

2.1. Технология – ротационная вытяжка с последующей отделкой декоративными металлическими деталями, поделочными камнями и гальваническое золочение
Ротационная вытяжка
Это процесс последовательного изменения формы и размеров плоских или полых вращающихся заготовок приложением локализованного деформирующего усилия. Локализованное деформирующее усилие передается на заготовку с помощью рабочего инструмента (давильника), перемещающегося по заданной траектории.
Ротационная вытяжка может производиться без утонения стенок и с утонением. Вытяжка без утонения стенок делится на однопереходную и многопереходную. При однопереходной вытяжке инструмент движется по простой траектории, аналогичной образующей готовой оболочки. При многопереходной вытяжке инструмент движется по сложной траектории, поэтапно приближающейся к форме образующей готовой оболочки.
Однопереходная ротационная вытяжка:
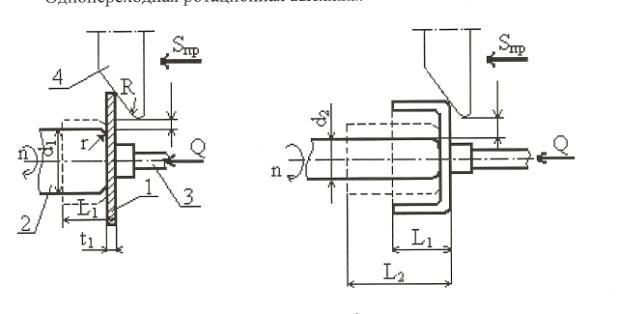
1 -ая операция 2-ая операция
- исходная заготовка
- оправка
- прижим
- давильный ролик
Однопереходная вытяжка без утонения стенок производится если зазор между роликом и оправкой несколько больше толщины заготовки:
k(t±δ1)
где: к - коэффициент, учитывающий увеличение толщины стенки вследствие тангенциальных сжимающих напряжений к = 1,1 - 1,2;
δ1- допуск на толщину стенки исходной заготовки. Для обеспечения оптимального режима вытяжки, необходимо:
задавать необходимый зазор между роликом и оправкой;
шлифовать рабочие поверхности роликов Ra = 0,16 мкм, а при тяжелых работах полировать Ra = 0,1 -0,04 мкм;
задавать необходимые радиусы переходов оправки и профилей рабочих частей роликов;
строгое соответствие траектории перемещения ролика геометрическим особенностям процесса;
применять смазочный материал, обеспечивающий стабильно низкий коэффициент трения и хорошо удерживающийся на поверхности. Эффективно покрывать заготовки носителем смазочного материала (фосфатировать, анодировать, пассивировать и т.д.).
Схема
траектории движения инструмента
при многопереходной ротационной
вытяжке: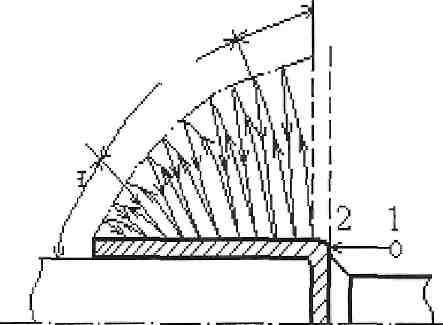
1 стадия
2 стадия
:3 стадия
1 - 2 - линия подхода инструмента к заготовке. Ролик движется по заданным траекториям,
поэтапно приближающимся к форме образующей готовой детали.
Ротационной вытяжкой с заданным
утонением получают оболочки с
постоянной и переменной толщиной
стенок.
Наиболее простой случай - ротационная протяжка. Применяют два
метода: прямой и обратный с наличием осевого прижима и без осевого
прижима. При обратном методе длина оправки может быть меньше длины детали, можно применять более компактное оборудование, но качество ниже.
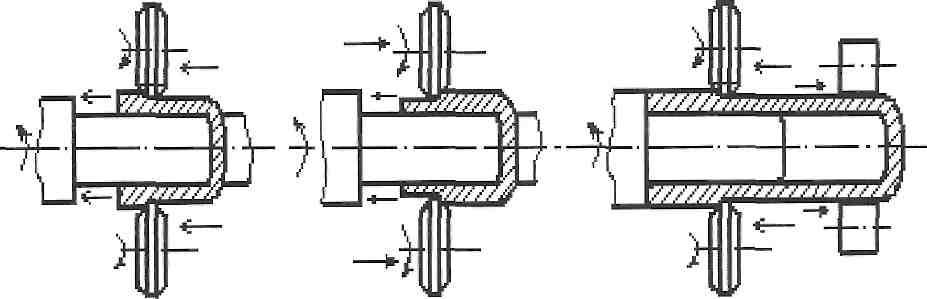
Прямая протяжка Обратная протяжка Обратная протяжка
с осевым прижимом без прижима
Торцевая ротационная раскатка.
Применяется для получения кольцевых деталей с фланцами и другими утолщениями взамен обработки резанием или горячей штамповки.
При этом не требуется мощного штамповочного оборудования, уменьшается суммарная трудоемкость на 30%, снижается расход металла до 20 - 30%, сокращается расход инструмента в 1,5-2 раза вследствие резкого сокращения удельных усилий и упрощения конструкции.
Заготовки для торцевой раскатки чаще всего являются заготовки из труб. В качестве основного деформирующего инструмента применяются валки цилиндрической или конической формы.
Цилиндрический валок формирует внутренний или наружный бурты по схеме высадки.
Значительно большие возможности обеспечивает деформирующий инструмент в виде конического валка, расположенного под углом 5 - 15° к оси детали. Этот валок позволяет формировать деталь по схемам высадки, прямого и обратного выдавливания, раздачи, осадки и др.
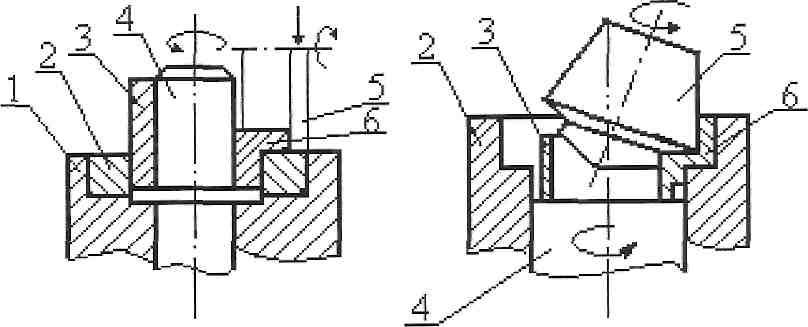
Раскатка цилиндрическим Раскатка коническим
валком валком
- матричный блок
- матрица
- заготовка
- оправка
- раскатный валок
– деталь