

Эти управленческие расчеты объединяют воедино проблемы технической подготовки производства, маркетинга и экономического планирования, управления сбытовой деятельностью и управления основным производством, а также планирования обеспеченности производственного процесса всем необходимым. Таким образом, в методологическом аспекте обеспечивается планомерная организация и взаимосвязанная деятельность всех производственных звеньев предприятия, гибкое маневрирование ресурсами в условиях рыночной экономики, своевременная подготовка и материально-техническое обеспечение производства.
3.5. Методы эффективного управления материальным потоком
Сущность производственной логистики. Понятие системы ОПП. Краткая характеристика наиболее распространенных систем ОПП. Выталкивающие и вытягивающие системы ОПП. Рекомендации по применению.
На современном этапе научно-технического развития сложились новые условия управления производством, которые вышли за рамки традиционных методов его организации. Эти рамки стали сковывать не только развитие самого производства, но и организацию транспорта, складского и товарно-упаковочного хозяйства, работу снабженческих и сбытовых структур и т.д. Изменения во многие представления об организации производственно-технологического процесса на предприятии внесла логистика, в которой:
–задача полной загрузки мощностей заменяется задачей минимизации срока прохождения оборотных средств через предприятие;
–задача содержания запасов материальных ресурсов заменяется задачей обеспечения информацией о возможности их приобретения и управлении свободными логистическими мощностями для их переработки;
–задача снижения себестоимости дополняется задачей более быстрого удовлетворения спроса и т.д.
В табл. 2.1.2 дан сравнительный анализ традиционной и логистической концепций организации управления производством.
Сопоставление содержания концептуальных подходов показывает, что традиционная организация производства больше соответствует условиям, которые складываются при «рынке продавца». Логистическая же концепция, как и маркетинговая, более эффективна в условиях «рынка покупателя».
Если спрос превышает предложение, то уверенность в том, что любая партия произведенной продукции будет реализована, обусловливает функционирование затратного производства. Больше внимания при этом уделяется максимальной загрузке производственных мощностей и снижению себестоимости единицы продукции путем повышения производительности оборудования за единицу времени. Задачи повышения эффективности инфраструктурных операций и процесса реализации имеют второстепенное значение.
Иначе обстоит дело, когда потенциальное предложение превышает спрос. В условиях конкурентной борьбы за потребителя проблемы эффективной реализации произведенной продукции становятся приоритетными. Динамичность и неопределенность спроса на рынке делает нецелесообразным создание и поддержание больших запасов. Одновременно производители заинтересованы в получении каждого нового, даже небольшого заказа. Все это обуславливает потребность в гибких
50
производственных мощностях, которые способны быстро реагировать на конъюнктуру спроса. При этом снижение себестоимости в условиях конкуренции достигается не традиционным увеличением количества выпускаемой продукции, а логистической организацией производственного процесса в увязке со всем комплексом логистических операций и материало- и товаропроизводящих системах в целом.
Таблица 2.1.2
Сравнительный анализ концепций управления на промышленных предприятиях
|
Характеристики традиционной |
|
|
Характеристики логистической |
|
|
системы управления |
|
|
системы управления |
|
1. |
Производственная интеграция |
рас- |
1. |
Поддержание высокой степени производ- |
|
сматривается как второстепенный вопрос. |
ственной интеграции. |
||||
2. |
Стремление к максимальной произво- |
2. |
Стремление к повышению гибкости и адап- |
||
дительности. |
|
|
тации производства к конъюнктуре рынка. |
||
3. |
Оптимизация |
отдельных производст- |
3. |
Оптимизация потоковых процессов. |
|
венных функций. |
|
|
4. |
Повышение пропускной способности про- |
|
4. |
Поддержание любыми средствами вы- |
изводственных мощностей. Запасы в виде |
|||
сокого коэффициента использования |
про- |
мощностей для достижения высокой гибко- |
|||
изводственных мощностей. |
|
сти и минимизации технологических циклов. |
|||
5. |
Запасы в виде материальных ресурсов и |
5. |
Отказ от избыточных товарно-материаль- |
||
готовой продукции для обеспечения произ- |
ных запасов. |
||||
водства и обслуживания потребителей. |
|
6. |
Отказ от завышенного времени на выпол- |
||
6. |
Согласованность производственных и |
нение производственных и логистических |
|||
инфраструктурных операций осуществля- |
операций. |
||||
ется путем завышения времени на их вы- |
7. Преобладаниеуниверсальногооборудования. |
||||
полнение. |
|
|
8. |
Отказ от изготовления продукции, на ко- |
|
7. |
Преобладание |
специализированного |
торую нет заказа от потребителей, снижение |
||
оборудования. |
|
|
партионности, повышение качества произ- |
||
8. |
Производство ориентировано на мак- |
водства. |
|||
симизацию партий изготавливаемой про- |
9. |
Устранение брака. |
|||
дукции, на план, на складирование. |
|
10. Устранение нерациональных внутрипро- |
|||
9. |
Допущение брака в пределах установ- |
изводственных перемещений. |
|||
ленных норм. |
|
|
|
|
|
10. Пассивность |
в оптимизации внутри- |
|
|
||
производственных перемещений. |
|
|
|
||
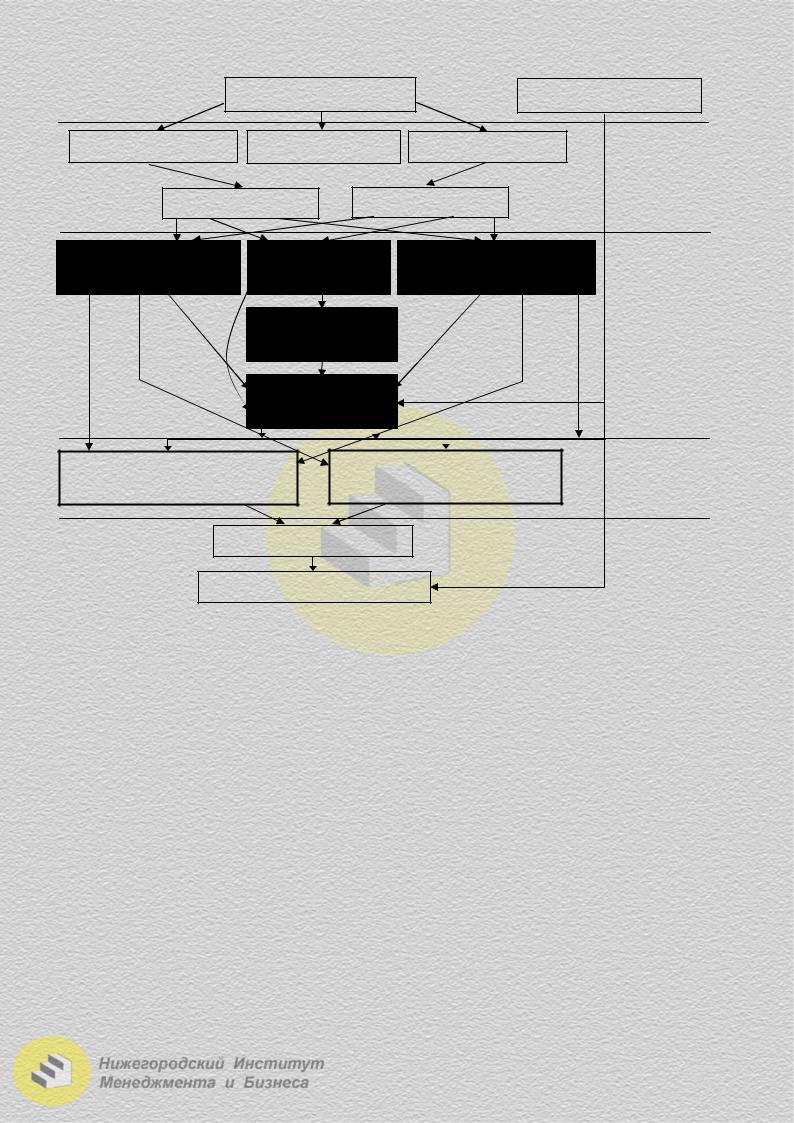
Управление потоками должно быть сквозным и из единого центра. Все логистические операции должны быть полностью интегрированы, т.е. взаимосвязаны и взаимозависимы. Материальный поток на пути от склада материальных ресурсов до склада готовой продукции проходит в основном производстве большое количество разнообразных звеньев (рис 2.1.16).
Управление материальными и информационными потоками на этом этапе имеетрядспецифическихособенностейиназывается производственнойлогистикой.
Цель производственной логистики заключается в полной синхронизации процесса производства и логистических операций во взаимосвязанных подразделениях (поставщик – изготовитель – потребитель). Задачи производственной логистики отражают организацию управления материальными и информационными потоками не просто внутри логистической системы, но и в рамках процесса производства посредством применения современных методов оперативнопроизводственного планирования и регулирования.
51
|
Склад МТС |
Склад ОВК |
|||
Заготовительный цех |
Литейный цех |
Цех цветного литья |
заготовительная |
||
стадия |
|||||
|
|
|
|
||
Склад заготовок |
Склад литья |
|
|||
Механический цех №1 |
Автоматно- |
Механический цех №2 |
стадия |
||
обработки |
|||||
(фрезерный) |
токарный цех |
(токарно-шлифовальный) |
|
||
|
|
цех |
|
|
|
|
термообработки |
|
|
||
|
|
Механо- |
|
|
|
|
сборочный цех |
|
|
||
сборочный корпус (аппаратура |
сборочный корпус (аппарату- |
сборочная |
|||
стадия |
|||||
для бензиновых двигателей) |
ра для дизельных двигателей) |
|
|||
|
испытательные боксы |
|
|||
|
склад готовой продукции |
|
|||
Рис. 2.1.16. Схема движения материального потока на предприятии (вариант) |
|||||
Выбор эффективных методов оперативно-производственного планирования и регулирования на промышленном предприятии должен исходить из учета особенностей организации производства и специализации цехов, преобладающего движения материального потока, вариантов окончательного и промежуточного складирования, методов установления плановых заданий и учета их выполнения, применяемой тактикирегулированияпроизводственнойдеятельностииоценкирезультатовработы.
Правильное выявление и рассмотрение этих параметров дает возможность обоснованно выбрать соответствующую систему ОПП и, что самое главное, сформулировать подходы по эффективному оперативному управлению производственным процессом на предприятии и его составных частях.
Под системой оперативно-производственного планирования и регулирования (системой ОПП) понимается методика и степень децентрализации плановой работы, методология регулирования и принятий управленческих решений, порядок и взаимодействие расчетов по производственному и оперативно-календар- ному планированию, состав и методы определения календарно-плановых нормативов, выбор планово-учетной единицы.
Наибольшее распространение при управлении промышленным производством получили следующие системы ОПП:
1. «По опережениям» – когда календарные сроки и объемы работ задаются от
52

сборки всем предшествующим стадиям и производственным подразделениям с учетом длительностипроизводственногоциклаинеобходимыхопереженийзапуска-выпуска.
2.«По заделам» – когда обеспечивается постоянное насыщение всех стадий производства заготовками, деталями, сборочными единицами и поддержание расчетного, нормативного уровня соответствующих заделов в каждом цехе.
3.«На склад» – когда создается и пополняется складской запас, снижение которого до величины, соответствующей «точке заказа» вызывает необходимость запуска в производство очередной партии деталей.
4.«Партионно-периодическая» – когда устанавливается и постоянно соблюдается определенная периодичность изготовления партий деталей, сборочных единиц по стандартным календарным расписаниям, исходя из требований поточной сборки и выпуска готовых изделий.
5.«Позаказная» – когда все детали и узлы, необходимые для выполнения ка- кого-либо заказа, запускаются в производство с учетом количества, указанного в заказе и длительности изготовления самой трудоемкой детали.
Значительный интерес из зарубежного опыта эффективного управления материальным потоком представляют система JIT («точно в срок» или САNBAN) и система MRP.
Система СANBAN нацелена на сокращение производственных потерь, при этом наличие складских запасов рассматривается как наихудший вид потерь, поскольку это сопряжено со значительными издержками.
Суть системы СANBAN сводится к созданию непрерывного поточного многопредметного производства, в котором участки, расположенные на последующих этапах производственного цикла, как бы «вытягивают» необходимую им продукцию с предыдущих участков при возникновении в ней потребности. Документами, регламентирующими производственную деятельность, является план-график окончательной сборки и карточка-разрешение на обработку (канбан), которая сопровождает контейнер, паллет с деталями на протяжении всего производственного процесса. При этом каждая обрабатываемая партия деталей снабжается данной карточкой, в которой указаны: контрольный номер карточки, наименование и номер детали, модель изделия, место ее изготовления или хранения, стандартные параметры детали, следующая технологическая операция, количество деталей в партии.
Механизм действия системы «вытягивания» достаточно прост. По окончании обработки партии заготовок, деталей пустой контейнер возвращается поставщикуизготовителю (рабочему, участку), предшествующему получателю в технологической цепочке. Получив его, поставщик немедленно отправляет полный контейнер потребителю-пользователю и одновременно приступает к изготовлению очередной партии заготовок, деталей. Таким образом, потребитель-пользователь запускает производство у поставщика-изготовителя. Подобная схема взаимоотношений устанавливается между складами, цехами, участками и рабочими производственного участка, выполняющими последовательные операции технологического процесса.
Система СANBAN требует соблюдения следующих условий:
1.Для доставки используются только стандартные контейнеры.
2.Количество деталей в контейнере строго определено, что облегчает учет
иконтроль запасов.
3.Количество контейнеров на последующем производственном участке не должно быть больше 2.
53
4.Количество деталей в контейнере невелико.
5.Производство осуществляется небольшими партиями.
6.Время простоя оборудования по причине отсутствия заказов не рассматривается как непроизводственное, оно используется для профилактики и устранения возможных неполадок.
Следует отметить, что система СANBAN, понимаемая как метод диспетчирования заказов с помощью специальных карточек, применима в большей степени к изготовлению и поставке деталей, узлов массового производства. Заказы на изготовление сложных узлов и блоков, используемых в изделии в небольших количествах, оформляются заранее в соответствии с производственным календарным планом, составляемым с помощью компьютерной системы материально-
производственных потребностей (MRP – Materials Reguirements Planning). Если типичная система СANBAN функционирует, как правило, на основе ежедневного, иногда еженедельного плана, то система MRP базируется на среднесрочном планировании – на основе еженедельных или месячных планов. Достижение одной и той же цели – максимальной производительности при минимальных затратах – рассматриваемые системы достигают разными средствами:
1.Система СANBAN – ужесточением календарного графика, снижением уровня запасов, постоянным визуальным контролем производства, сокращением подготовительно-заключительного времени.
2.Система MRP – созданием с помощью ЭВМ производственных моделей, обеспечивающих наиболее экономичную организацию и эффективное управление технологическими процессами.
3.Система СANBAN зависит от надежности поставщиков, которые осуществляют снабжение в строгом соответствии с календарной потребностью в них;
вусловиях MRP для исключения сбоев, обусловленных ненадежностью поставщиков, используются резервные запасы деталей и полуфабрикатов.
Таким образом, исходя из изложенного, в зависимости от идеологии управления материальным потоком все применяемые системы ОПП подразделяют на две группы: вытягивающие и выталкивающие. Вытягивающие системы: по опережениям, на склад, JIT«точно в срок» и система MRP. К выталкивающим следует отнести систему ОПП по заделам, партионно-периодическую, позаказную.
Логистический подход к управлению материальным потоком определяет разнообразные стратегии управления производством при предметной, технологической и смешанной специализации цехов.
3.6. Автоматизация управления производством на промышленном предприятии
Понятие и виды автоматизированных экономических информационных систем (АЭИС). Составные элементы АЭИС. Функциональные и обеспечивающие подсистемы, их краткая характеристика. Понятие и классификация автоматизированных рабочих мест (АРМ). Техпроцесс обработки данных.
Современный этап развития промышленного производства характеризуется следующими факторами:
– возрастанием сложности производимой продукции и обеспечивающих ее изготовление технологических процессов;
54

–необходимостью маркетинговых исследований и непрерывной перестройки производства на изготовление конкурентоспособной продукции;
–усложнением процессов планирования и регулирования современным, достаточно автоматизированным производством;
–увеличением количества возможных вариантов для достижения максимальных результатов деятельности;
–сокращением времени, которое отводится управленческому персоналу на выполнение необходимых расчетов и выработку окончательных решений;
–возрастанием требований к профессиональной компетенции специалистов управления.
Все эти перечисленные факторы в конечном счете приводят к резкому увеличению количества разнообразных коммерческих, производственных, финансовых, технико-экономических, конструкторско-технологических и др. данных, используемых в управлении. Возрастание потоков данных приводит к информационной перегрузке управленческого персонала и специалистов, физической невозможности восприятия новой информации.
Например, анализом установлено, что для принятия обоснованного решения начальник цеха должен переработать информации в два раза больше физически возможного, начальник ПДБ цеха соответственно в 2,5 раза, мастер – в 3 раза и т.д.
Информационный перегруз управленческого персонала приводит к снижению эффективности, обоснованности и оперативности принимаемых решений, что, несомненно, вызывает существенные потери трудовых, материальных и финансовых ресурсов. Это и внутрисменные простои рабочих и оборудования (от 15 до 25%), потери и перерасход материалов, отсутствие необходимых инструментов, оснастки, тары, документации, невыполнение плановых заданий и договорных обязательств, штрафы, пени, неустойки, потеря авторитета и т.д.
Несоответствие возможностей управленческого персонала реально существующим объемам работ и несовершенство используемых методов управления обусловили необходимость применения средств вычислительной техники и ЭММ в производственной сфере. От решения отдельных частных задач с помощью ЭВМ осуществляется переход к созданию современных интегрированных систем управления, позволяющих автоматизировать как процессы, связанные с проектированием и организацией изготовления новых изделий, так и с планированием, учетом, контролем, анализом и регулированием производственно-хо- зяйственной и экономической деятельности. Преимущественной формой использования ЭММ и ПЭВМ в управлении промышленным производством являются автоматизированные системы, в которых с помощью современных информационных технологий осуществляются основные процессы планирования, анализа ситуации и принятия обоснованного управленческого решения.
Автоматизированные экономические информационные системы (АЭИС) управления предприятием – это человеко-машинные системы управления, обеспечивающие автоматизированный сбор, обработку и выдачу информации, необходимой для оптимизации управления во всех сферах производственно-хозяйственной деятельности. В АЭИС информационные потоки по функциям управления ресурсами, обрабатываются с применением современных технических средств, где основным звеном являются ПЭВМ, каналы связи и периферийная техника. АЭИС
55
должны обеспечивать управленческий персонал и специалистов достаточно достоверной и эффективной информацией, необходимой им для реализации функций, предусмотренных положениями о подразделениях и должностными инструкциями.
В состав АЭИС входят различные по назначению и содержанию элементы. Как правило, это коллектив специалистов управления, модели решения задач управления, техпроцесс обработки данных, сведения, необходимые для функционирования системы, ПЭВМ, программы обработки данных, средства фиксации и отображения информации, каналы и аппаратура связи, инструкции персоналу и т.д. Эти разнообразные элементы играют различную роль в организации решения и реализации задач управления. Поэтому в настоящее время принято весь набор элементов, образующих АЭИС, по их роли в решении задач управления подразделять на две группы подсистем.
Первая, получившая название функциональной, включает те элементы, которые отражают существо задач управления, то есть воспроизводят закономерности функционирования и развития производства с целью выработки планов действия и управляющих воздействий. Вторая группа подсистем, получившая название обеспечивающих, включает те элементы, которые способствуют реализации задач управления объектом, образуя ее материально-информационную основу.
Функциональные подсистемы характеризуют основное содержание системы управления: ее цели, критерии, ограничения, задачи, особенности функционирования и развития. В АЭИС они представляют собой математическое, формализованное отображение закономерностей производственно-хозяйственной деятельности объекта управления. В сфере управления промышленным производством выделяют следующие функциональные подсистемы:
–технико-экономическое планирование;
–бухгалтерский учет;
–управление финансами;
–управление сбытовой деятельностью;
–оперативное управление основным производством;
–управление системой материально-технического обеспечения;
–управление технической подготовкой производства;
–управление инструментальным хозяйством;
–управление транспортным хозяйством;
–управление ремонтным обслуживанием;
–управление энергетическим хозяйством;
–управление качеством продукции;
–управление кадрами и др.
Количество, состав и информационная взаимосвязь функциональных подсистем, которые, как правило, увязаны с выделяемыми бизнес-функциями управления, во многом зависят от специфических особенностей объекта автоматизации и применяемых методов управления.
Основными видами обеспечения, которые выделяют в АЭИС, являются: информационное, техническое и программное обеспечение. Кроме перечисленных основных при создании многоуровневых интегрированных систем управления возможно еще дополнительное выделение таких видов обеспечения, как: организационное, правовое, кадровое, лингвистическое обеспечение и т.д.
56
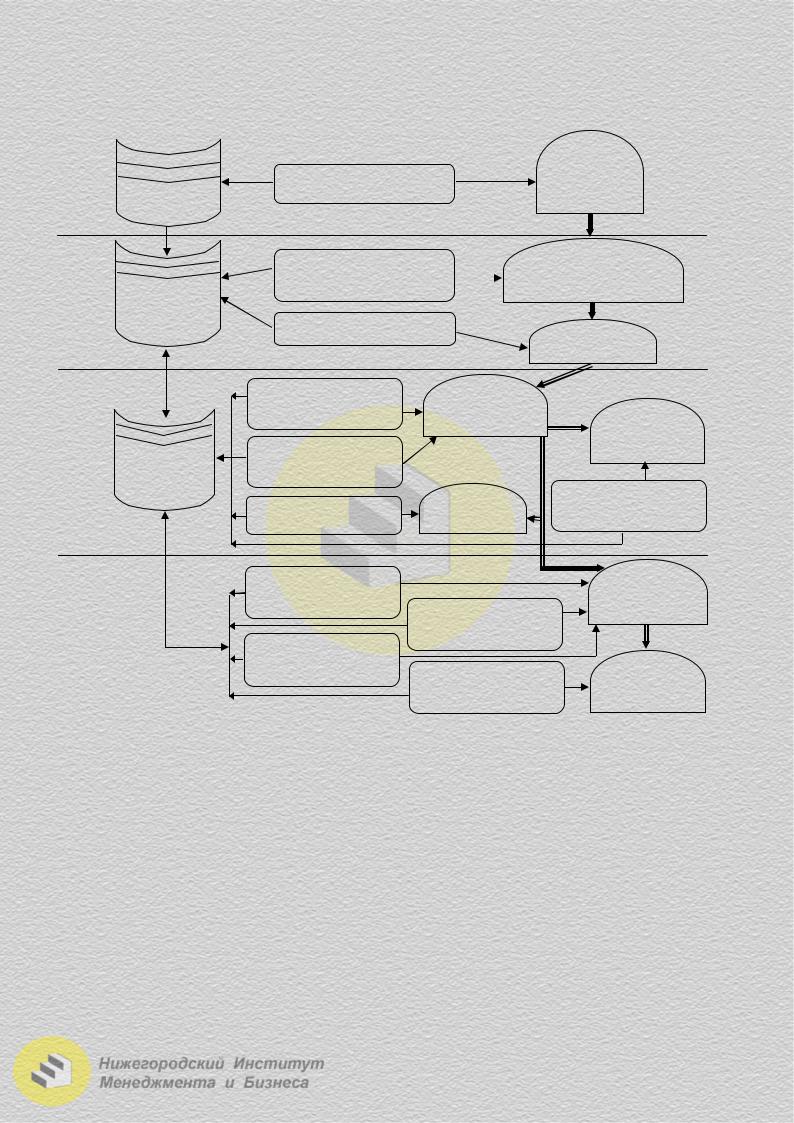
Главным и определяющим составным элементом современных АЭИС является комплекс АРМ специалистов и руководителей, объединенных в сеть для решения разнообразных задач управления (рис. 2.1.17).
Уровень |
управления предприятием |
Межцеховой уро- |
вень управления |
Уровень управления |
цехом |
Уровень управления |
участком (бригадой) |
АРМ директора |
Директор |
ЦБД |
|
|
АРМ зам. директора |
|
Зам. директора |
БД произ- |
по производству |
|
по производству |
водства |
АРМ менеджера |
|
|
|
|
ПДО |
|
|
|
|
|
|
АРМ кладовщика |
Начальник |
|
|
цеха |
цеха |
Службы |
|
|
|
|
БД |
АРМ начальника |
|
цеха |
|
|
||
цеха |
цеха |
|
АРМ технологов, |
|
АРМ менеджера |
ПДБ цеха |
|
|
кладовщиков |
АРМ кладовщика |
|
Начальник |
участка |
АРМ начальника |
участка |
|
|
|
АРМ |
участка |
|
|
|
|
планировщика |
АРМ мастера |
Мастер |
|
||
|
(бригадира) |
(бригадир) |
Рис. 2.1.17. Принципиальная схема автоматизированного управления производством на предприятии
Под автоматизированным рабочим местом специалиста или руководителя понимается применение персональной ЭВМ (локально или во взаимосвязи с другими ПЭВМ) на конкретном рабочем месте пользователя или в подразделении для автоматизированного выполнения в любой момент времени техникоэкономических или планово-учетных расчетов, а также делопроизводства и ведения нормативно-справочной информации.
АРМ представляет собой проблемно-ориентированный программно-техни- ческий комплекс, обеспечивающий реализацию разнообразных задач управления в режиме диалога непосредственно на рабочем месте пользователя.
По характеру выполняемых на ПЭВМ работ АРМ руководителя-менеджера предназначен для организации рациональной работы пользователя в течение рабочего дня, обеспечения его необходимым сервисом, а также сведениями из информационной справочной системы АЭИС.
57
Информационно-справочная система (ИСС) позволяет получить любую справку из информационной базы данных АЭИС при условии включения АРМ в сеть и реализации на ПЭВМ в подразделениях и службах необходимых расчетов. Основными функциями ИСС являются:
–просмотр заключенных договоров, номенклатурных планов и основных показателей производственно-хозяйственной и экономической деятельности;
–просмотр и анализ оперативной информации о реальном состоянии дел на предприятии, производстве, цехе, участке, складе;
–просмотр необходимой нормативной и справочной информации из единой информационной базы о продукции, материалах, оборудовании, поставщиках, потребителях, ценниках, материальных и трудовых нормативах и т.п.;
–просмотр и анализ организационных структур, перечня выполняемых функций и служебных обязанностей конкретных руководителей, исполнителей;
–просмотр и контроль выполнения планов организационно-технических мероприятий и др.
Техпроцесс обработки данных в условиях современных информационных технологий предусматривает последовательное выполнение следующих основных этапов работ: подготовка исходных данных, обработка данных по алгоритму, получение и использование результатов.
Этап «Подготовка исходных данных» предусматривает организацию на машинных носителях всех сведений, необходимых для решения конкретных задач управления.
Эти исходные данные включают в себя различные справочники, нормативную информацию, плановые и оперативные учетные сведения. Весь набор этих данных может быть подготовлен различными способами:
–из первичных документов путем их заполнения и кодирования данных, ввода сведений в ПЭВМ, контроля качества и достоверности подготовленных данных;
–путем выборки из ЦБД всех нужных сведений и перекомпоновки их в структуры, необходимые для решения конкретных задач управления;
–комбинированно, когда часть сведений берется из ЦБД (справочники, нормативы, плановые данные), а часть сведений (оперативные учетные данные) готовятся и вводятся в ПЭВМ вручную.
Этап «Обработка данных по алгоритму» осуществляется с учетом особенностей логики решения каждой конкретной задачи при условии наличия на машинных носителях всех необходимых сведений. При этом должны существовать программы реализации расчетов на ПЭВМ, предусматриваться общение пользователя с ПЭВМ в режиме меню, варианты расчета и выдачи промежуточных и окончательных результатов пользователю.
На данном этапе детально и во взаимосвязи прорабатываются все вычислительные стадии обработки данных при реализации конкретных задач управления.
Этап «Получение и использование результатов» должен предусматривать различные варианты выдачи данных пользователю:
1)выдача результирующих сведений на экран и при необходимости на печать:
–либо по запросу, по интересующим пользователя позициям;
–либо по выявленным отклонениям текущего состояния от установленного (планового или нормативного);
58
2)выдача на печать в полном объеме результатов решения для последующего анализа и использования в текущей работе;
3)оформление результатов расчетов в виде отчетных, статистических или бухгалтерских форм для просмотра и последующей передачи в другие инстанции.
Важнымиэлементами, обеспечивающимигибкостьфункционированияпромышленного предприятия в рамках АЭИС, являются способность оперативно реагироватьнаизмененияспроса, сбоивснабженииифинансировании, чтодостигается:
–реализацией диалоговых режимов работы пользователя с системой, предусматривающих возможности доступа к плановой, учетной, оперативной, конст- рукторско-технологической информации, хранящейся в системе, включая оперативное внесение изменений, вывод на дисплей различных справочных данных, запуск отдельных задач и отображение на экране результатов решения, ввод в
систему данных оперативного учета;
–созданием для различных уровней управления соответствующих экспертных систем, позволяющих всесторонне анализировать и оценивать возможные результаты принимаемых решений;
–повышением степени адаптивности системы управления за счет разработки и реализации методов и средств развития и модификации системы управления при изменении внешних условий ее функционирования.
Контрольные вопросы
1.Этапы процесса управления производством.
2.Особенности выполняемых функций управления производством.
3.Основы построения организационной структуры управления предприятием.
4.Какие составные элементы выделяют в системе управления предприятием.
5.Поясните типовой вариант структуры управления промышленным предприятием.
6.Дайте краткую характеристику основных управленческих функций подразделений и служб предприятия.
7.Поясните типовой вариант структуры управления цехом.
8.Содержание и особенности производственного планирования.
9.Взаимосвязьисодержаниеосновныхрасчетовпоуправлениюпроизводством.
10.Сущностьлогистическогоподходаприуправленииматериальным потоком.
11.Понятие системы ОПП.
12.Вытягивающие и выталкивающие системы ОПП.
13.Краткая характеристика системы ОПП по опережениям.
14.Краткая характеристика системы ОПП по заделам.
15.Краткая характеристика системы ОПП на склад.
16.Краткая характеристика партионно-периодической системы ОПП.
17.Краткая характеристика позаказной системы ОПП.
18.Дайте характеристику системы «точно в срок»(JIT).
19.Дайте характеристику системы MRP.
20.Понятие и составные элементы АЭИС.
21.Определение функциональных и обеспечивающих подсистем.
22.Понятие и классификация АРМ.
23.Охарактеризуйте техпроцесс обработки данных.
59