

2.5 Подробно описать технологию горячего эмалирования.
Эмалирование – вид декоративной отделки, связанный с покрытием участков изделия легкоплавкой стекловидной массой. В эмалированных изделиях удачно сочетаются механическая прочность металла с химической устойчивостью стекла с его декоративными характеристиками. Основой под эмаль служат : медь и её сплавы, драгоценные металлы и их сплавы.
Как и всех технологические процессы, эмалирование начинается с подготовительных операций. К этим операциям относятся: подготовка к нанесению самых эмалей и поверхности металла-основы.
Подготовка металла-основы. Хорошему сцеплению эмали с металлом-основой способствует– безукоризненное состояние металла-основы: гомогенная структура металла, отсутствие вредных примесей и внутренних напряжений, чистая поверхность металла.
При эмалировании следует избегать разнотолщинности металла, применения деталей и фрагментов со сложными пайками, длинных прямоугольников, абсолютно гладких плоскостей. Больше всего для эмалирования подходят слегка выпуклые формы, т.к. они не деформируются при обжиге. Выгнутая поверхность по сравнению с вогнутой увеличивает яркость эмали. Металл с раковинами и вздутиями непригоден для дальнейшей обработки, т.к. в большинстве случаев эти дефекты проявляются на заключительных этапах.
Подготовка металла-основы состоит из следующих этапов:
Отжиг. Изделие подвергают кратковременному нагреву до достижения цвета тёмно-красного каления (~0,65-0,7t0пл металла). Благодаря рекристаллизации металла, исчезают напряжения, образующиеся при обработке, сгорают все остатки клеёв, масел и жиров.
Отбеливание. После отжига изделие охлаждают в воде и травят в 10 %-ом растворе серной кислоты t0 раствора 50-60°С. Золото, медь и томпак можно отбеливать в 10 %-ом растворе азотной кислоты, также можно травить в растворе лимонной кислоты. Нельзя погружать в кислоту горячие изделия, т.к. кислота проникает в поры и микротрещины на поверхности металла и в дальнейшем вызывает дефекты эмалей. В результате травления поверхность становится шероховатой, что улучшает сцепление эмали с основой.
Промывка. Промывку производят последовательно в горячей и холодной воде. Последнюю промывку необходимо произвести в дистиллированной воде.
Сушка.
Обезжиривание. Изделие обезжиривают, если его нельзя отжинать и протравливать. Производят с помощью трихлорэтилена, спирта, аммиака, раствора соды. После чего тщательно промывают под проточной водой.
Подготовка эмалей. Подготовка эмалей состоит из следующих этапов.
Дробление и размалывание. Этим этапом начинается подготовка эмалей, если они поступили в кусках. Для этого берут нужное количество кусков эмали, прокаливают в муфельной печи в течении 10 мин при температуре 400 оС и охлаждают в воде, для упрощения размалывания. Далее эти куски помещают в фарфоровую ступку с пестом и размалывают до нужного размера фракции.
Растирание. Эмаль растирают до нужного размера зерна в фарфоровой ступке с небольшим добавлением дистиллированной воды. Периодически мутную воду сливают и заменяют свежей. Важно помнить, что крупнозернистые эмали расплавляются легче и обладают большим блеском, чем мелкозернистые. Но размер зерна эмали также зависит от размера заполняемых ячеек.
Отмучивание. Растёртую эмаль помещают в фарфоровую чашу и тщательно перемешивают пластиковым шпателем, чтобы вода охватила всю эмалевую массу. Оставшуюся сверху мутную воду сливают и заменяют свежей. Этот процесс повторяют до тех пор, пока вода не станет совсем прозрачной.
Нанесение эмали. После подготовительных операций следует этап нанесения эмали. Эмаль наносят двумя основными способами: «сухим» и «мокрым». «Сухим» способом эмалевый порошок наносят с помощью сита, насеивая его на поверхность основы, или распылением с помощью пистолета-распылителя. Эмали при этом способе наносятся неотмученные, что может привести к помутнению прозрачных эмалей этот способ особенно хорош для нанесения глухих эмалей. «Мокрый» способ наиболее часто используется при изготовлении горячих эмалей. Увлажнённую эмаль наносят в подготовленные ячейки кистью или шпателем, выравнивают и уплотняют лёгкими постукиваниями по изделию сбоку. Отмученный порошок должен быть увлажнён, но без избытка влаги.
Сушка эмали. Сначала влагу из нанесённой эмалевой кашицы удаляют с помощью кисти, а затем изделий сушат при температуре 60-80оС в течении ~30 мин. Время сушки зависит от толщины нанесённого слоя и от помола. В результате неполной просушки эмали возможны дефекты покрытия:
водяной пар взрывоподобно улетучивается, захватывая с собой частицы эмали, в результате чего образуются непрокрытые участки.
при вскипании воды частицы эмали смещаются в соседние иначе окрашенные поля, образуя инородные цветовые пятна.
у эмали тонкого помола образуются морщины и трещины
эмаль отслаивается с нижней стороны и с вертикальных плоскостей.
при обжиге могут появиться пузыри в эмалевом покрытии
Обжиг эмалей. Обжиг эмалей осуществляют в муфельной печи при температуре выше температуры плавления эмали на 20-40 оС. это уменьшает время обжига, улучшает цвет эмали, металл основы меньше окисляется. Температура плавления эмалей находится в диапазоне 600-900 оС, поэтому обжиг эмалей начинают с наиболее тугоплавкой с последующим понижением температуры плавления. Принцип последовательного понижения температуры плавления эмалей позволяет избежать дефектов эмалевого покрытия, но увеличивает трудоёмкость процесса. Поэтому необходимо подбирать эмали с пересекающимися температурными интервалами плавления, для снижения количества обжигов.
Охлаждение и правка после обжига. После обжига подставку с изделием достают из муфеля и дают намного остыть рядом с ним. После этого изделие снимают с подставки на теплоизоляционную плиту для дальнейшего охлаждения. Слишком медленное охлаждение приведёт к помутнению эмалей, а слишком быстрый отвод тепла – к повреждению (растрескиванию) эмалевого покрытия.
При обжиге изделия могут деформироваться. Правку производят, когда на эмали исчезнет цвет красного каления. В этот момент эмаль и металл ещё находятся в пластичном состоянии. Для правки плоских поверхностей используют деревянные пуансоны, покрытые асбестом, металлические правильные доски. Наиболее часто достаточно сильно прижать предмет к подставке двумя штапелями. Избежать деформации изделия при обжиге можно использованием правильно сконструированной отожжённой подставки, нанесением контрэмали, снятием внутренних напряжений в металле-основе.
Очистка изделий от окалины. Очистку эмалированных изделий производят химическим и механическим способом. Наиболее часто используется механический способ, т.к. травление в кислотах может привести к растрескиванию эмалей. Химическому травлению подвергают изделия с кислотоустойчивыми эмалями. На эмали, чувствительные к агрессивным средам наносят защитный слой из смеси парафина и канифоли в соотношении 1:1. Травление производят в растворах соляной, серной, азотной или лимонной кислот с малой их концентрацией. Травление кратковременно, травящий раствор и изделие д.б. холодными. Более устойчивы к травлению прозрачные эмали, особо чувствительны – глухие красных, светло-жёлто, зелёных, чёрных цветов.
Промывка и сушка. Промывка используется для удаления остатков травящих растворов и полировальных паст. Далее производится сушка при комнатной температуре.
Шлифование и полирование. Если на изделии эмали и металл должны иметь одну поверхность, изделие подвергают следующим операциям:
шлифование производят при помощи абразивных брусков и шкурки различной зернистости. Этот процесс проводят на шлифовально-полировальном станке и бормашине. Шлифование должно производиться с достаточной подачей воды, для удаления частиц абразива. После шлифования изделие необходимо промыть в мыльной воде с помощью щётки, затем промыть в дистиллированной воде и тщательно высушить.
горячее полирование – обжиг отшлифованного изделия до появления зеркального блеска на эмали. После изделие охлаждают, механически удаляют окалину. Этот этап часто исключают из процесса отделки эмалей, ограничиваясь только механической обработкой.
финишная полировка осуществляется на шлифовально-полировальном станке и бормашине с использованием мягких фетровых и войлочных кругов и полировальной пасты.
промывка. После полирования изделия очищают от остатков полировальных паст с помощью обезжиривания (сода, аммиак и др.). После этого изделие промывают в проточной воде и с помощью пароструйного генератора.
Билет №21
Набор для сервировки стола (ложка , вилка, нож) из мельхиора в стиле «барроко». Годовой выпуск – 1500 шт.
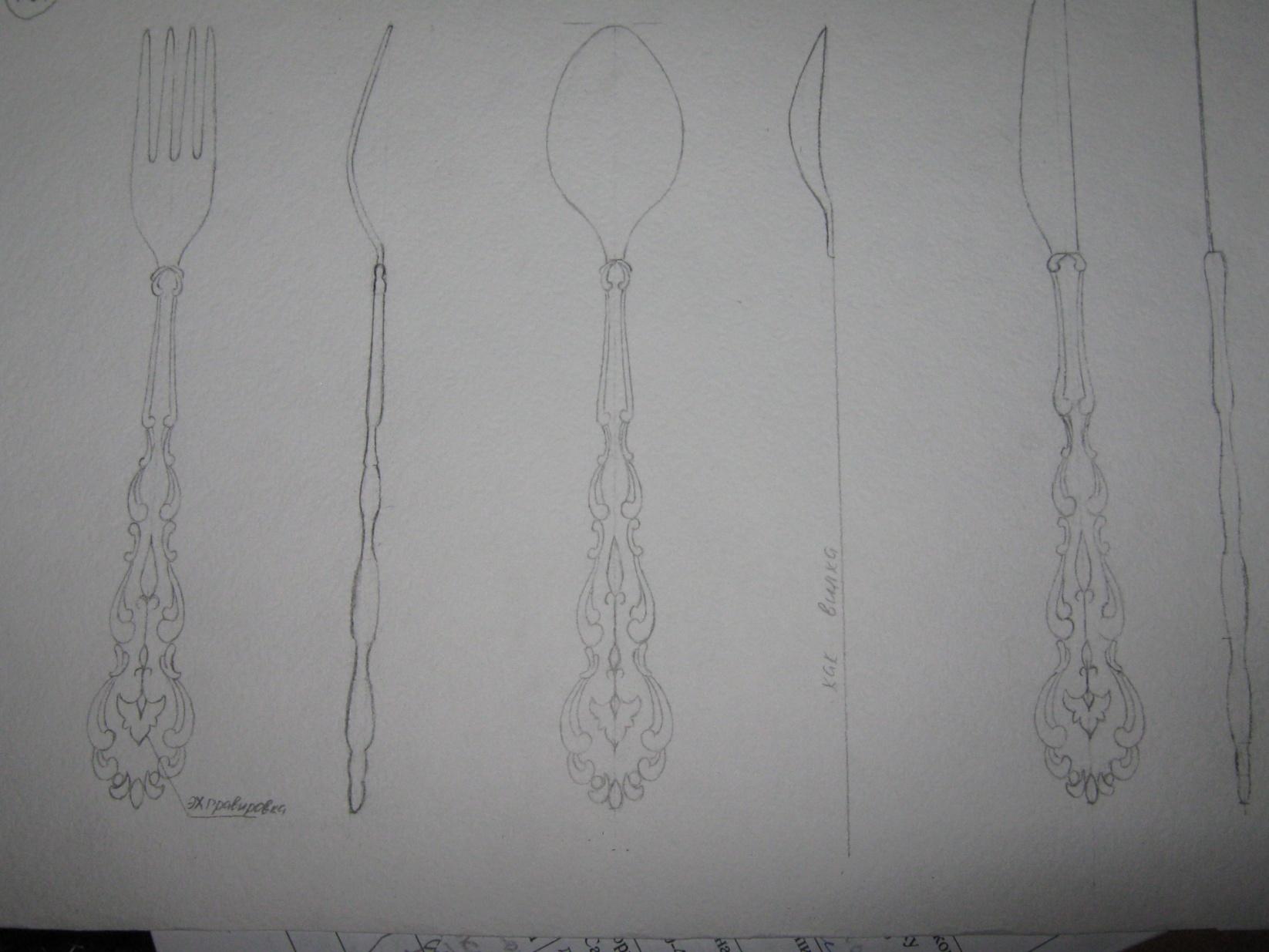
1.3 Дать краткую аннотацию набора и его композиционный анализ, отразив художественную ценность, оригинальность, пропорции, симметрию, ритм, пластику, динамику или статику всего изделия, или его отдельных элементов.
Барокко - броская цветистость и динамичность - соответствовали самоуверенности. Основные элементы барочного стиля, так же, как и ренессансного, восходят к античности; главное же, что отличает барокко, - это повышенная динамичность форм, беспокойный ритм кривых линий. Пышные, помпезные формы барокко находят широкое применение в первую очередь в культовом строительстве, в архитектуре и интерьере новых церквей и монастырей.
Стиль барокко появился в XVI—XVII веках в Европе. Барокко свойственны контрастность, напряжённость, аффектация, стремление к величию и пышности, к совмещению реальности и иллюзии. Характерные детали барокко — атланты, кариатиды, маскароны. Для барокко свойственно влечение к необычному, удивительному, поразительному. Основные цвета:красный, розовый, белый, голубой с желтым акцентом. Сочетание контрастных цветов (популярное – белый с золотом), богатые цветовые палитры (от изумрудного до бордо). Интересный выпукло-вогнутый асимметричный рисунок; в формах полуокружности, прямоугольника, овала; выраженное горизонтальное членение. Соблюдается общая симметрия.
Разработанный набор для сервировки стола выполнен с характерным для барокко стремлением к помпезности, пышности и сдержанному величию, которые выражаются нагромождением декоративных элементов, не играющих конструктивной роли и являющихся лишь украшением. Используется причудливый, асимметричный декор, но общая симметрия изделий соблюдена. Дополнительная декоративная обработка – электрохимическое гравирование выполнена в виде орнамента характерного для барокко.