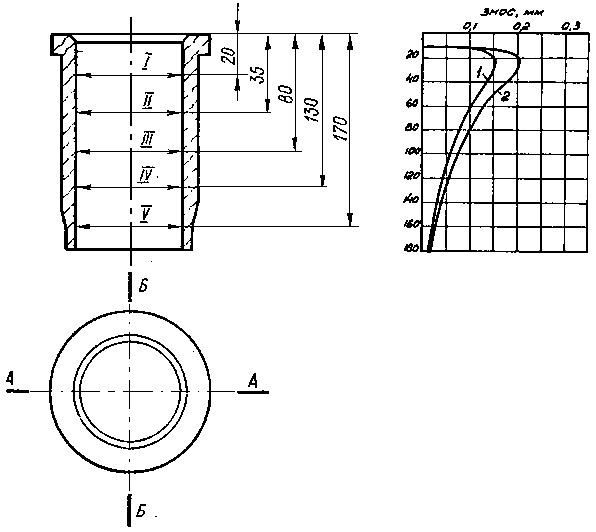
Рисунок 10 - Схема вимірювання та криві ймовірного характеру зносу отвору гільзи циліндрів (1 – паралельно вісі колінчастого вала, 2 – перпендикулярно).
Таблиця 3 Карта вимірювання діаметру отвору гільзи циліндрів
|
Параметри |
Пояси | |||||||||
|
I |
II |
III |
IV |
V | ||||||
|
Площини | ||||||||||
|
А–А |
Б–Б |
А–А |
Б–Б |
А–А |
Б–Б |
А–А |
Б–Б |
А–А |
Б–Б | |
|
Розмір, мм |
|
|
|
|
|
|
|
|
|
|
|
Знос, мм |
|
|
|
|
|
|
|
|
|
|
|
Овальність, мм |
|
|
|
|
| |||||
|
Конусність, мм |
| |||||||||
Використовуючи прилад КИ-040 визначити пружність пружини клапана наступним чином: пружину встановити на прилад, планкою приладу пружину піджати до робочої довжини (дивись технічні вимоги) і закріпити; за допомогою вантажу зрівноважити зусилля стиснення (встановлене зусилля стиснення відповідає дійсній пружності пружини). Результати дефектування занести до таблиці 4 (у графі 1 вказати повне найменування деталі (без ескізу), а в графі 3 – контрольований параметр за технічними вимогами (пружність пружини)).
Таблиця 4 Карта дефектування деталей
|
Найменування деталі |
№ дефекту |
Найменування дефекту |
Способи і засоби контролю |
Розміри, мм |
Висновок | ||
|
За робочим кресленням |
Допустимий |
Виміряний при дефектуванні | |||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
|
|
|
|
|
|
|
|