

9 Короткі вказівки з техніки безпеки
При зварюванні у середовищі аргону дуга відкрита. Невидимі ультрафіолетові та інфрачервоні промені, що випромінює дуга, уражають не тільки сітчасту і рогову оболонку очей, але й відкриті ділянки шкіри. Для запобігання травмам зварювання виконувати із щитком електрозварювальника і в рукавицях. При зварюванні в середовищі аргону електрода з присадками в приміщенні накопичується дрібний пил і шкідливі гази. У зв'язку з цим робота з вимкненими бортовими відсмоктувачами не допускається. Забороняється торкатися розжареними електродами з алюмінієвою поверхнею деталі у момент запалювання дуги, що може призвести до розбризкування розплавленого алюмінію.
10 Зміст звіту
1. Мета роботи. 2. Завдання. 3. Відповіді на запитання самостійної підготовки. 4. Ескіз схеми установки для аргонодугового зварювання алюмінію. 5. План операції зварювання відра доїльного апарата. 6. Висновки.
11 Контрольні питання
11.1 Яка послідовність підготовки наскрізної пробоїни відра доїльного апарата для зварювання?
11.2 Яка послідовність зварювання алюмінієвої деталі аргонодуговим зварюванням неплавким електродом?
11.3 За якими зовнішніми параметрами контролюють якість зварного шва?
11.4 Як можна оцінити якість газового захисту при аргонодуговому зварюванні?
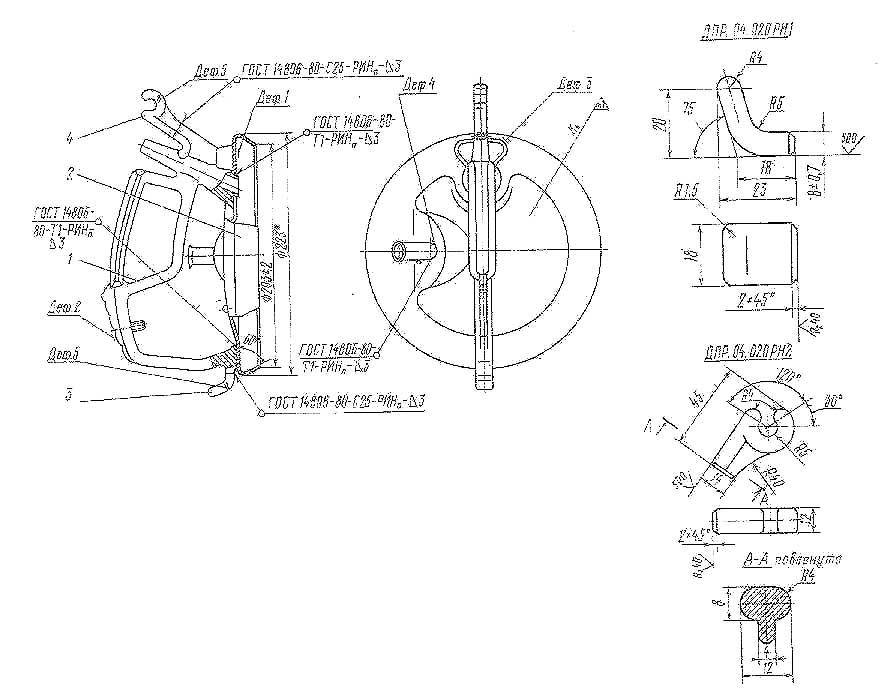
Додаток а
РЕМОНТні креслення ВіДЕР І КРиШоК ДОїЛЬНиХ АПАРАТів
відро ДПР.04.010
|
|
номер дефекту
Найменування
дефекту
Коефіцієнт
повторюваності дефекту
Від
загальної кількості деталей, що
поступили на дефектацію
Від
загальної кількості ремонтопридатних
деталей
1
Пробоїни
0,50
0,56
2
Облом вушка
0,40
0,33
3
Знос кубла
вушка
0,40
0,33
4
Деформація
бічної
і
торцевій поверхні
горловини
0,70
0,67
5
Облом
рукоятки (скоби)
0,60
0,67
6
Знос днища
0,70
0,67
Вм'ятини
поверхні
0,80
0,89 | ||||||||||||||||||||||||||||||||||

кришка ДПР.04.020
|
|
Номер
дефекту
Найменування
дефекту
Коефіцієнт
повторюваності дефекту
Від
загальної кількості деталей, що
поступили на дефектацію
Від
загальної кількості ремонтопридатності
деталей
1
Деформація
бокової поверхні
і
площини прилягання
кришки до
горловині
відра
0,90
0,89
2
Знос зубчатої
поверхні
на ручці
кришки
0,70
0,67
3
Порушення
кріплення
ручки і корпусу
кришки
1.0
1,0
4
Порушення
кріплення
патрубка
0,40
0,44
5
Облом гачків
0,20
0,22 | ||||||||||||||||||||||||||


ДОДАТОК Б
КАРТА ТЕХНОЛОГІЧНОГО ПРОЦЕСУ ХІМІЧНОГО ОЧИЩЕННЯ ВІДЕР І КРИШОК ДОЇЛЬНИХ АПАРАТІВ
|
Зміст операції |
Найменування і позначення устаткування |
Склад розчину, матеріал |
Кількість, г/л |
Режим роботи | |||||
|
Температура К |
Час, хв. | ||||||||
|
Знежирення хімічним способом (розчин перемішувати стислим повітрям)
Промивка в непроточній воді
Травлення хімічним способом (розчин перемішувати стислим повітрям)
Промивка в непроточній воді
Освітлення - пасивування хімічним способом
Промивка в непроточній воді
Промивка в проточній воді
|
Ванна 2071547.000.000
Ванна 2071547.000.000
Ванна 2071547.000.000
Ванна 2071547.000.000
Ванна 2071547.000.000
Ванна 2071547.000.000
Ванна 2071547.000.000 |
Розчин №1 Сода кальцинована, сорт 2 ГОСТ 5100-73 Трінатрійфосфат технічний ГОСТ 201-76 Скло натрієве рідке ГОСТ 13078-81
Вода ГОСТ 2874-73
Розчин №2 Натрій їдкий технічний ГОСТ 2263—79
Вода ГОСТ 2874-73
Розчин № 3 Кислота азотна ГОСТ 701-78
Вода ГОСТ 2874-73
Вода ГОСТ 2874-73
|
30-35
30-50
2-3
100—120
200-300
|
343-358
313-333
313—333
313-333
288-301
283-293
313-333 |
3-5
1-1,5
1—2
1-1,5
3-5
1-2
1,5-3 | ||||