

2.4. Подробно описать технологию изготовления «елки» и литейной формы.
Изготовление «ёлки» После изготовления восковых моделей переходят к сборке воскового дерева, для чего используют восковые стояки, которые делают из отходов модельного состава от выплавки моделей или специальный (литниковый) воск, который при выжигании выгорает быстрее, чем другие воски данной «ёлочки». Это способствует свободному вытеканию восковых форм из опоки. Литник должен быть достаточно толстым (диаметром 8мм), чтобы жидкий металл мог достичь тонких частей модельной полости, прежде чем затвердеет. Он предназначен: для припаивания восковых моделей, удаления воска при вытапливании, отжиге, движения расплавленного металла в отдельную полость, подпитки отливок в процессе кристаллизации, уменьшения турбулентности расплава. Для лучшего заполнения формы, экономии драгоценного металла и снижения массы литниковой системы рекомендуется применять коническую форму стояка.
Путь прохождения металла в «елочке» должен иметь правильную форму, без изломов, с большими радиусами закругления, это поможет избежать турбулентности потока и благоприятствует выходу воска из затвердевшей формы. Частицы металла двигаются в разных направлениях, что может вызвать захват посторонних частиц, неравномерность потока и следствие этого - пористость. Образованию пористости способствует повышенная текучесть металла, т.е. его слишком высокая температура.
Величина
каналов питания должна быть достаточной
для наполнения модели металлом.
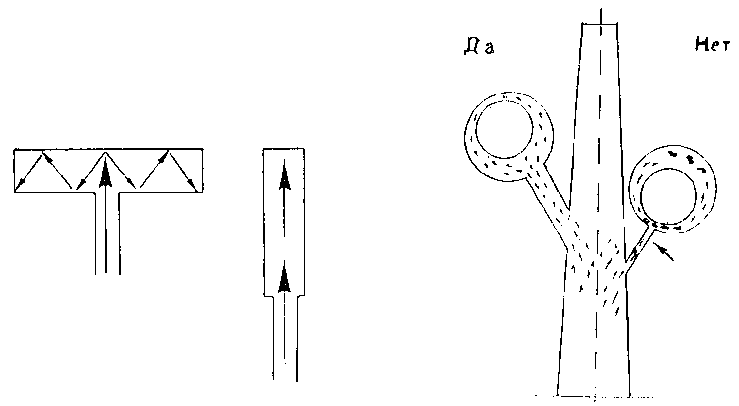
Если модель имеет разную толщину в разных местах,
необходимо обеспечить несколько питающих каналов,
прикрепленных к частям модели с наибольшей толщиной –
жидкая масса должна проходить из участка с большей
толщиной
в меньшие, и никогда наоборот. 
Рис.1 Рис.2 Рис.3 Рис.1 – неверное расположение литника.
Рис.2 и 3 –правильное расположение литников.
Металл начинает затвердевать в местах с наименьшей толщиной. Изделие становится неполным и пористым, если температура формы и металла слишком низки. Питающие каналы должны выходить в наиболее крупные части модели.
При сборке «елочки» используют 3 условных варианта наборки восковок:
-вертикальными рядами; - горизонтальными рядами -в шахматном порядке.
Выбор
варианта наборки зависит от ассортимента
восковок с учетом возможности максимально
плотной наборки. При этом восковки не
должны касаться друг друга. Расстояние
между ближайшими точками модели должно
быть не менее 3 мм. При размещении восковки
на стояке необходимо учитывать возможность
для выхода воздуха при вибровакуумировании
«елочки» из углублений в восковке. Для
сборки моделей в блок восковой стояк
укрепляют в специальном приспособлении
- держателе. Держатель устроен так, чтобы
при сборке восковой ёлки, литник с
уплотнителем можно было поворачивать
вокруг нескольких осей. Затем тонким
лезвием электрошпателя касаются
одновременно питателя модели и посадочного
места. После этого нож быстро убирают,
а соединяемые части слегка прижимают
одна к другой до застывания воска в
месте припайки. Операцию повторяют,
поворачивая «ёлку» по мере необходимости,
пока стояк не будет заполнен полностью.
Рекомендации к изготовлению восковой ёлки:
Восковая ёлка должна собираться из восковых моделей приблизительно одинаковой толщины стенок в сечениях, т.к температура заливки металла устанавливается в зависимости толщины стенок моделей.
Если в одной опоке необходимо отлить модели с разной толщиной стенок, то тонкие модели следует разместить на вершине «ёлки» и ближе к стволу, а толстые ближе к внешней стороне, т.к в центре опоки более высокая температура.
Толстые восковые модели не должные размещаться своими большими поверхностями близко друг к другу. Желательно большие поверхности одних моделей размещать рядом с малыми поверхностями других.
Восковые модели следует располагать под острым углом к стояку (60° - 80°), это облегчает выжигание воска и способствует более плавной заливке металла по всем частям модельной полости.
Расстояние от верхушки литниковой чаши до нижнего ряда восковых моделей должно составлять не менее 10 мм, в связи с возможным образованием недоливов в нижнем ряду восковой ёлки.
Изготовление литейной формы.
После сборки восковой «ёлки» переходят к изготовлению литейной формы.
- Для этого необходимо собранный модельный блок обезжирить в 5% р-ре сульфонала, либо в спирте, либо в 4х хлористом углероде, промыть его в холодной воде и высушить потоком воздуха до полного исчезновения влаги с поверхности моделей.
Современные порошки позволяют за несколько минут получить легко изготавливаемые и прекрасные по качеству формы.
В основном эти порошки включают в себя следующие ингредиенты:
Окись кремния (SiO2) Служит в качестве добавки к смеси порошков кварца и кристобалита( это разновидность кварца, отличающегося высоким тепловым расширением, способным компенсировать усадку расплавленного металла во время затвердевания).
Полугидрат сульфата кальция (CaSO4•½H2O) при плавке выполняет роль связующего материала. Вступает в реакцию с водой, образуя гидратный гипс.
Добавки или модификаторы Используются для контроля за временем упорядочивания расплавленного сплава, характеристик потока и для снижения количества пены в вакууме.
- Опоки на поверхности имеют множество отверстий, благодаря которым происходит быстрое остывание массы. Кроме того через эти отверстия происходит всестороннее вакуумное всасывание и быстрое остывание краёв опоки после заливки расплава. Опоки перед использованием тщательно очищают от остатков старой формомассы. Резиновый уплотнитель должен плотно надеваться на опоку. Затем опоку обматывают полиэтиленовой пленкой и закрепляют резинками, причем пленка должна выступать над верхней частью опоки на 7 - 10 см. Это нужно для предотвращения разбрызгивания формовочной смеси при вакуумации.
- Далее приготавливают формовочную смесь. В ёмкость для приготовления формовочной смеси заливается вода комнатной температуры. Затем добавляется формовочный порошок (порошок всегда добавляется в воду, а не наоборот) и смесь равномерно перемешивается до однородной массы. Готовая смесь должна иметь консистенцию сметаны.
- Заливать формовочную смесь нужно аккуратно по стенке опоки, чтобы не повредить восковые модели. Опоки помещают в вакууматор. Вакуумация продолжается до прекращения выделения на поверхности формомассы пузырьков (примерно 3-4 минуты).
- Затем опоки выдерживаются 15 мин, и с них снимается обвязка. Удаляют излишки фомомассы, маркируют опоки. Затем опоки выдерживаются при комнатной температуре 1 – 2 часа и их помещают в муфельную печь, предварительно сняв резиновые основания.
- Модельный состав вытапливают паром, или в муфельных печах, или в спец.шкафах для вытапливания воска. Режим прокалывания опок обычно прилагается к формомассе. При вытопке воска помещают опока в предварительно прогретую до 150°С печь. При 90-160°С большая часть воска вытекает через литниковое отверстие. Опоку медленно прогревают до 200°С. Пар, образовавшийся при нагревании влажной формомассы помогает удалению воска. При 550°С оставшийся воск превращается в сажу, а при 750°С сажа соединчется с кислородом воздуха, образуя CO2, и полностью удаляется. Но опоку нельзя нагревать выше 800°С, т.к иначе разрушится гипсовая связка. Печь обязательно должна вентилироваться, что бы поры формомассы не забивались золой.
- Опока проходят многоступенчатый режим отжига (прокалки). Режим может длиться 4,6,8, 12 часов.
6-и часовой режим отжига (для небольших опок):
Выдержка при температуре 200 °С – 1 час.
Нагрев до 730 °С – 1 час.
Выдежка при 730 °С – 2 часа.
Охлаждение до 540 °С – 1 час
Выдержка при 540 °С – 1 час.
Для больших опок рекомендуют 12-и часовой цикл.
В печи цилиндры должны на достаточном расстоянии друг от друга.
Далее опоки нагревают до необходимой температуры, при которой будет литься металл. Рекомендуется по - возможности снижать температуру заливаемого металла и опоки, т.к при высоких температурах в отливках возникают ликвации и др.дефекты.
Во избежание дефектов в готовых изделиях необходимо следовать рекомендациям:
1.Материалы, используемые в микролитье, адсорбируют влагу из окружающего воздуха. Однако перед использованием они должны быть совершенно сухими, иначе потребуется больше времени для обработки, а форма может оказаться намного менее прочной. Кроме того, поверхность формы может оказаться шероховатой или даже иметь острые кромки.
2. Необходимо строго соблюдать соотношение порошка и воды.
1 кг. порошка разводится в 360-400 г воды. В таблице 1 приведены количества порошков и воды для изготовления изделий разной геометрической формы.
|
Покрытие в граммах |
Вода в граммах для тяжелых изделий |
Вода в граммах для средних изделий |
Вода в гаммах для тонких изделий |
|
1000 |
360-370 |
370-390 |
400 |
3. Необходимо всегда помнить, что порошок добавляется в воду, а не наоборот, иначе возникает риск образования сгустков, могущих повредить изделия.
4. После перемешивания, покрытие разливается по цилиндрам и дальше обрабатывается в вакууме с использованием спец. оборудования. Время обработки составляет приблизительно 9 минут. Обработка осуществляется при температуре ~23°С.
В настоящее время существуют вибровакуумные смесители формовочной массы. ( напр. «St.Louis» ) Они позволяют автоматизировать весь процесс изготовления литейных форм. Последовательность выполнения операций:
1. Засыпать необходимое кол-во формовочной масс и залить необходимый объём дистиллированной воды. 2. Смешивание компонентов. Возможна регулировка скорости перемешивания в зависимости от формомассы, а так же времени перемешивания. (3-5 мин.) 3. Дегазация смеси – частичное удаление газов. (3-5 мин) 4. Заливка смеси в опоку. 5. Вибровакуумация смеси в опоке. Полное удаление газов из смеси в сочетании с вибрационным покачиванием опоки. (8-10 мин) 6. Сушка опок 1-2 часа в зависимости от их размера. 7. вытопка воска. 8 прокалка опок.
2.5. Описать технологию чернения серебра с указанием технологических режимов процесса, оборудования. Чернение ювелирных украшений производится для того, чтобы защитить их от потускнения и придать им красивый вид. Само оксидирование сводится к нанесению на поверхность ювелирных украшений химически стойкой защитной пленки, которая предназначена для повышения декоративных свойств и антикоррозионных качеств. Оксидирование проводится двумя основными способами: химическим и электрическим. Внутри этих способов различается также цветное и бесцветное оксидирование. Последнее еще называется пассивным. Подобной обработке подлежат изделия из серебра и недрагоценных металлов или сплавов.
Оксидная пленка на долгое время способна сохранить декоративную привлекательность изделия. А получение прозрачной пленки, покрывающей поверхность изделия, так называемое пассивирование, дает возможность серебру надолго сохранить свой естественный белоснежный цвет. Изделия же, покрытые цветной пленкой, как правило, черной или темно-серой с оттенками различных цветов (синеватым, желтоватым, зеленоватым), могут сохранять свои декоративные теневые эффекты вплоть до попадания в агрессивные или абразивные среды. Химическое пассивирование серебра обычно получают при помощи электролита, состоящего из двухромовокислого калия и оксида хрома. Температура раствора колеблется в пределах 18-25˚С, время обработки составляет около 2 часов. После обработки изделие подлежит промыванию в холодной проточной воде и просушке.
Химическое декоративное (цветное) оксидирование серебра происходит в растворах сульфида калия (серной печени, 10 г на литр). Для его приготовления используется сплав серы и поташа (углекислого калия, 1 г на литр) в пропорциях 1:2 или 1:1. Плавка состава производится при постоянном помешивании, чтобы не дать составу воспламениться. Она проводится до получения однородной темно-коричневой массы. Полученный состав хранится в форме куска в темном закрытом сосуде. Для того чтобы получить оксидирующий раствор, берется необходимое количество массы (обычно около 20-30 г на литр воды), измельчается и растворяется в воде при температуре около 90˚С. Для оксидирования обезжиренное изделие из серебра (обезжирить: химическое обезжиривание в электролите: 20-30г/л Na2CO3, 30-40 г/л Na3PO4, 3-5г/л Na2SiO3) окунается в раствор. Если необходимо провести оксидирование отдельного участка, а не всего изделия, то раствор наносится на заданные участки при помощи тонкой кисти. Для повышения активности раствора серной печени и разнообразия оттенков, в состав раствора могут вводится хлористый аммоний (около 40 г на литр воды) или углекислый алюминий (около 20 г на литр воды). Полученный раствор остается активным, т. е. пригодным для использования, примерно в течение 5 часов.
Процесс потемнения поверхности изделия должен происходить под постоянным визуальным контролем. Когда достигается необходимое состояние ювелирного украшения, оно фиксируется промывкой в проточной воде. Высохшую поверхность очищают при помощи фетра (сукна), натертого мелом, или полируют до получения нужного цветового фона.
Билет № 6 Гребень.