2.4 Схема вырубного штампа схему раскроя усилие вырубки, размеры.
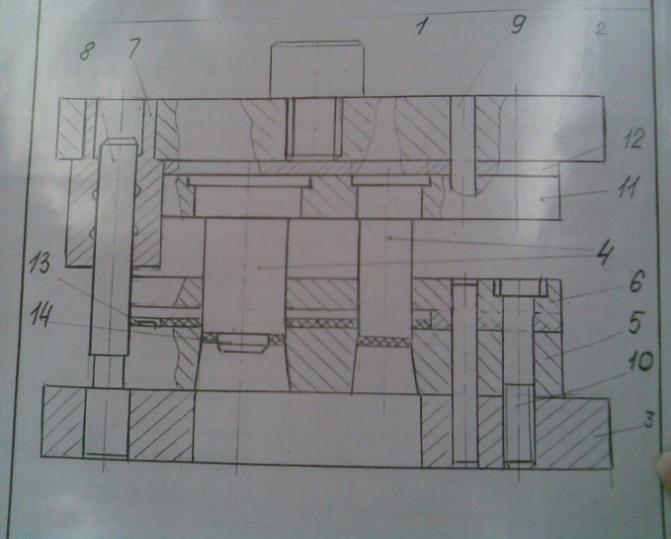
Схема раскроя. Расчет исп.размеров матрицы и пуансона.
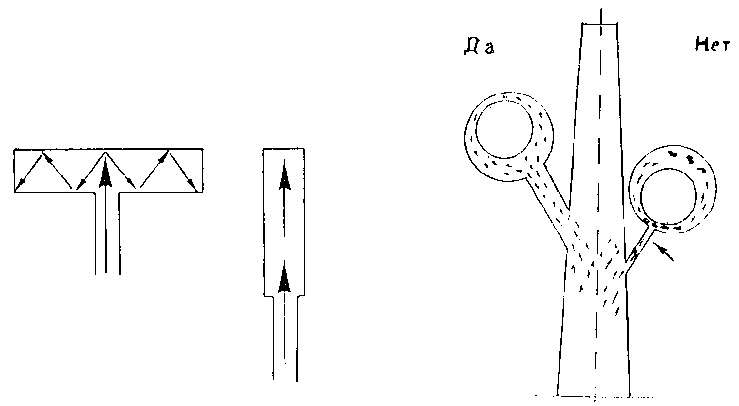
При вырубке контуры заготовок удалены на величину технологической перемычки-конпенсации погрешности при подаче материала и фиксации его в штампе
а1-межконтурная перемычка
а- боковая
При однорядной вырубке из полосы шаг подачи расчетная ширина полосы:
bн = bр + ∆Ш
Где bр – расчетная ширина полосы
∆Ш = 0,5 мм – допуск на ширину полос;
Так как толщина металла = 1 мм, перемычка между деталями:
а = (0,8-2) × S = 2 мм;
Шаг подачи: t=D+a1;t=78+3=81мм
bр = D + 2a = 78+2*2 = 82мм
bн=82 + 0,5 = 82,5 мм номинальная ширина полосы
количество деталей, полученных из полосы
n=10
L=10*78+3*2+9*2=804мм.
Коэффициент использования металла
η= 100(fn\F)
f-площадь вырубаемой детали=78*78=6084мм.кв.
F-площадь полосы=82,5*804=66330мм
n-количество выруб деталей=10шт
η=100(6084*10/66330)=91,7 % использования материала.
Усилие вырубки
Вырубка-пробивка производится штампами с плоскими режущими кромками, так как это упрощает изготовление инструмента.
P = K×L×S×σср. , [Н]
где K – коэффициент притупления режущих кромок (1,1-1,3);
L - длина контура детали;
S - толщина детали, S = 1 мм;
σср. - сопротивление сдвигу [МПа], σср. = 250 МПа(так как исп.медь неотожженая, табл.величина)
Усилие при вырубке:
P1 = K×L1×S×σср. = 1,2×240×1×250 =72000 Н
Выбор конструктивных элементов матрицы и пуансона
а) Найдем двусторонний зазор между матрицей и пуансоном:
z = ( 8-10%) от S
z = 1*0,08 = 0,08 мм
б) Толщина рабочего пояска матрицы 8 мм.
2.4. Расчет исполнительных размеров матрицы и пуансона
Толщина материала = 1 мм
При вырубке наружного контура:
Dм=(dн- δи ) +δм =
dп=(dн-δи-z)-δп=
Где Dм-номинальный размер матрицы
dп- номинальный размер пуансона
dн- номинальный размер вырубаемого изделия
δм-допуск матрицы назн по 8 квал. Для наружного контура толщиной до 3мм.
δи- допуск размера изделия
z-зазор
Dм=(78-0,74) +δм=77.26 мм
dп=(78-0.74-0.08) -δп=77.18 мм
2.5 Технология блестящего серебрения. выбор электролита(+смотри лекцию-цианистый электролит)
|
Серебрением называется процесс нанесения слоя серебра на поверхность изделия (как правило, металлического), оно находит применение для покрытия предметов сервировки стола, ювелирных изделий, бижутерии, предметов церковной утвари, сувениров, значков, а также электрических контактов. Кроме того, с помощью серебрения производится реставрация серебряной и посеребренной посуды. В среднем, толщина покрытия серебром колеблется от 3 до 30 мкм. Максимальные габариты деталей обыкновенно уточняются для конкретных случаев, однако, есть и стандартные параметры - 400х200х200. Существует также и такой способ серебрения – серебрение с оксидированием, то есть нанесение декоративной пассивной пленки. Также возможно покрытие серебром и серебрение поверхности с помощью специальной установки. Каким же целям служит серебрение? В первую очередь, серебрение используется для повышения коррозионной стойкости, а также электропроводимости и для придания покрытию эстетических качеств. Есть и такой метод серебрения, как гальваническое серебрение. Эта операция будет чрезвычайно эффективной, если проводить её на специальном оборудовании с использованием профессиональных реагентов. Использование высокочастотного импульсного источника позволяет быстро получать металлическое покрытие самого высокого качества с высокими адгезионными свойствами. Определить полную себестоимость изделия и его отпускную цену для ус ловного ювелирного предприятия: 3.1. Стоимость основных материалов М, руб/кг определить укрупненно, исходя из га- баритов изделия и его массы. 3.2. Расценка с учетом дополнительной зарплаты В, руб/шт., ЕСН=36,2%, накладные расходы НР,% (общепроизводственные, общехозяйственные, коммерческие) рентабельность Р,%, акциз А,% - известны (приведены в табл.1). 1. основные материалы.ОМ=цена(мат)*m изд. 2. Покупные полуфабрикаты ПП=Цпп*nпп n-количество Комплектующие изделия КИ=Цки*nки
Осн.зарплата
осн.рабочих.
Дополнительная
з\п осн.раб. ЗПдоп.осн.раб.= 10%от Единый соц.налог ЕСН= 26%(ЗПосн+ЗПдоп) Услуги сторонних организаций: клеймение 2-3р. Затраты на электроэнергию---
Накладные
расходы НР=(60-100%)от
Производственная
себестоимость с\с= Коммерческие расходы КР= 2%*с\с Полная стоимость с\с полная=с\с +КР Прибыль предприятия П=Рот с\с полная где Ррентабельность15-25% Оптовая цена предприятия Цопт.пр.= с\сполная+П Цена оптово-отпускная Цопт.отп.=Цопт+НДС18% 4. Внутренний и наружный пожарный водопровод. Установки пожаротушения - совокупность стационарных технических средств тушения пожара путем выпуска огнетушащего вещества. Предназначены для тушения пожаров в начальной стадии их возникновения; они запускаются автоматически или с помощью дистанционного управления. Названные установки заправляются: водой, пеной, негорючими газами, порошковыми составами или паром. Установки пожаротушения должны обеспечивать локализацию или ликвидацию пожара. К автоматическим установкам водяного пожаротушения относятся спринклерные и дренчерные установки. Спринклерные установки представляют собой автоматические устройства тушения пожара водой. Их применяют в отапливаемых помещениях. Состоят из системы водопроводных труб, проложенных под потолком, в которые ввинчиваются специальные головки. Головка закрыта клапаном, который удерживается легкоплавким припоем. Повышением температуры до 70…80о С приводит к расплавлению припоя и открытию головки, из которой поступает, разбрызгиваясь, вода на очаг пожара. На каждые 12 м площади помещения устанавливается одна головка. Когда из спринклера начинает поступать вода, на пожарном посту появляется сигнал, указывающий место пожара Дренчерные установки представляют собой также систему трубопроводов, но головки этих установок постоянно открыты. Вода поступает при срабатывании специальных клапанов или при открывании задвижек ручным способом. Используют на открытых площадях, в неотапливаемых помещениях для орошения больших площадей. Средства пожарной автоматики предназначены для автоматического обнаружения пожара, оповещения о нем людей и управления их эвакуацией, автоматического пожаротушения и включения исполнительных устройств систем противодымной защиты, управления инженерным и технологическим оборудованием.
Билет 27. Колье из сплава на основе серебра стиль авангард с неск.центрами тяжести и выявлением новизны формы. Годовой выпуск 1250шт. Литьё по выплавляемым моделям, перегородчатая эмаль. Подробно описать процесс изготовления перегородчатой эмали: оборудование, последовательность операций, термические режимы. Описать возможные процессы полировки поверхности изделий из сплава на основе серебра. 1.3. Данное изделие – колье, выполненное в стиле авангард. Колье выполнено из сплава на основе серебра, с использованием перегородчатой эмали. Экстравагантное колье, достойное стать яркой деталью безупречного образа. Сочетание геометрических фигур, контрастных цветов и яркого блеска эмалей подчеркивает индивидуальность его обладателя. Авангардизм - тенденция отрицания традиций и экспериментальный поиск новых форм и путей творчества. В основном к этому стилю склоняются решительные, импульсивные люди, любящее яркие цвета и готовые к сумасшедшим изменениям и экспериментам. Формы и цвет вот на что должен быть направлен главный акцент. Характерными чертами стиля авангард является контраст, выраженный в цветах эмали и фактурах, в самой идее художника. Особенности стиля подчеркиваются с помощью геометрии форм и асимметричности, кот. создаёт эффект движения; целостность композиции сохраняется за счет повторяемости единого стиля на всех центрах тяжести. Контрастность, высокая степень стилизации объекта, изобразительность, нестандартность - черты ,присущие стилю авангард нашли отражение в этом колье. 2.1. ЛВМ в настоящее время является самым распространённым, высокопроизводительным, малоотходным, недорогим способом массового производства юв.изделий из сплавов благородных металлов. Сущность ЛВМ заключается в том, что модель после ее заформовки в опоке удаляется из последней путем нагрева. При этом нет необходимости разбирать форму для извлечения модели. Способ позволяет формовать любые по сложности изделия целиком, обеспечивая при этом чистоту поверхности и точность воспроизведения ажурного рисунка с минимальными потерями драгоценного металла (доли %) и рациональным использованием ручного труда. Особенно эффективен этот метод при получении мелких и тонкостенных отливок. Использование пластичных резиновых пресс-форм и формовочных материалов на основе гипса с принудительной заливкой металла в форму, позволяет получить точное качество и форму рисунков. При литье по выплавляемым моделям с принудительной заливкой металла применяются различные литейные установки: центробежные л. у., вакуумные и т.д. Эмалирование – вид декоративной отделки, связанный с покрытием участков изделия, легкоплавкой стекловидной массой. По технике исполнения эмали делятся на: 1. выемчатые 2. перегородчатые 3. оконные. 4. накладные. Перегородчатые- эмали, заполняющие углубления между перегородками, сделанными из вальцованной проволоки или филиграни, припаянными к основанию. Высота перегородок 0,8-1мм. 2.2 Основной материал для изготовления колье - сплав СрМ 950. Из-за высокого содержания серебра в сплаве СрМ 950 и высоких механических свойств хорошо подходит для литья по выплавляемым моделям. Сплав хорошо подходит для эмалирования. Цвет сплава соответствует цвету чистого серебра. Благодаря высокой отражательной способности серебро придает прозрачным эмалям бриллиантовый блеск, хотя некоторые эмали взаимодействуют с серебром и изменяют свою окраску. У сплавов серебра благодаря присутствию в них меди сцепление эмали с основой значительно прочнее, а термическое расширение меньше, что улучшает свойства покрытия. Интервал плавления 870-910 °С, а так как интервал плавления используемых эмалей составляет 700-750 °С, то данный сплав подходит для эмалирования. Его цвет и антикоррозийные свойства такие же, как и у чистого серебра. Сплав хорошо поддаётся обработке давлением, а так же глубокой вытяжке, чеканке. Его так же применяют для изготовления оч.тонкой проволоки. Сплав имеет не высокие механические свойства, но старением можно увеличить прочность сплава, но это приводит к усложнению и удорожанию тех.процесса. Рекомендуется применение лигатуры фирмы Legor SF928CH для литья серебра (72 % Cu, 28 % Zn) (928˚),что позволит предотвратить дальнейшее окисление изделия (важно для хорошего сцепления эмали с поверхностью и привлекательного вида эмалевого покрытия) Для декоративной отделки используются эмали горячего отверждения австрийского производства фирмы Schauer: прозрачные ярко-оранжевая 700 – 720°С, красная 740 – 750°С, малиново-розовая 710 – 730°С ПСр72 - тугоплавкий припой, рабочая температура 779 — 800 °С подходит для изделий, которые подвергаются эмалированию. Мельхиор – используется для изготовления мастер модели. (нем.Melchior, от искаж.фр.Maillot-Chorier) — является сплавоммедисникелем(5—30%)., иногда с добавкамижелезаимарганца. Мельхиор отличается высокойкоррозионнойстойкостью, хорошо обрабатывается под давлением в холодном и горячем состоянии. Наиболее ценное свойство мельхиора — высокая стойкость против коррозии в воздушной атмосфере, пресной и морской воде. Увеличенное содержание никеля, а также добавки железа и марганца обеспечивают повышенную коррозионную. Мельхиор тверже серебра, прекрасно полируется, имеет серовато-белый цвет и плавится при ярко-красном калении, причемцинкулетучивается. Так же одним из преимуществ мельхиора является его стоимость, поэтому именно этот металл выбран для изготовления мастер-модели. Резина горячей вулканизации на силиконовой основе — эти резины специально разработаны для литья по вьшлавляемым моделям, они легко укладываются в форму, никогда не дают пузырей и при плотной укладке заполняют все пустоты, они не требуют использования силиконового спрея для отделения восковок от пресс-формы. Широко распростронены резины фирмы F.E. Knight Саstaldo. Выбрана резина F.E. Knight Саstaldo Econisil, т.к она обеспечивает исключительную прочность на разрыв, является наиболее экономичной маркой из резин с подобными характеристиками. Температура вулканизации 165-177°С. Инжекционный воск: для изготовления достаточно крупных деталей колье подходит зеленый воск Пластичный медленно остывающий воск. Усадка минимальная. Очень малая осадка. Отлично подходит для больших плоских моделей, а также о качестве универсального инжекционного воска. Инжектировать при температуре t= 73˚С . F.E. Knight Сastaldо - Super Cera. В качестве материала для изготовления литейных форм применяется формомасса Kerr Satin Cast 20 — мелкодисперсная, что обеспечивает ей устойчивое значение растекаемости, сроков схватывания и оптимального значения пористости после отжига. . Имеет максимальную проницаемость. Самый быстрый цикл прокаливания. Способствует получению отливок с ровной и гладкой поверхностью. Для удаления остатков формомассы с отливок применяется плавиковая кислота. При монтировке изделий требуется борная кислота и бура (1:1) для приготовления флюса, наиболее часто применяемый и доступный состав. для отбеливания изделий после пайки применяется лимонная кислота, т.к она менее вредная чем серная кислота и даёт хороший результат. состав раствора в УЗУ: вода, 10% нашатырного спирта, моющее средство 9г на 1 литр воды, данный раствор ускоряет процесс снятия остатков полировальной пасты. Полировальная паста DIALUX красная и синяя для предварительной полировки, а для финишной полировки белая и голубая. Пасты подобраны в зависимости от размера абразивных порошков, входящих в их состав.
2.3. Технологический процесс изготовления колье.
2.4. Описать возможные процессы полировки поверхности изделий из сплава на основе серебра. Эмалирование – вид декоративной отделки, связанный с покрытием участков изделия, легкоплавкой стекловидной массой. По технике исполнения эмали делятся на: 1. выемчатые 2. перегородчатые 3. оконные. 4. накладные. Перегородчатые- эмали, заполняющие углубления между перегородками, сделанными из вальцованной проволоки или филиграни, припаянными к основанию. Высота перегородок 0,8-1мм. Технология нанесения перегородчатой эмали предусматривают использование и прозрачных, и не прозрачных эмалей. При работе с перегородчатой эмалью нежелательно помещать в обжиговую печь все изделие. Всегда проще отдельно обрабатывать эмалевую пластину и затем крепить ее. Это позволяет избежать деформирования рамки или растрескивания слоев. толщина подложки составляет обычно в зависимости от размеров поверхности 0,2 — 0,8 мм. Чтобы воспрепятствовать деформации пластины, ее необходимо слегка выгнуть, т.е. придать выпуклую форму. Вокруг пластины укладывают рамку из плоской четырехгранной проволоки, которая должна выступать над поверхностью соответственно высоте перегородки. Затем внутри рамки выкладываются крупные элементы набора рисунка из вальцованной проволоки, заполняемые потом мелким набором из более тонкой проволоки. Элементы набора приклеиваются к основанию раствором траганта (или клея БФ). Трагант (лат. Gummi tragacantha) — это сок одной из азиатских разновидностей астрагала, выделяющего камедь. Трагант представляет собой бесцветный порошок. Перед работой его просеивают через сито, чтобы удалить имеющиеся комочки. Затем, помешивая, растворяют в кипящей воде и охлаждают. Средняя пропорция смеси: 1 см3 траганта на 30 мл воды. В воде трагант набухает до клейкого состояния. Раствор оставляют на 24 ч. После тщательного промешивания раствор готов для употребления. Трагант действует, как клей, и отличается от других клеев тем, что выгорает без остатка. При неправильном применении, т.е. в случае нанесения слишком большого количества клея, на эмали после обжига появляются мутные пятна. В качестве клея, аналогичного траганту, употребляют сок айвы. Для крепления перегородок применение сока айвы эффективнее, чем траганта. Но трагант более распространён и доступен. Пайка перегородок должна производиться только тугоплавкими припоями, имеющими температуру плавления выше температуры обжига эмалей. При пайке перегородок необходима тщательная припасовка их к основе. Пайка ведётся смесью сухого флюса и припоя в виде опилок. Можно применять «проращенный» флюс (бура и борная кислота 1:1, нагретая до окончания процесса «вскипания»). Последовательность операций, оборудование, режимы. 1.Вальцовка проволоки круглого или квадратного сечения до необходимого размера. 2.Отжиг проволоки. Температура отжига зависит от металла, она составляет (0,65-0,7) от температуры плавления данного сплава. 3.Отбеливание проволоки, промывка, сушка. Отбеливают в кислотах. Золотые сплавы можно отбеливать в азотной 10%, серной 10% или лимонной 30-40% кислотах при температуре 80-90°С Сплавы серебра в 10% серной при t 80-90°С, в азотной t 18-23 °С и лимонной 30-40%. Медные сплавы в лимонной 30-40%, азотной t 18-23 °С. Промывка в проточной воде и сушка в сушильном шкафу при t 60-80°С. 4.Набор (распиливание проволоки) рисунка согласно чертежу. 5. Пайка рамки к основе: Флюсование в р-ре буры и борной кислоты 1:1,пайка тугоплавкими припоями. Температура пайки задаётся в зависимости от припоя. 6. Отбеливание. (аналогично пункту 3) 7. Нанесение на внешнюю сторону паяных швов цинковыми белилами или огнеупорной пастой. 8. Пайка остальных элементов рисунки. (пункт 5) 9. отбеливание (пункт 3) 10. Подготовка эмали перед эмалированием - Разбивка и дробление. Молоток, наковальня, х/б ткань. - Промагничивание. Магнит, фарфоровая ступка. - Растирание фарфоровая ступка и пестик. - просеивание многоступен.сито. - отмучивание эмали .фарфоровая ступка, шпатель, дистиллированная вода . промывать пока вода не станет прозрачной. 11. Эмалирование. Если обжигаются эмали разного цвета, то желательно подбирать их по темпер.плавления. Если это не возможно, то сначала обжигают более тугоплавкие эмали. Температура задаётся производителем эмали. -Эмалевый шликер наносят на основу шпателем или кистью жёсткой с заостренным концом. - уплотнения слоя эмали постукиванием по боковой стороне шпателем. -Сушка эмали в сушильном шкафу 50-60 °С, 15-20 мин. -Обжиг эмали ,муфельная печь при температуре большей чем темпер.обжига на 20-40°С, это укорачивает время обжига эмали. -Достают из муфеля щипцами и охлаждают на воздухе на асбестовом листе. Нельзя класть горячее изд-е с эмалями на стальную поверхность, т.к из-за сильного теплоотвода эмали могут потрескаться. 12. Обработка эмалей и металла. -Удаление окисного слоя. 10-15% раствор H2S04, t=18-25°С с последующей нейтрализацией кислоты в р-ре соды. -Промывка в проточной воде, сушка в сушильном шкафу50-60 °С, 15-20 мин. -Шлифование абразивными брусками и шкуркой проводиться обязательно с подачей воды, это способствует удалению из рабочей зоны отработанных абразивных зёрен, кот.могут поцарапать поверхность. Шлифование проводят в том случае если необходимо поверхность эмали сравнять с перегородками. Если этого не надо то преступают к механическому полированию. -Промывка многоступенчатая Проточная вода(20+5°С, 75+5 °С), последняя промывка в дистиллированная вода. -Сушка. 13. Горячее полирование при температуре обжига эмали или ниже на 50 °С но обжиг более кратковременный. 14. далее снова удаляют окисный слой. Промывают, сушат. 15. Механическое полирование на двухшпиндельном полировальном станке или на бор-машине Foredom серии SR с применением пасты с мелким абразивным зерном (напр. DIALUX красная и синяя , а так же белая и голубая для глянцовки) 16. промывка в УЗУ Раствор для УЗУ (состав) 3-5 мин., с последующей промывкой в проточной воде. Но многие производители эмалей не рекоменд.использование УЗУ в этом случае возможно применение пароструйного генератора.
2.5. Описать возможные процессы полировки поверхности изделий из сплавов на основе серебра. Полирование - одна из отделочных операций. Цель ее - получение зеркально-гладкой поверхности. При полировании в отличие от шлифования жесткие абразивы не применяются. На предприятиях ювелирной промышленности выполняют следующие виды полирования: ручное, механизированное, электрохимическое. - Полирование вручную. В качестве инструмента используют деревянные полированные палочки, деревянные бруски, натянутые нити с нанесенные на них полированными пастами. Полирование вручную можно производить без нанесения на полировники абразивных паст. Процесс такого полирования состоит в выглаживании поверхности изделия полировником. Полирование с помощью полировников свойственны как преимущества (отсутствие потерь драгоценных металлов), так и недостатки (длительность процесса и высокая квалификация работника). - Механизированное полирование. Делится на поштучное и массовое. Поштучное механизированное полирование. Осуществляют его на полировальных станках оснащённых электродвигателем и на бормашинах с помощью эластичных кругов и щеток с нанесенными на них абразивных паст и эмульсий. Полировальные станки делятся на одно- и двух - шпиндельные. Полировальные пасты состоят из тонких абразивных порошков (окисей хрома, железа-крокуса, кремния) жировых связок (стеарина, парафина, добавок), двууглекислой соды, олеиновой кислоты, скипидара, керосина). Пасты на основе окиси хрома называются пастами ГОИ, на основе- окиси железа — крокусными, а на основе кремния — крокусно-кремниевыми. Пасты ГОИ применяют для предварительного полирования, а крокусные — для окончательного. В настоящее время наибольшее распространения получили пасты фирмы DIALUX и MENZERNA. Полировальные пасты различаются по цвету в зависимости от величины абразива. Цвета могут отличаться в зависимости от производителя. Очистка изделий после полирования (удаление остатков полировальных паст) осуществляется промыванием в растворах бензина, спирта, трихлорэтилена и перхлорэтилена, а также с помощью гидроокиси калия (КОН), натрия (NaOH), нашатырного спирта (NH4OH), цианистого калия (KCN) и цианистого натрия (NACN), соды и поташа. Массовое механизированное полирование. Выполняют его с использованием галтовочных барабанов и в виброполировальных установках. Галтовка по сути совей схожа с процессом шлифования ювелирных изделий во вращающемся контейнере. Но галтовка в отличие от шлифовании - операция отделочная: выполняют ее либо перед гальванопокрытием, либо когда не требуется высокой зеркальной обрабатываемой поверхности. Для выполнения операции галтования применяют цилиндрические гладкие или 6-ти гранные барабаны (пластиковые предпочтительно), т.к. их легче содержать в чистоте, чем деревянные. Барабаны заполняются на 25-75% объема. Особенно эффективно работают при 50% загрузки. Макс. Скорость вращения барабана 60 об/мин. Для усиления полировочных действий используют моющие растворы: 25% аммиак - 15 частей мыльная стружка - 15 частей, моющее средство- 10 частей, хлорная известь- 8 частей, двуокисный натрий-7 частей, хлористый натрий – 2 части. В качестве полирующих средств при галтовке используют абразивную пульпу или стальные полированные шарики диаметром от 1 до 3 мм. Процесс галтовки от 2 до 8 часов. Виброполирование ювелирных изделий идет в вибрирующем контейнере. Моющие и полирующие средства те же, что и при галтовке. Виброполированием можно обрабатывать изделия и простых, и сложных форм. После виброполировании изделия промывают в воде, сушат, глянцуют. Виброполирование характеризуется высокой производительностью - до 800-900 изделий в смену, снижает съем драгоценных металлов, упрощает процесс сборки отходов. Время обработки короче чем в галтовании и составляет 60-80 минут. Магнитная галтовка. Эти машины предназначены для обработки металлических изделий посредством приведения вращения магнитным полем игольчатых наполнителей. В процессе соударения игл с изделиями происходит микронаклеп и полировка поверхности, при этом отсутствуют потери благородных Me. Электрохимическое полирование. Суть его заключается в анодном травлении, в результате которого микронеровности обрабатываемых изделий растворяются и сглаживаются. Проводят процесс в растворах электролита в кислотостойких ваннах (напр. из винипласта или фарфора), изделия загружают в ванны на подвесах их титана. Технологических процесс электрохимического полирования: монтаж - загрузка изделий — электрополирование - промывка в холодной дистиллированной воде (1-я ванна) - промывка в дипасиивирующем растворе - промывка в дистиллированной воде последовательно в двух ваннах (2-я и 3-я) - демонтаж изделий - промывка -сушка - взвешивание - контроль. Электрохимическим полированием можно обрабатывать изделия практически любой формы. Изменяя же плотность тока и содержание компонентов электролита, можно полировать определенные участки поверхности изделий. Электрохимическое полирование позволяет также экономить драгоценные металлы (в среднем снимается слой 1-2 мкм) После ЭХП литых изделий на поверхности могут быть обнаружены трещины, раковины, поры, которые были скрыты при предшествующих операциях. ЭХП серебра сдерживается тем, что традиционно серебро полируется в опасных для здоровья и экологически вредных цианистых электролитах. Возможно применение нецианистых электролитов, например тиосульфатного, аммиачно-нитратного, хроматного. Обработку рекомендуется осуществлять на прерывистом токе. Но качество результирующей поверхности не достаточно для использования ЭХП в данных электролитах в качестве финишной операции.
Билет № 28 1.3 Краткая аннотация изделия Данные серьги выполнены в стиле модерн. Новый стиль окончательно оформился к началу 90-х годов XIX века. По-французски название звучит как «ар нуво» (Art Nouveau – новое искусство), по-русски – «модерн». Новизна модерна сразу же оказалась несомненной. Он принес не только свои излюбленные мотивы, которые вполне могли затеряться среди прежних, но и небывалые ритмы, особую нервную подвижность, беспокоящую глаз и привлекающую внимание. Живая, своевольная линия господствует в орнаменте модерна, получая в своем упрямом беге невиданную свободу. Так строится и решетка ограды, и контур витража из бледноокрашенных матовых стекол, и рисунок обоев, и рамка книжной обложки, внутри которой даже шрифт получает те же качества своеобразного узора – текучесть сплетающихся линий, капризные переломы и изгибы, декоративную слитность строки, ритмичной, как линейный орнамент. Впрочем, гибкостью линий не исчерпывается арсенал выразительных средств этого орнамента. Он знает и заполнение плоскостей густой фактурной рябью прорезной листвы каштана или дуба, и даже жесткие геометрические формы. Однако и в геометрические мотивы модерн умеет привнести свойственные ему черты беспокойного напряжения. Правильные окружности помещаются одна в другую эксцентрично, сбивая привычную симметрию. Нарушается регулярность в сетке треугольников или квадратов, они будто неравномерно, рывками захватывают поверхность. При всем многообразии произвольных орнаментальных форм модерн сохраняет всюду это свое основное стилистическое качество: ритмическую экспрессию, напряженность, эмоциональную насыщенность узора Отличительной чертой данного стиля является плавность и текучесть линий, лаконичность форм и законченность образа. Изделие изготовлено из белого золота ЗлСрПд585-225-160 и желтого золота ЗлСрМ585-280. В качестве вставок - фианиты. Используем крапановую и корнеровую закрепку. Данное ювелирное изделие отражают творческую индивидуальность своего обладателя, эстетический вкус и соответствие духу времени. Белый цвет золота, модного сегодня, придаёт украшению особую ценность и выгодно оттеняет негаснущие огни бриллиантов. Игра света камней и сочетание желтого и белого золота – две главные составляющие ювелирного украшения. 2.1 Разработать технологический процесс изготовления изделия. 2.1 Технология - литье по выплавляемым моделям, использование вставок камней и двух видов закрепки. Сущность ЛВМ заключается в том, что модель после ее заформовки в опоке удаляется из последней путем нагрева. При этом нет необходимости разбирать форму для извлечения модели. Способ позволяет формовать любые по сложности изделия целиком, обеспечивая при этом чистоту поверхности и точность воспроизведения ажурного рисунка с минимальными потерями драгоценного металла (доли %) и рациональным использованием ручного труда. Особенно эффективен этот метод при получении мелких и тонкостенных отливок. Использование пластичных резиновых пресс-форм и формовочных материалов на основе гипса с принудительной заливкой металла в форму, позволяет получить точное качество и форму рисунков. При литье по выплавляемым моделям с принудительной заливкой металла применяются различные литейные установки: центробежные л. у., вакуумные и т.д. Крапановая закрепка - процесс закрепления вставки в касте при помощи крапанов — приливов (стоек) металла, выступающих над верхней кромкой каста Крапановая закрепка применяется для закрепления практически всех видов вставок из драгоценных, полудрагоценных и поделочных камней. Крапановая закрепка обеспечивает лучшее по сравнению с глухой закрепкой освещение вставки, позволяет увидеть ее форму и огранку, а в случае необходимости легко произвести профилактический осмотр (осуществить промывку вставки). Ювелирные украшения с крапановой закрепкой вставок производят впечатление ажурных, легких. Крапановая закрепка является самым распространенным видом закрепки, она применяется примерно в 50 % всех изделий со вставками, выпускаемыми в нашей стране. Корнеровая закрепка - процесс, когда закрепление вставки осуществляется при помощи корнеров, поднятых штихелем из металла изделия, а сама вставка укладывается в гнездо — опорный поясок в отверстии изделия. Наиболее часто корнеровая закрепка применяется для закрепления прозрачных вставок, так как освещение их возможно и сверху и снизу. Особенно же незаменим этот вид закрепки в многокаменных изделиях, когда сочетание цвета многочисленных вставок, корнеров и специально вырезанного на боковой стороне каста сквозного узорчатого рисунка придает изделиям особую нарядность, зрелищность и привлекательность.
2.2.Выбрать и обосновать выбор основных и вспомогательных материалов для изготовления изделия. Основные материалы. В ювелирной промышленности для изготовления золотых изделий используют в большинстве случаев сплавы системы золото-серебро-медь, которые могут содержать добавки никеля, палладия, цинка, индия, кобальта, кадмия, бора. Для изготовления ювелирных изделий применяют сплавы золота 750°, 585°, 583°, 375°, 333°. Соотношения серебра и меди определяет цветовые оттенки сплавов и их механические свойства. Данное изделие получаем методом литья с использованием сплавов золота двух цветов (желтого и белого). Сплавы 585° и 750° подвергаются всем видам холодной обработки и литья, хорошо паяются и могут иметь различные оттенки в зависимости от легирующих добавок. Наилучшие литейные свойства имеют сплавы с соотношением серебро-медь 1:1. Также, исходя из стоимости металла для изготовления серег из сплавов золота двух цветов выбираем сплав 585°. Наиболее широко в ювелирной промышленности применяются сплав ЗлСрМ585-300 желтого оттенка с содержанием Аи -58,5%, Ag - 30%, Си - 11,5% и слав белого золота ЗлСрПд585-225-160 с содержанием Аи -58,5%, Ag - 25,5%, Pd - 16%. Температура плавления сплавов 870-990°С. Сплавы обладают хорошими технологическими свойствами, имеют красивый внешний вид, высокие коррозионные и механические свойства. На этот сплав не действует азотная кислота. На воздухе не тускнеет, хорошо поддается пайке. Имеет хорошие литейные свойства. Вставки. Фианит один из самых дешевых заменителей природных ювелирных камней, при этом его физические и оптические характеристики приближаются к бриллианту. Обладает хорошей огнеупорностью, химической стойкостью и высокими оптическими показателями. Имея такие хорошие характеристики, сходные с некоторыми драгоценными камнями, он стоит намного дешевле их. Кроме того, существуют фианиты различных цветов и оттенков, что расширяет возможности дизайнера. Вспомогательные материалы. Припой. Для пайки золотых ювелирных изделий используют твердые припои на основе золота. Для понижения температуры плавления в состав твердых припоев вводят цинк и кадмий. Эти припои отличаются высокой коррозионной стойкостью. Цвет припоев для золота определяется в основном из соотношения меди и серебра в их составе. Содержание основного металла в составе припоя должно соответствовать установленной пробе припоя. Припой выбирается исходя из цвета, пробы основного металла и разницы температур плавления припоя и основного металла (она должна быть не менее 50°С). Выбираем среднеплавкий припой П3л585-П с содержанием Аи - 58,5%, Ag - 12,3%, Сu - 20,7%, Zn-8,5 и рабочей температурой плавления 800°С. Исходя из условий технологического процесса: Материал для мастер-модели берем мельхиор и припой ПСр45 В качестве материала для резиновой пресс-формы используем силиконовую композицию, специально разработанную для технологии литья по выплавляемым моделям фирмы Castaldo Red Label для изготовления тиража восковых моделей наиболее подходит универсальный инжекционный воск красного цвета марки F.E. Knight Сastaldо - Super Cera.Формовочную массу для изготовления литейной формы используем марки Satin Cast 20. Для шлифования и полирования. Применяется наждачная бумага различной зернистости, различные диски на основе оксида алюминия- для грубой шлифовки, на основе карбида кремния- для средней и тонкой. Керамические и пластиковые наполнители для галтовки.Также применяются пасты состоящая из тонких абразивных порошков. Шлифовальные и полировальные материалы: паста для полировки красная грубая DIALUX, Паста для полировки голубая тонкая DIALUX, наждачная бумага. Флюсы Нагретые металлы быстро соединяются с кислородом и образуют пленку из окислов. Для растворения окислов и предотвращения дальнейшего окисления при пайке применяют флюсы. Борная кислота H3BO4- Белое кристаллическое вещество, необходима для приготовления флюса при пайке. Бура Na2B4O7*10 H2O- натриевая соль тетраборной кислоты. Используется как флюс при пайке металлов. В соотношении 1:1. Кислоты. Раствор 30-40% лимонной к-ты применяется для отбеливания изделий после пайки. при температуре 60-70С. Время отбеливания 3-5минут. 50%- водный раствор соляной кислоты- отбеливает литейный блок.
2.3
2.4. Технология добычи золота, получение сплавов и слитков. Золото - мягкий, легко тягучий металл желтого цвета с сильным блеском. В химическом отношении золото отличается малым сродством с другими элементами. С кислородом воздуха непосредственно не соединяется. При нормальной температуре на него оказывают действие хлор, бром и фтор. В природе главным образом встречается самородное золото -сплавы с серебром, медью и другими металлами, значительно реже - химические соединения золота с теллуром и селеном. Самородное золото имеет вид кристаллов, чешуек, пластинок или волокон, а также зерен и кусков массой до 40 кг. Золотую руду чаще всего добывают из золотосодержащего серого колчедана в жильных месторождениях, а также в рассеянных вкраплениях в массе различных горных пород. Нередко золото находят в серебряно-свинцовых и кварцевых рудах. Извлечение золота из песков россыпных месторождений сводится к предварительному разрыхлению с последующей промывкой на шлюзе, представляющим собой наклонный желоб, покрытый перфорированными стальными листами, на которых задерживаются частички золота при промывке водой золотоносных песков. Более совершенными способами являются: отсадка, производимая с помощью отсадочных машин, и добыча при помощи сложных агрегатов, в которых совмещается добыча и извлечение золота. Извлекают золото из руд методами цианирования, амальгамирования, а также при пирометаллургической обработке руд цветных металлов. Цианирование - способ извлечения золота из руд путем их растворения в слабых растворах цианистых натрия и калия. Это наиболее распространенный способ обработки золотых руд. Амальгамация -способ извлечения золота из руд при помощи ртути. При смачивании ртутью золото образует амальгаму и в таком виде отделяется от породы. При пирометаллургической обработке руд некоторых цветных металлов содержащееся в них золото дает сплав с извлекаемым металлом. В дальнейшем с помощью электролитического рафинирования золото выделяют в виде шламов. Последующая переработка шламов позволяет получить золото в чистом виде. Сплавы золота получают, используя в качестве легирующих элементов серебро, медь, платину, палладий, цинк, кадмий. Количество легирующих элементов сплавов и припоев должно соответствовать ГОСТ 6835 - 72. Наиболее часто для изготовления ювелирных изделий используют тройные сплавы системы золото-серебро-медь; реже - двойные сплавы систем: золото-серебро и золото-медь. В отдельных случаях, когда необходимо получить различно окрашенные сплавы золота, в них добавляют платину, палладий, кадмий, серебро, цинк, никель, медь и другие металлы. Так, прибавка меди придает золоту цвета от желтого до красного, прибавка серебра - от бледно-зеленого до почти белого цвета, прибавка кадмия - зеленый цвет, прибавка палладия - бурый или белый, прибавка платины - белый, прибавка никеля бледно-желтый. Плавку золота и его сплавов производят, как правило в графитно-шамотных тиглях на высокочастотных индукционных установках различной мощности. Сплавы золота с высоким содержанием платины или палладия плавят в алундовых тиглях, так как оба металла склонны поглощать углерод из материала тигля.
2.5.Изложить технологию и существующие методы пробирования драгоценных металлов и сплавов. Существует несколько методов определения проб драгоценных металлов и их сплавов. К ним относятся опробирование на пробирном камне (кремнистом сланце), купелирование в муфельной печи, химико-аналитические методы. Самый простой способ - капельный, состоящий в нанесении на испытуемое изделие раствора хлорного золота или хромпика, азотно-кислого серебра, йодистого и железистосинеродистого калия. Чаще всего применяют опробирование на пробирном камне. Определение пробы драгоценных металлов этим методом осуществляют в следущем порядке. Поверхность пробирного камня, натурального или синтетического, слегка смазывают миндальным, ореховым, кедровым или другим растительным маслом, а затем протирают насухо. После этого сплавом, проба которого должна быть определена, и пробирной иглой (эталоном с известным содержанием золота) на поверхности камня натирают полоски одинаковой по силе нажатия плотности. Соответствующим реактивом эти полоски смачивают (поперёк). Спустя 20-30 секунд реактив осторожно подсушивают, убирая излишки фильтрующей бумагой, и сравнивают его действие на полосках, оставленных испытуемым сплавом и пробирной иглой. Содержание золота в сплаве определяют по интенсивности окраски пятна, образовавшегося под действием реактива на полосках: чем интенсивнее окраска пятна, тем меньше золота в сплаве. Более светлое пятно подтверждает и более высокую пробу сплава; одинаковая окраска пятна на полосках сплава и иглы говорит о совпадении их проб. Купелирование в муфельной печи проводится в следующем порядке. Королёк из металла прокатывают через вальцы. Полученный лист кладут в свинцовую купель и ставят в муфельную печь с заданной температурой. Лигатура выгорает и ничего не остается. Образец взвешивается до и после проведения процесса на точных весах. Проба рассчитывается исходя из этого.
Билет№29 Колье из сплавов золота двух цветов в стиле авангард, построение с использованием контрастных соотношений 2.1 Технология-литье по выплавляемым моделям, вставка камней фантазийной формы. Литьё — технологический процесс изготовления отливок, заключающийся в заполнении литейной формы расплавленным материалом (литейным сплавом, пластмассой, некоторыми горными породами) и дальнейшей обработке полученных после затвердевания изделий. Известно множество разновидностей литья: в песчаные формы (ручная или машинная формовка); в стержневые формы в многократные (цементные, графитовые, асбестовые формы); в оболочковые формы; по выплавляемым моделям; по замораживаемым ртутным моделям; центробежное; в кокиль; литьё под давлением; по газифицируемым моделям; по выжигаемым моделям; вакуумное литьё. Литьё по выплавляемой модели Ещё один способ литья металлов — по выплавляемой модели — применяется в случаях изготовления деталей высокой точности (например, лопатки турбин, и т. п.) Из легкоплавкого материала: парафин, стеарин и др., (в простейшем случае — из воска) изготавливается точная модель изделия и литниковая система.Наиболее широкое применение нашёл модельный состав П50С50 состоящий из 50% стеарина и 50% парафина, для крупногобаритных изделий применяются солевые составы менее склонные к короблению. Затем модель окунается в жидкую суспензию на основе связующего и огнеупорного наполнителя. В качестве связующего применяют гидролизованный этилсиликат марок ЭТС 32 и ЭТС 40, гидролиз ведут в растворе кислоты, воды и растворителя (спирт, ацетон). В настоящее время в ЛВМ нашли применения кремнезоли не нуждающиеся в гидролизе в цеховых условиях и являющиеся экологически безопасными. В качестве огнеупорного наполнителя применяют: электрокорунд, дистенсилиманит, кварц и т.д. На модельный блок (модель и ЛПС) наносят суспензию и производят обсыпку, так наносят от 6 до 10 слоёв. С каждым последующим слоем фракция зерна обсыпки меняются для формирования плотной поверхности оболочковой формы. Сушка каждого слоя занимает не менее получаса, для ускорения процесса используют специальные сушильные шкафы, в которые закачивается аммиачный газ. Из сформировавшейся оболочки выплавляют модельный состав: в воде, в модельном составе, выжиганием, паром высокого давления. После сушки и вытопки блок прокаливают при температуре примерно 1000 для удаления из оболочковой формы веществ способных к газообразованию. После чего оболочки поступают на заливку. Перед заливкой блоки нагревают в печах до 1000. Нагретый блок устанавливают в печь и разогретый металл заливают в оболочку. Залитый блок охлаждают в термостате или на воздухе. Когда блок полностью охладится его отправляют на выбивку. Ударами молота по литниковой чаше производится отбивка керамики, далее отрезка ЛПС.Таким образом получаем отливку. В силу большого расхода металла и дороговизны процесса ЛВМ применяют только для ответственных деталей. Процесс литья по выплавляемым моделям базируется на следующем основном принципе: • Копия или модель конечного изделия изготавливаются из легкоплавкого материала. • Эта модель окружается керамической массой, которая затвердевает и образует форму. • При последующем нагревании (прокалке) формы модель отливки расплавляется и удаляется. • Затем в оставшуюся на месте удаленного воска полость заливается металл, который точно воспроизводит исходную модель отливки. При наиболее распространённом литьё в песчаные формы изготовляется литейная модель (ранее — деревянная, в настоящее время часто используются пластиковые модели, полученные методами быстрого прототипирования), копирующая будущую деталь. Модель засыпается песком или формовочной смесью (обычно песок и связующее), заполняющей пространство между ею и двумя открытыми ящиками (опоками). Отверстия в детали образуются с помощью размещённых в форме литейных песчаных стержней, копирующих форму будущего отверстия. Насыпанная в опоки смесь уплотняется встряхиванием, прессованием или же затвердевает в термическом шкафу (сушильной печи). Образовавшиеся полости заливаются расплавом металла через специальные отверстия — литники. После остывания форму разбивают и извлекают отливку. После чего отделяют литниковую систему (обычно это обрубка), проводят термообработку, Литьём называют также продукцию литейного производства, художественные изделия и изделия народных промыслов, полученные с использованием литья. Литье по выплавляемым моделям Сущность технологии литья по выплавляемым моделям состоит в том, что по неразъемной легкоплавкой модели изготавливают неразъемную разовую форму. В пресс-формы (обычно металлические) запрессовывают модельный состав, который после затвердевания образует модели деталей и литниковой системы. Модельный состав удаляют, чаще всего выплавляя его в горячей воде (отсюда и название способа — литьё по выплавляемым моделям). Полученные оболочки прокаливают при температуре 800—1000°С и заливают металлом. Литье по выплавляемым моделям обеспечивает получение сложных по форме отливок массой от нескольких грамм до десятков килограмм, со стенками толщиной от 0,5 мм и более, с поверхностью, соответствующей 4—6-му классам чистоты, и с высокой точностью размеров по сравнению с другими способами литья. Размеры отливок, полученных литьем по выплавляемым моделям, максимально приближены к размерам готовой детали, вследствие чего за счёт сокращения механической обработки снижается стоимость готового изделия. фантазийная огранка отнюдь не последняя по красоте - фантазийная огранка, которая включает в себя элементы комбинированной с добавлением клиньев и других разнообразных форм фасет. <Фантазийным> способом изготавливают вставки необычных очертаний - сердца, капли, звезды, цветка, челнока, герба и т.п. Фантазийная (содержит все формы граней, включая несимметричные и искаженные, применяется для получения нестандартных форм вставок) Сердце- Сердцевидная форма, образованная множеством мелких клиновидных граней Маркиза (челнок)-Заостренный с обеих сторон эллипс Подвесок-Удлиненно-каплевидная форма Груша-Яйцевидная форма 2.2 Выбрать и обосновать выбор основных и вспомогательных материалов. При изготовлении колье используется золото двух цветов 585 пробы, они отлично сочетаются друг с другом. Контрастное сочетание этих двух сплавов ярко выражают используемый стиль – авангард. Белое золото — ювелирный материал, сплав золота с другими компонентами (такими как платина, палладий или никель), которые окрашивают его в белый цвет. Белое золото Самое благородное белое золото – это сплав золота с платиной (платиновое золото). Такой сплав еще самый прочный и… самый дорогой. Еще белое золото получают как сплав золота с палладием, золота с серебром или золота с никелем. Но ношение украшения из никелевого сплава чревато аллергией или дерматитом. У такого сплава еще едва уловимый желтоватый оттенок, и это самый неблагородный вид белого золота. Как понять, благороден ли сплав? «Благородным» белым золотом считается сплав чистого золота с благородными металлами: платиной, палладием. «Неблагородным» – сплав золота с цветными металлами, например с тем же никелем. Между прочим, в странах ЕС уже действуют стандарты, ограничивающие содержание никеля в сплаве белого золота. Поэтому все чаще никель заменяется палладием. Такой сплав дешевле, чем белое золото с платиной. Нейтральное белое золото выигрышно смотрится как с вечерним платьем, так и с повседневным нарядом. Считается, что оно подходит практически всем. Белое золото считается более стойким к атмосферным явлениям, чем желтое. К тому же оно более пластично и выигрышно смотрится с драгоценными камнями, за что и любят ювелиры. Сейчас белое модно как золото для обручальных колец, хотя… как раз кольца из желтого золота – это символ вечной любви супругов. Желтое золото, классическое золото Желтое золото... По настоящему яркое, солнечное, в общем золотое. Это цвет царских корон и обручальных колец. Именно за цвет небесного светила желтое золото с давних времен ценилось и приобрело славу драгоценного металла, а также стало символом королевской власти и богатства. Желтое золото, как и белое, популярно в качестве металла для обручальных колец. Считается, что желтое золото лучше всего символизирует теплоту и любовь супругов. Сейчас можно встретить как наше желтое золото, с красноватым отливом, так и более нежного, лимонного оттенка золото из Европы.Не смотря на огромную популярность основного «конкурента» желтого золота – белого сплава, все же в последних коллекциях ведущих домов, таких как Buccelatti, Tiffany & Co, Cartier и Dior, преобладает желтый цвет.Желтое золото – это проверенная веками классика. Его не спутаешь ни с каким другим драг. металлом, как его белого собрата. Оно не терпит двойственности.Желтому золоту не нужны ни изысканные орнаменты, ни драгоценные камни, ни какие-либо другие прибавки. Оно говорит само за себя. Еще два немаловажных преимущества солнечного сплава – это более низкая цена по сравнению с белым золотом и большая долговечность. Белое золото может со временем пожелтеть, его необходимо периодически покрывать родием. Желтому золоту не нужен такой строгий уход. Лигатура К333МС4 прекрасно подходит для производства ювелирных изделий из белого золота 375 585 и 750 пробы способом литья. Лигатура К333МС4 обладает высокой стойкостью к окислению. Лигатура 445М Универсальный сплав предназначен для любых видов литья, как с камнями, так и без камней, с применением любых видов литейного оборудования, включая вакуумные и центробежные машины. 2.3Технологический процесс изготовления изделия.
* Операции № 4-14 провести для всех деталей мастер-модели. 2.4Подробно описать технологию изготовления резиновых пресс-форм…
Оборудование: вулканизатор Chinetti VU-220-DGT. Регулятор температур - цифровой. Максимальная температура - 200 С. Габариты 360х165х530 мм. Размер пластин - 220х150 мм. Мощность - 700 Вт. Электропитание - 220 В. Оснастка: обоймы 115х90х45 мм., 75х50х45 мм., опорные штыри. Инструмент: скальпель, пинцет обратный, лупа х6. Расходные материалы: Резина вулканизационная Castaldo Super High Strength. При изготовлении резиновой пресс-формы следует учитывать свойства и параметры мастер-модели, знать специфику и следствия физических процессов, протекающих в ходе вулканизации, а также другие технологические особенности: размерная усадка каучуковых матриц, воска и отливаемого изделия; разница в толщине различных частей изделия и препятствия, возникающие при кристаллизации металла; точки изделия, к которым можно подводить литники для изготовления изделия без нарушения его рисунка. Эти точки должны удовлетворять требованиям нормальной заливки металла; Также требуется строгое следование технологическим режимам. Некоторые из них указываются производителем резины, некоторые определяются экспериментально, опираясь на выше приведенные особенности. Наиболее важны предварительные операции по подготовке обойм и резины. Для этого обоймы тщательно обезжириваются и сушатся перед закладкой резины, в процессе которой также следует избегать загрязнения резины любого вида жирами (в т.ч. кожным), поскольку это пагубно сказывается на свойствах силиконовых эластомеров и может привести к расслоению пресс-формы. В данном случае применятся синтетическая силиконовая листовая резина Castaldo Super High Strength, специально разработанная для тиражирования восковых моделей ювелирных изделий. Обладает исключительной прочностью на разрыв и долгой памятью формы. Резина не воздействует с материалом модели, что значительно улучшает качество поверхности. Для отделения восковок от резиновой формы, не требуется использования силиконового спрея – форма уже содержит компоненты, способствующие легкому отделению восковок от резины. Т вулканизации 165-177С из расчета 15 мин. на каждый слой. Не допускается смешивание силиконовой резины с другими составами на основе природного каучука (Gold, White, No-Shrink Pink). Перед закладкой резины формы предварительно прогревают. При закладке резины в формы следует использовать опорные штыри (рис.4), что упрощает дальнейшее позиционирование частей пресс-формы при инжекции воска. Для удобства последующих операций инжекции можно применять металлический конус (рис.1), в качестве дополнения к литниковой системе модели. Необходимое количество резины также определяется экспериментально и выбирается исходя из оптимального соотношения расхода материала и конечного качества пресс-формы.(рис.2,3) После сборки обоймы, выбирается температурный режим, вданном случае это 165-1700 , который поддерживается в течение всего процесса вулканизации. Среднее время вулканизации составляет около 2 минут на каждый мм. толщины, Castaldo SuperHigh Strength вулканизируется 15 минут на 1 слой резины. Имея одинаковые по высоте обоймы можно проводить вулканизацию обеих частей модели одновременно. По завершении вулканизации извлекаются опорные штыри и осуществляется резка каучука. Для удобства используют щипцы обратные для резки пресс-форм.После резки каучука извлекается металлическая модель (рис.6). Вставляются на место опорные штыри. После этого матрицу можно использовать для изготовления тысяч изделий, не сомневаясь в точности закрытия матрицы. Порядок выполнения операций при изготовлении резиновых пресс-форм: Выбрать стремянку (обойму) в зависимости от габарита мастер модели. Подготовить мастер модель, закрепить в стремянке. Подготовить резину. Заполнить стремянку «сырой» резиной (эластомером). Позиционирование опорных штырей. Закрытие матрицы металлическими пластинами и последующий нагрев в вулканизаторе. Извлечение из стремянки. Резка резины. Извлечение мастер модели. Установка позиционирующих штырей. Пробная инжекция. Контроль качества. Складирование.
Рисунки и схемы:
Металлический конус Модель Стремянка вулканизации каучука Силиконовый каучук Крышка стремянки А. Отверстие в стремянке В. Опорный шрифт конуса
Рис.1
Рис.3Резка эластомера
Рис.4 Заполнение стремянки эластомером под или над моделью
Рис.5 Позиционирование опорных штырей
Рис.6 После резки каучука извлекается металлическая модель
2.5 Изложить технологию фантазийной огранки камня…
Тех. процесс огранки камня
Материал вставки – топаз. Выбор обосновывается привлекательными внешними свойствами и его схожестью с другими более дорогими минералами. Учитывая, что представленное изделие предположительно будет эксплуатироваться в условиях, исключающих возможные механические воздействия, выбранный камень – оптимально подходит для данного изделия. Вид огранки – «груша» отвечает стилистическим особенностям изделия, а также раскрывает вся игру света минерала. Процесс огранки начинается с расчета рациональных углов наклона граней камня. Расчет углов ограненной формы начинается с определения угла наклона граней павильона к плоскости рундиста α и угла наклона граней коронки β. Выбранные углы должны быть такими, чтобы как можно большая часть света, попавшая в камень, отражалась бы от нижней поверхности ограненного камня и выходила бы в воздух через грани коронки.
Для
полного отражения падающего на камень
луча необходимо соблюдение следующего
условия: луч должен упасть под углом
не менее критического для граненого
материала R, то есть α
Огранку производят на специализированных станках, оснащённых приспособлениями для получения качественной геометрии элементов камня. Камень перед огранкой специальной мастикой наклеивают на торец оправки. Состав мастики: 82% сургуча, 8% шеллака, 5% канифоли, 5% мела. Хвостовая часть оправки подходит к цанговым зажимам всех ограночных станков. На этой оправке камень проходит все этапы обработки. Вначале камень предварительно обрабатывают на станке типа «Люкс». Огранку, шлифовку и полировку производят на станках модели О126-А производства Арзнинского завода точных технических камней. Технологический процесс фантазийной огранки состоит из следующих основных операций: 1) сортировка и разметка сырья; 2) резка на заготовки; 3) наклейка заготовок;4) предварительная обработка заготовок; 5) наклейка заготовок; 6) огранка граней низа; 7) полировка граней низа; 8) переклейка; 9) окончательная заточка по рундисту; 10) полировка рундиста; 11) огранка граней верха; 12) полировка граней верха; 13) отклейка и очистка; 14) контроль качества. Перед резкой сырья на заготовки его рассортировывают на размерные группы по размерам кристаллов и внутренним дефектам. Затем каждая группа кристаллов размечается на заготовки с учётом их оптимальных размеров с целью наиболее рационального использования сырья при распиловке. Для резки камня применяют станки модели СРК-90 с алмазными отрезными кругами, частота вращения 7000-9000 об/мин, охлаждение - водяное. Марка и зернистость алмазного порошка 160/125. Для чернового съема материала и придания основной формы используются станки моделей ПА-1, ЭМ-917. Обработка ведётся алмазными кругами или валиками. Частота вращения инструмента 2000-3000 об/мин, заготовки – 5-20 об/мин, охлаждение - водоэмульсионное. После изготовления камень вместе с державкой помещают в камеру с температурой 35-38°С, при которой он отделяется от мастики на державке. Процесс окончательной обработки камня заканчивается его промывкой в ультразвуковой установке, либо кипячением в 15%-ном растворе тринатрийфосфата. Маршрутная карта изготовления изделия в условиях предприятия.
Билет №30 Детский посудный набор (чашка и ложка) из сплава на основе серебра, выполнен в изобразительном направлении. Годовая программа выпуска – 5000 штук. 1.3. Дать краткую аннотацию изделия и его композиционный анализ, отразив художественную ценность, оригинальность, пропорции, симметрию, ритм, пластику, динамику или статику всего изделия, или его отдельных элементов. 2. Разработать технологический процесс изготовления изделия. 2.1. Технология – листовая штамповка (вырубка, формовка, глубокая вытяжка), горячее эмалирование. 2.2. Выбрать и обосновать выбор основных и вспомогательных материалов для изготовления изделия. 2.3. Разработать маршрутную технологию изготовления изделия и заполнить маршрутную карту. 2.4. Определить технологические режимы вытяжки, выбрать коэффициенты вытяжки по операциям, определить деформирующее усилие по операциям, определить усилие прижима по операциям, рассчитать исполнительные размеры матрицы и пуансона для последней операции вытяжки, рассчитать размеры заготовки. 2.5. Выбрать и обосновать марку инструментального материала для изготовления матрицы. 2.1Технология – листовая штамповка (вырубка, формовка, глубокая вытяжка), горячее эмалирование. Листовая штамповка. Сущность способа заключается в процессе, где в качестве заготовки используют полученные прокаткой лист, полосу или ленту, свернутую в рулон. Листовой штамповкой изготовляют самые разнообразные плоские и пространственные детали массой от долей грамма и размерами, исчисляемыми долями миллиметра (например, секундная стрелка ручных часов), и детали массой в десятки килограммов и размерами, составляющими несколько метров (облицовка автомобиля, самолёта, ракеты). Для деталей, получаемых листовой штамповкой, характерно то, что толщина их стенок незначительно отличается от толщины исходной заготовки. При изготовлении листовой штамповкой пространственных деталей заготовка обычно испытывает значительные пластические деформации. Это обстоятельство вынуждает предъявлять к материалу заготовки достаточно высокие требования по пластичности. При листовой штамповке чаще всего используют низкоуглеродистую сталь, пластичные легированные стали, медь, латунь, содержащую более 60 % Cu, алюминий и его сплавы, магниевые сплавы, титан и др. Листовой штамповкой получают плоские и пространственные детали из листовых неметаллических материалов, таких, как кожа, целлулоид, органическое стекло, фетр, текстолит, гетинакс и др. К преимуществам листовой штамповки относятся: возможность получения деталей минимальной массы при заданной их прочности и жесткости; *достаточно высокие точность размеров и качество поверхности, позволяющие до минимума сократить отделочные операции обработки резанием; сравнительная простота механизации и автоматизации процессов штамповки, обеспечивающая высокую производительность (30—40 тыс. деталей в смену с одной машины); хорошая приспособляемость к масштабам производства, при которой листовая штамповка может быть экономически целесообразной и в массовом, и в мелкосерийном производстве. Эмаль представляет собой легкоплавкое стекло сложного состава, предназначенное для наплавления на металл. Сложный состав эмали обеспечивает прочное сплавление с металлом изделия. По своему химическому составу это — соли кремниевой кислоты, в которые в виде компонентов вводятся окислы свинца, кремния, калия, бария, натрия, трехокиси мышьяка, сурьмы и окислы красящих металлов. 2.2 Выбрать и обосновать выбор основных и вспомогательных материалов для изготовления изделия Для изготовления изделия используется сплав СрМ925. Из-за высокого содержания серебра в сплаве и высоких механических свойств оно нашло широкое распространение во многих странах. Сплав пригоден для эмалирования и чернения. Наиболее широко сплав используется для изготовления ювелирных изделий и столовых принадлежностей. Температуры ликвидуса и солидуса этого сплава составляют 896 и 779оС соответственно. Сплав СрМ925 выше температуры 760оС представляет собой гомогенный твёрдый раствор меди в серебре. Однако обычная структура промышленных отливов состоит из первичного обогащенного серебром твёрдого раствора и небольшого количества эвтектики. При охлаждении отливки до комнатной температуры растворимость меди в серебре уменьшается, и выпадает вторичная фаза, представляющая собой обогащенный медью твердый раствор. Таким образом, обычная литая структура сплава состоит из вторичного твёрдого раствора на основе серебра, выпадающего из него твёрдого раствора на основе меди и эвтектики α + β. Обработка давлением отжиг изменяют литую структуру сплава. Обработанный давлением сплав состоит из серебряной матрицы, в которой растворено небольшое количество меди и частиц меди, содержащих в растворе небольшое количество серебра. Сплав СрМ925 может упрочняться искусственным старением обычным способом, то есть нагревом до температуры 745оС, закалкой в воду и старением при температуре 300оС. Прочность сплава при этом повышается с 60 до 160 кг/мм2. Однако, эта операция проводиться редко из-за склонности сплава к образованию крупнозернистой структуры. В качестве декоративного покрытия рекомендуется использовать эмаль. Эмаль представляет собой легкоплавкое стекло сложного состава, предназначенное для наплавления на металл. Сложный состав эмали обеспечивает прочное сплавление с металлом изделия. По своему химическому составу это — соли кремниевой кислоты, в которые в виде компонентов вводятся окислы свинца, кремния, калия, бария, натрия, трехокиси мышьяка, сурьмы и окислы красящих металлов. Цвет эмалей может быть самым разнообразным, что достигается за счет введения в сплав необходимых для получения заданного цвета красителей. Выделяют эмали холодные и горячие, прозрачные и непрозрачные. Непрозрачность достигается при помощи введения в состав эмали оксида олова, мышьяка, фосфорной кислоты. Наиболее часто ювелирами используются горячие эмали, которые наносятся на изделие с помощью обжига. Эмали непрозрачные: фиолетовая (760-860°С), синяя (740-820°С), красная (740-800°С), розовая (760-820°С). Припои: ПСр-70-I; t пл.= 770-7800 C, 70%Ag, 30% Cu, ПСр-70-II; t пл.= 745-7650 C, 70%Ag, 26,4%Cu, 3,6%Zn. Температура плавления припоя должна быть на 50 °С меньше, чем у основного металла При монтировке изделия требуется борная кислота и бура для приготовления флюса. При вытяжке рекомендуется применять растворы для травления (HNO3конц 500 г/л , HCl 500 г/л) и обезжиривания (натрий едкий 5- 10 г/л, сода 25 г/л, тринатрий фосфат 50 г/л). 2.5 Выбрать и обосновать марку инструментального материала для изготовления матрицы. Рабочие детали штампов (матрицы и пуансона) подвергаются ударной нагрузке с сильной концентрацией напряжений на рабочих кромках или на рабочей поверхности. Поэтому к материалу пуансонов и матрицы предъявляются требования высокой или повышенной твердости и износоустойчивости при наличии достаточной вязкости. Стали, применяемые для изготовления рабочих частей штампов холодной штамповки, делятся на следующие группы: Углеродистые, инструментальные стали небольшой прокаливаемости (диаметр до 25 мм): У8А, У10А, У8,У10. Легированные стали повышенной прокаливаемости (диаметр до 40 – 50 мм): Х(ШХ15), Х09(ШХ9), 9Х,9ХС, 9ХФ, ХВГ, 9ХВГ, ХГСВФ. Высокохромистые стали высокой прокаливаемости (диаметр до 80 мм): высокой износоустойчивости, малодеформируемые при закалке : Х12Ф1, Х12Ф, Х12М, Х12, Х6ВФ, ХГ3СВФ. Легированные стали повышенной вязкости (при твердости HRC 56 - 58): 4ХС, 6ХС, 4ХВ2С, 5ХВ2С, 5ХВГ. Для изготовления вытяжных матриц рекомендуется выбирать У10А, Х12, ВК8,модифицированный чугун, МСЧ32- 52. Высокохромистые стали обладают высокой прокаливаемостью и закаливаемостью, что позволяет использовать их для штампов больших сечений и применить закалку с умеренным охлаждением, что уменьшает деформацию изделия. Высокохромитстые износоустойчивые стали имеют некоторые различия по механическим свойствам после закалки. Сталь Х12Ф1 несколько пластичнее сталей Х12Ф и Х12М. но сталь Х12М имеет несколько более высокую твердость и большую износоустойчивость. Сталь Х12 при высокой твердости обладает несколько меньшей вязкостью и применяется для штампов простой формы, которые работают без значительных ударных нагрузок, но от которых требуется повышенная износоустойчивость. Для вытяжных штампов рекомендуется применять стали Х12, Х12Ф1 с азотированием поверхности при твердости наружного слоя HRC 68 – 69 и твердости закаленного подслоя HRC 58. Стали этой группы подвергаются закалке, с нагревом до высоких температур (Х12М, Х12Ф,Х12 : 1020 – 1040 С ; Х12Ф1 : 1070 – 1090 С) и низкому отпуску (150 – 170 С). Твердость HRC 61 – 63. Согласно приведенным выше рекомендациям выбираем для изготовления матрицы сталь марки Х12. Определение размеров исходной заготовки Диаметр заготовки определяют из условия равенства площадей:
Отсюда:
При расчете действительного диаметра заготовки учитывают, что край вытянутого изделия имеет волнообразный профиль (фестоны), который надо удалить. Диаметр заготовки можно определить аналитическим, графическим и графоаналитическим методами. При расчете по аналитическому методу поверхность детали определяют как сумму поверхностей составляющих ее простых геометрических фигур. Расчет ведется по срединной поверхности детали.
При этом:
H/d
f
f
f
F
D
Выбор коэффициентов вытяжки по операциям
Значения
коэффициентов вытяжки зависят от
пластичности материала, относительной
толщины листа S/ Проектируемый технологический процесс вытяжки должен содержать минимально возможное число операций. Это обеспечивается на каждой операции таким изменением поперечного сечения заготовки и таким уменьшением толщины стенки в опасном сечении, чтобы напряжение и деформации, возникающие в материале, не приводили к его разрушению. Допускаемая величина вытяжки определяется предельным коэффициентом вытяжки:
где
Коэффициенты
вытяжек при [S/ [1,5/108,43]100% = 1,4 Выбираем по таблице [1, с.6, табл 3]
4.3 Расчет размеров полуфабрикатов по операциям вытяжки Диаметры полуфабрикатов по переходам вытяжки определяются согласно зависимостям:
Расчетные размеры полуфабрикатов по операциям:
Высота полуфабрикатов по операциям вытяжки определяется по формуле:
Вытяжку данной детали проводят в 2 операции.
4.4 Определение усилия прижима по операциям вытяжки Усилие прижима для первой операции вытяжки определяют по формуле:
Где
Q – усилие прижима, МН, k – коэффициент
вытяжки, S – толщина материала, м,
Деформирующее усилие определяется по формуле:
Где
Р – деформирующее усилие, МН, d –
наружный диаметр детали после
соответствующей операции вытяжки, м,
Радиус
закругления матрицы на 1-ой стадии
вытяжки принимаем
На последующих операциях вытяжки радиус закруглений матрицы определяют по формуле:
На последующих операциях вытяжки усилие прижима определяется по формуле:
Где
Выбор технологического оборудования При выборе процесса исходят из следующих соображений: Величина хода ползуна пресса должна соответствовать технологической операции Номинальное усилие пресса должно быть больше усилия, требуемого для штамповки Мощность пресса должна быть достаточной для выполнения работы, необходимой для данной операции Пресс должен обладать достаточной жесткостью Закрытая высота пресса должна быть больше или соответствовать закрытой высоте штампа Габаритные размеры стола и ползуна пресса должны давать возможность установки и закрепления штампов и подачу заготовки Число ходов пресса должно обеспечивать достаточно высокую производительность штамповки Удобство и безопасность обслуживания пресса Для изготовления данной детали используется пресс двойного действия, который имеет 2 независимых ползуна и применяется для вытяжных работ. При вытяжке на прессе двойного действия усилие внутреннего ползуна должно быть не менее деформирующего усилия Р, усилие внешнего ползуна – не менее усилия прижима Q. В этом случае усилие внутреннего ползуна в момент начала вытяжки должно быть не менее 140 кН, усилие внешнего ползуна – не менее 45 кН, ход внутреннего ползуна не менее 130мм. Проектирование и расчёт штампа Выбор конструктивной схемы штампа Вытяжку осуществляют на прессах простого и двойного действия. Вместе с тем в штампах могут предусматриваться дополнительные элементы, обеспечивающие двойное действие, при установке на прессе простого действия и соответственно тройное действие при установке на прессах двойного действия. Возможны также конструкции штампов, обеспечивающие многократное действие. Штампы для вытяжки классифицируют в основном по следующим признакам: принадлежности к прессу, порядковому номеру операции и направлению вытяжки. По технологическому признаку рассматриваемый штамп относится к вытяжным простого действия. Схема работы штампа
Обрезка фланца Откус неровного края
Схема вытяжки без прижима заготовки
Выбор конструктивных элементов матрицы и пуансона Рабочие размеры матрицы Радиусы закруглений вытяжных матриц в зависимости от материала детали принимаем: (6 ÷ 10)S.
На последующих операциях вытяжки радиусы закруглений матрицы определяют по формуле:
Расчет исполнительных размеров пуансона Радиус закругления пуансона на первой операции можно принять равным радиусу закругления матрицы. Радиус закругления пуансона на последующих операциях:
На
последней операции вытяжки
Принимаем
3.3.Определение размеров рабочих пуансона и матрицы для последней операции вытяжки Назначаем односторонний зазор между пуансоном и матрицей: z=1,2S=1,8мм. При вытяжке деталей с заданным внутренним размером зазор устанавливается за счет матрицы. Размер матрицы:
Размер пуансона:
Где
Пуансон по h7, матрица по H8. Внутренний диаметр детали по H14:
2. Разработать технологический процесс изготовления изделия
Билет 31 1. Выполнить художественный проект изделия: Колье из сплавов на основе золота различных цветов в стиле «авангард» в асимметричном построении с использованием контрастных соотношений. Годовая программа выпуска —1000 штук. Разработать эскиз изделия в сборке с указанием необходимых разрезов, сечений, дополнительных видов и технических требований на сборку. Выполнить главный вид изделия в отмывке, необходимое количество дополнительных проекций изделия. Дать краткую аннотацию изделия и его композиционный анализ, отразив художественную ценность, оригинальность, пропорции, симметрию, ритм, пластику, динамику или статику всего изделия, или его отдельных элементов. 1. Авангард характеризуется экспериментальным подходом к художественному творчеству, выходящим за рамки классической эстетики, с использованием оригинальных, новаторских средств выражения, подчёркнутым символизмом художественных образов. Основополагающей стиля авангард является цвет и форма, обязательно контрастирующие друг с другом. Вообще, контраст – это одна из основных черт, характеризующих стиль авангард. Следует отметить, что в этом стиле могут сочетаться совершенно не сочетаемые предметы и материалы. Этот стиль близок людям, обладающих нестандартным мышлением и оригинальным вкусом, предпочитающих независимость и свободу во всем. Колье имеет ассиметричное построение и ярко выраженный контраст белого золота и черного родирования, указывающих на принадлежность к стилю авангард. Так же применены вставки – фианиты и культивированный жемчуг. 2.Разработать тех процесс. 2.1 Технология литьё по выплавляемым моделям, слабоокрашенные камни бриллиантовой огранки (крапановая закрепка), жемчуг. 2.2 Выбрать и обосновать выбор основных и вспомогательных материалов Основные материалы Золото - благородный металл, в наибольшей степени отвечающий требованиям, предъявляемым к драгоценным материалам: красоте, прочности, редкости. Золото не поддается воздействиям окружающей среды, не темнеет и не окисляется на воздухе. Имеет различную окраску в зависимости от примесей (медь, серебро, никель, платина, палладий) — от почти бесцветного до золотистого и оранжево-красного цвета. В данной работе используется белое золото ЗлСрПдН 750-90-140 и лигатура Legor group WE134C. Данная лигатура подходит для литья по выплавляемым моделям, имеет яркий блеск после полирования, без дальнейшего окисления на воздухе. Сплав характеризуется высокой жидкотекучестью и низкой усадочной пористостью. Белое золото выгодно подчеркивает красоту любого драгоценного камня. Сплав золото 750 пробы (ЗлСр75-25) содержит 75% чистого золота. Такие сплавы хорошо полируются, достаточно твердые и прочные, легко поддаются обработке. Фианит. Позволяют имитировать природные драгоценные и полудрагоценные камни. По красоте фианит превосходит алмаз, а по цветовой гамме фианит может соперничать с аметистом, гранатом и цирконом. Высокий показатель преломления фианитов, близкий к алмазу и большая дисперсия создают особую игру света при различных условиях освещения. Эти свойства в сочетании с разнообразной окраской позволяют имитировать природные драгоценные камни, а также создавать новые, оригинальные по окраске. Кроме того, стоимость фианитов, на несколько порядков ниже, чем припродных камней, что позволяет существенно снизить себестоимость изделия, без потери его качества. ЖЕМЧУГ — твёрдый округлый объект, извлекаемый из раковиннекоторыхмоллюсков. Ценится какдрагоценный каменьи используется для производстваювелирных изделий. Обычно жемчуг имеет белый цвет, иногдакремовыйилирозовый; встречаются такжежёлтые, зелёные, чёрные и даже голубые жемчужины. Голубые жемчужины очень редки, имеют высокую стоимость и привлекательность из-за редкого, голубого, свинцово-серого оттенка. С начала XX века ведётся не только добыча природного жемчуга, но и культивирование жемчуга в промышленных масштабах (в первую очередь в Японии). Внутрь жемчужницы помещаются бусинки из прессованных раковин, после чего моллюски возвращаются в воду. Через определённое время бусины, покрытые слоями перламутра, извлекаются из моллюсков. Использование культивированного жемчуга позволяет получать достаточно большую гамму цветов и оттенков. Он имеет приятное мягкое свечение и подчеркивает даже самое изысканное украшение. Вспомогательные материалы. Флюсы. К флюсам, которые применяются в ювелирном деле, предъявляются определенные требования, которым они должны соответствовать. Они должны иметь более низкую, чем у припоя, температуру плавления; способствовать растеканию припоя по поверхности паяемого материала (вязкость должна быть достаточно низкой, чтобы не препятствовать растеканию припою, но достаточно велика, чтобы флюс надежно покрывал место пайки); удалять из зоны пайки загрязнения (в противном случае вязкий слой шлака будет снижать подвижность припоя и препятствовать активному действию новых порций флюсующих материалов на поверхность металла), одновременно сохраняя химическую пассивность в отношении припоя; не разрушать металлы, которые подвергаются пайке. Самым распространенным флюсом, который используется для пайки ювелирных украшений из золота, серебра, мельхиора, является бура. Бура представляет собой натриевую соль тетраборной кислоты. Это белый, мягкий на ощупь порошок, который тонет в воде и плавится при температуре 741˚С. В расплавленном состоянии бура способна растворять оксиды металлов. Борная кислота (Н3ВО2) в качестве флюса используется в тех случаях, когда паяется уже полированное изделие. При использовании буры украшения могут потерять свой блеск или окислиться, поэтому ее использование не всегда приемлемо. Во время нагревания борная кислота претерпевает несколько последовательных изменений: сначала она теряет воду и переходит в метаборную кислоту, затем в тетраборную кислоту и, наконец, в борный ангидрит. 2. Припои. Используется припой белого цвета ПЗл750-130-П. Рабочая температура 800-900 °С. Золотые припои используются для пайки золотых и платиновых изделий. Они характеризуются высокой коррозионной стойкостью. Проба припоя должна соответствовать пробе изделия, при этом для каждой пробы существует несколько различных по цвету и температуре плавления припоев. На практике цвет золотых припоев делится на белый и желтый. Первый используется при пайке изделий из платины и белого золота, второй - для изделий из желтого золота. В зависимости от содержания в припоях меди, цинка, олова, кадмия, их делят на мягкие (легкоплавкие) и твердые (средне- и тугоплавкие). 3. Кислоты. Кислоты применяются в ювелирном деле для травления, чтобы очистить поверхность изделия от оксидной пленки и расплавленного флюса. Посуду с отбеливающим раствором подогревают, погружают туда изделие, после полного растворения флюсов вынимают его из раствора на сетчатом ковшике, изготовленном из кислотоупорного пластика, медными или титановыми пинцетами. Затем тщательно промывают в бачке проточной водой и просушивают. Этот процесс в ювелирном деле называется отбеливанием. Отбеливание производится при помощи специальных кислотных растворов. Платиновые и золотые изделия 750, 583 и 500-й пробы отбеливают в соляных и серных отбелах. Соляный отбел - это 10%-ный раствор соляной кислоты рабочая температура раствора 60...80°С, продолжительность отбеливания до 3 мин в зависимости от степени окисления и образования остаточного флюса. Хорошо офлюсованные и выдержанные в режиме пайки изделия отбеливаются до блестящего состояния без матового зеленоватого налета. В тех местах, где изделие не имело достаточной смачиваемости флюсом или из-за нарушения температурного режима (по температуре или времени нагрева) флюс достиг состояния разложения, при отбеливании появляется зеленоватый налет, который требует потом дополнительной обработки. Серный отбел - 10...15 %-ный раствор серной кислоты. Рабочая температура раствора 60...80 °С, продолжительность отбеливания до 80 мин. Серный отбел менее активен, но окисленная поверхность изделий после отбеливания менее плотная и по цвету ближе к естественному цвету сплава. Его чаще применяют для низкопробных сплавов золота, однако золотые изделия могут покрываться бурым налетом, который смывают с помощью щетки в теплой воде. В данном случае используется кислотный отбел для упрощения утилизации отходов. Остальные вспомогательные материалы - кислоты: водный раствор плавиковой кислоты (20% - 40%), 10% водный раствор азотной кислоты HNO3, серная H2SO4, соляная НСl, борная НЗВОЗ. - паста гои, паста DIALUX, красная синяя, голубая; - нашатырный спирт 10%; - жидкость для мытья Fairy. Резина для изготовления пресс-формы. Резины для изготовления пресс–форм должны отвечать специфическим требованиям. Прежде всего, такие резины не должны вызывать коррозию мастер–модели (эталона), а сами пресс–формы, изготовленные из таких резин, должны обладать низкой адгезией к модельному составу и иметь высокие физико-механические свойства (эластичность, прилипаемость к воску, модели, пригодность к длительному хранению). Резины для изготовления пресс-форм состоят из наполнителя, пластификатора, вулканизующего агента. Для данной пресс - формы была выбрана листовая пастообразная резина горячей вулканизации на силиконовой основе. Это силиконовые композиции, специально разработанные для технологии литья по выплавляемым моделям для производства высококачественного ювелирного литья. Наиболее характерными представителями являются резины Super High Strength, Econosil компании F.E. Knight Castaldo (США), а также MRC 250; Grayflo –2002; FZR-400 компании Millennium Rubber Technology. Пастообразные резины легко укладываются в форму, никогда не образуют пузырей и при плотной укладке заполняют все пустоты, т.к. увеличиваются в объеме при вулканизации. Формы после вулканизации легко режутся лезвием скальпеля. Резины никак не воздействуют с материалом модели, что значительно улучшает качество поверхности. В данном случае использована листовая красная резина Econosil. Инжекционный воск для изготовления однократных моделей. Инжекционный воск является основным термопластичным материалом, используемым в виде расплава для инжекции в резиновую пресс-форму при тиражировании ювелирных изделий. Его основу составляет натуральный или искусственный воск. Модельный воск должен полностью растворяться и сгорать без твердых остатков и продуктов горения. В противном случае значительно снижается качество литья. В настоящее время на российском рынке получили широкое распространение инжекционные воски известных фирм F.E. Knight Castaldo, Kerr и Ferris, Freemen. Для работы был использован голубой воск («Аква») Accu ingection Wax фирмы Kerr. Он нетоксичен, неканцерогенный, 100% выгорание, 0% золы. Исключительно гибкий и пластичный, подходит для изделий практически любой сложности формы. Инжектируется при температуре 60°С. Формомасса. В основном эти порошки включают в себя следующие ингредиенты: Окись кремния (SiO2) Служит в качестве добавки к смеси порошков кварца и кристобалита. Последний представляет собой разновидность кварца, отличающегося высоким тепловым расширением, способным компенсировать усадку расплавленного металла во время затвердевания. Кристоболит. Гипс. Полугидрат сульфата кальция (CaSO4•½H2O ). Больше известен под названием полугидратного гипса, при плавке выполняет роль связующего материала. Вступает в реакцию с водой, образуя гидратный гипс (CaSO4•2H2O). Добавки или модификаторы (борная кислота, сильнокислый Al и др.) Была использована формомасса Satin Cast 20. Электролиты Гальванические покрытия из драгоценных металлов и их сплавов широко применяются при заключительной обработке ювелирных изделий для придания им определенного цвета, тона и блеска, создания цветовой гармонии при изготовлении изделий с драгоценными камнями, коррозионной защиты, повышения прочности и твердости. Родиевые покрытия характеризуются высокой химической устойчивостью, хорошей износостойкостью и твердостью. Покрытия родием имеют красивый внешний вид, обладают высокой отражательной способностью (70-75%) и не тускнеют. В данной работе используется черное родирование, которое, имея все преимущества родирования, создаёт яркий контраст изделия.
2.3. Маршрутная карта: Технологический процесс изготовления колье.
2.4 Процесс изготовления литьевых форм Литейные формы изготовляют из огнеупорной формовочной смеси на вибровакуумной установке. Операцию выполняют в таком порядке: раствор из формовочной смеси и дистиллированной воды (0,35 - 0,4 л на 1 кг смеси) тщательно перемешивают, а затем для удаления воздуха вакуумируют в течение 2 - 3 мин при давлении не более 0,075 Па; одновременно в металлические опоки устанавливают модельные блоки. Опоки затем помещают в установку, заливают формовочной смесью уже в вакууме при давлении не выше 0,075 Па. 1-2мин после заливки опоку вновь вакуумируют и выдерживают 15минут в установке. Далее с опок снимают резиновые уплотнители и полиэтиленовую пленку. После чего опоки выдерживают 30-40 минут на открытом воздухе; поместив затем литейную форму в сушильный шкаф и выдержав ее там в течение 1 - 3 ч при температуре 90 - 100 °С, выплавляют модельный состав. Воск обычно собирают в поддон из нержавейки, помещенный на дно муфельной печи, поддон вынимают, воск используют повторно. После выплавления модельного состава литейные формы прокаливают в прокалочных печах по особым режимам: нагрев от 20 до 150 °С в течение 0,5 ч, выдержка при температуре 150 °С в продолжение 3 ч; нагрев от 300 до 700 °С в течение 3 ч, выдержка при температуре 750 °С в течение 3 ч.
2.5 Виды закрепок, их использование, последовательность закрепки. Закрепкой в ювелирной технике называют процесс закрепления камней в оправу или гнездо готового изделия. Сущность закрепки заключается в том, чтобы подготовить (обработать) гнездо по форме и размерам камня, надежно закрепить камень в изделии и обработать оправу или гнездо так, чтобы изделие было не только красиво, но и удобно в эксплуатации. Существуют три основных вида закрепки камней - крапановая, глухая и корнеровая. 1.Крапановая - камень в оправе держится с помощью крапанов (отдельных стоек). 2.Глухая - камень в оправе держится за счет обжатия пояском по всему периметру (как бы завальцован). 3.Корнеровая - камень держится в отверстии за счет корнеров (шариков). Крапановая закрепка придает изделию легкость и ажурность. Наиболее открытый со всех сторон камень не только сохраняет без искажения для просмотра свою форму и огранку, но и усиливает игру благодаря поступлению большего количества света. Изделия с крапановой закрепкой камня удобны тем, что камни в них легко промываются, а периодическая промывка камней для снятия налета и восстановлении игры камней необходима. Глухая закрепка надежно удерживает камень в оправе и при необходимости дает возможность придать камню более правильную форму. Корнеровая закрепка - самая разнообразная. Этот вид закрепки используют тогда, когда нужно закрепить камень не в касте, а непосредственно в металле. Для этого отверстие в изделии готовят заранее. Корнеровая закрепка может быть применена как к одному камню, так и к любому количеству камней, расположенных в различном порядке. Как правило, это мелкие камни диаметром от 4 мм и менее. Если камень удерживается корнерами и вокруг него нет дополнительной обработки или срезан только глянец, закрепка называется корнеровой. Если вокруг камней сделана глянцевая подрезка, образующая ребро (от нем. «фаден» - нить), то закрепку называют фаденовой. Срезанный фаден (ребро) может создавать контур вокруг камней или рисунок, заключающий в себе камни. Если по ребру фаденовой разделки наносится гризант (зернистая насечка), то закрепка называется фаден-гризантной. В том случае, когда фаден или фаден-гризант, проходя между камнями, образуют четкие квадраты или построение камней образует квадрат, закрепку называют «каре». Пружинная закрепка без опоры (англ. Tension) создает потрясающий и ошеломляющий визуальный эффект — кажется, что бриллиант висит в воздухе без опоры снизу. Камень держится за небольшие секции рундиста, вставленные в пазы кольца. Хотя бриллиант и зажат с большой силой (такие кольца изготавливаются из специального сплава, который позволяет запоминать форму), данный вид закрепки не подойдет для активного образа жизни. Но достоинство пружинной закрепки в том, что на бриллиант попадает много света, поэтому он лучше ‹‹играет›› Канальная закрепка бриллиантов (англ. Channel) в наши дни применяется довольно широко, особенно при изготовлении обручальных колец. Бриллианты аккуратно помещаются внутрь канала в ряд, который некоторых случаях проходит по всей окружности кольца. Закрепка "скобка" - камень с боков открыт полностью. Достоинство: оригинальность. Недостатки: частично закрыт павильон камня, что уменьшает игру камня, низкая надежность. Закрепка "невидимая" - изобретена в 30х годах XX века во Франции на фирме Van Cleef & Arpels. Камень фантазийной огранки закреплен в оправу, которую не видно. Достоинства: возможность набора разных по цвету камней; камни хорошо подсвечены и прекрасно "играют". Недостатки: очень высокая трудоемкость, требует специальной подготовки и оборудования. Богемская (штифтовая) закрепка заключается в том, что камень сферической формы с просверленным отверстием (чаще всего это жемчужина) плотно фиксируется на специальном штифте оправы-чашечки. Синтетический жемчуг допускается крепить на обычный шифт с дополнительным применением клея, припродный же жемчуг крепится на штифт с резьбой. Для данного колье из эстетических соображений и эксплуатационных характеристик была использована корнеровая, крапановая закрепка и жемчужная закрепка на штифт. Закрепка в крапаны. Принцип крапановой закрепки заключается в том, что с внутренней стороны крапанов, на одном и том же уровне, делают всечки, на которые ляжет рундист камня, а концы крапанов, возвышающиеся над рундистом, загибают на коронку камня. Всечки могут быть сделаны специальными подрезными борами, штихелем, надфилем. Всечки делают так, чтобы гнездо, образованное крапанами, было вертикальным и имело карниз в качестве нижнего упора. Камень должен садиться в гнездо плотно и без перекосов. Зажимая крапанами камень, придерживаются такой последовательности: следующим загибать крапан, противоположный только что загнутому. Поджав плотно все крапаны, каст проверяют на просвет: если какой-либо из крапанов висит, его поджимают еще плотнее. Желательно, чтобы загнутая часть крапана ложилась не на ребро, а на грань камня (особенно у камней округлой формы), это лишит камень возможности поворачиваться. Зажим кастов осуществляется корневертками (для получения круглой вершины) или давчиком. Обработка крапанов после закрепки камня заключается в том, чтобы сделать их одинаковыми по длине и форме, а если нужно, заполировать или срезать поверхность крапана на фацет (прямая двусторонняя глянцевая подрезка до образования ребра). Глухая закрепка. Стенки каста должны оставаться одинаковыми по толщине, чтобы при загибе их не образовались внешние неровности или складки. Камень сажают в плотно подогнанное гнездо легким давлением пальца, ручкой штихеля или медным давчиком, в зависимости от размера камня, и обжимают. Обжатие круглых камней производят обжимкой соответствующего размера; если этого бывает недостаточно, поясок поджимают давчиком. Камни овальные, прямоугольные и других форм обжимают давчиком; при толстых стенках пояска обжатие начинают сапожковым давчиком с насечкой, а затем выравнивают гладким; тонкостенные касты обжимают сразу гладким давчиком. Процесс обжатия давчиком протекает в определенной последовательности: сначала камень поджимают с двух противоположных сторон, если перекоса не наблюдается, камень поджимают с двух других сторон. Если же обнаруживается перекос камня и причина его- неравномерное поджатие или сдвиг, то камень выравнивают легким постукиванием по выступающей его части ручкой штихеля, давлением пальца или давчиком и в таком положении фиксируют поджатие, а затем равномерно обжимают. При плотной посадке камня сразу начинают равномерное его обжатие. Особую осторожность во время обжатия нужно соблюдать при работе со «слабыми» камнями и с камнями прямоугольной и других форм, имеющих острые углы. В результате обжатия камня верхняя часть стенки каста наваливается на павильон камня по всему периметру, и на поверхности этого участка каста очень часто остаются следы от инструмента обжатия. Поэтому поясок выравнивают мелким (сработанным) надфилем и, если надо, полировником. Со стороны камня каст по всему периметру срезается на фаден (односторонняя глянцевая подрезка, служащая как бы отражателем) до образования ребра, на которое наносится гризантная насечка. Величину зернения гризанта выбирают в зависимости от размера камня: чем меньше камень, тем мельче гризант. Накатка гризанта - заключительная операция этого вида закрепки. Корнеровая закрепка. Изделия поступают на закрепку с уже намеченными местами для посадки камней. Необходимо обработать посадочное место в размер камня посадочным бором. Аккуратно посадить камень на место, не допускается перекосов. Рундист камня должен быть чуть ниже уровня металла отверстия. Далее с осторожностью корневерткой проводится накатка металла на коронку камня и несильным нажатием формируется корнер.
Элементы камня бриллиантовой огранки. При такой огранке камень покрывается многочисленными плоскими поверхностями — фацетами. При полной бриллиантовой огранке на лицевую сторону (корону), на которой расположена площадка, наносятся три пояса граней таким образом, что на лицевой стороне, вместе с площадкой, располагаются 33 грани. На тыльной стороне (павильоне) находятся 24 грани. Таким образом, полная бриллиантовая огранка состоит из 57 граней.
Пропорции
"идеального бриллианта" Толковского:
Общая высота камня — 60% от диаметра; Площадка — 53%; Высота короны — 16.2%; Угол наклона граней короны — 34.5°; Высота павильона — 43.1%; Угол наклона граней павильона — 40.75°; Толщина рундиста — 0.7%.
Билет32 1.3Анатация изделия . Данный винный набор выполнен в африканском диком стиле. Наиболее экзотическим из всех существующих стилей является африканский стиль . и при этом – почти детская, но очень светлая наивность и простота… Украшение интерьера в африканском стиле будоражит воображение, создает ощущение прикосновения к тайне, к чему-то особенному. Максимально экзотический и гротескный, он в одночасье ломает шаблонные представления. Этот стиль - само воплощение динамики, экспрессии и бьющей через край жизненной энергии. Интересного визуального эффекта в таком интерьере можно достичь за счет умело подобранной игры контрастов. Африканские цвета это - различные оттенки красного, желтого, коричневого. В основном это, терракотовые, кирпичные, песчаные и другие теплые краски. Цветовые сочетания строятся на контрасте светлого и темного.. Если рассматривать цветовую гамму, следует воспользоваться, желтыми, красными, оранжевыми и другими теплыми тонами символизирующими жаркий климат континента. Винный набор также построен на контрасте желтого фона и темно-коричневого геометрического орнамента. В центре располагаются сцена охоты африканского народа,взятая из наскальных рисунков .вся композиция пропитана динамикой,что характерно для данного стиля. 2.2Выбор материала изделия. В качестве основного материала для изготовления винного набора предложен сплав серебра с медью СрМ950.Сплав очень хорошо поддается обработке давлением .Его применяют при глубокой вытяжке , чеканке, для изготовления очень тонкой проволоки.К недостаткам можно отнести невысокие механические свойства, но старением можно увеличить прочность от 50 до 100 кг/см2 . В качестве покрытия выбираем сплав золото-никель(99,8).Эти покрытия получают блестящими непосредственно в ванне, что значительно ускоряет завершение отделочных операций, сокращает потери золота, уменьшает долю ручного труда в производстве.
2.3Маршрут изготовления стопки.
Маршрут изготовления тарелки
Схема раскроя тарелки,коэф.использования металла . Расчеты исполнительных размеров матрицы и пуансона. Усилие вырубки.
Расчет коэффициента использования металла.
а1- межконтурная перемычка (м/у контурами деталей) а – боковая (м/у контуром детали и краем заготовки) При однорядной вырубке из полосы: шаг подачи t=D1+a1 ; расчетная ширина полосы: bp=D2+2a ; b=D2+2a+ Δn (мм) D1=170mm a1 =1,8mm Δn –допуск на ширину полосы = 0,8 mm a =2 mm t= 170+1,8=171,8 mm b н= 170+2*2+0,8=174,8mm - номинальная ширина полосы выбираем стандарт ширину полосы. Кол-во деталей из полосы: nд= L/t ; nд= 6 ; L= 170*6+5*1,8+2*2 = 1033 мм η= 100(f n/F) коэффициент использования материала
f- площадь вырезаемой детали = πr2= 3.14*852=22685.5мм2 F- площадь полосы = 1033*174,8=180568,4 мм2 n- кол-во вырезаемых деталей =6
η=100(22685,5*6/180568,4)= 75,38%
Р=К × L × S × σср , [ H ] К – коэффициент притупления режущих кромок (1,1 ÷ 1,3) σср - сопротивление сдвигу, МПа σср = 260 МПа L – длинна контура вырубаемой детали L=2πR=2*3.14*85=533.8мм S – толщина детали Р = 1,3*533,8*1*260=1804244Н.
Расчет исполнительных размеров пуансона и матрицы, назначение допусков. При вырубке наружного контура: DМ= (DH - bИ)+bм dП= (DH - bИ - z)-bп Допуск матрицы назначаем по 8 квалитету,а пуансона по 7. где bИ - допуск размера изделия, DH - номинальный вырубаемый размер, bМ - допуск размера матрицы, bП - допуск размера пуансона, z – зазор(8-10%)S. DМ = (170 - 1)+0,046= 169+0,046мм dП = (170 - 1 - 0,08)-0,03= 168,92-0,03мм
. Выбор конструктивных элементов матрицы и пуансона. а) двухсторонний зазор между матрицей и пуансоном: z = 8% S; z = 1,5 × 0.08 = 0.12 б) глубина матрицы в) толщина рабочего пояска матрицы г) углы заточки вырубного штампа. Для вырубки-пробивки металлического листового материала применяем пуансон с углами заточки режущей кромки (грани) 90˚, матрицы 90˚ (отклонение 5˚). Значение а=90˚ считается оптимальным, так как при этом обеспечивается наибольшая скорость и надежность в работе штампа.
Схема расположения допусков на исполнительные рабочие размеры пуансона и матрицы.
Рис. 2.4.1. Схема полей допусков размеров матрицы и пуансона при вырубке.
Рис. 2.4.2. Схема допусков размеров матрицы и пуансона при пробивке. Квалитеты при изготовлении пуансона и матрицы определяют в зависимости от квалитета штампуемых изделий. Изделия – по 10 квалитету, матрица – по 8 квалитету, пуансон – по 7 квалитету.
2.5 В качестве покрытий выбираем сплав золото-никель(99,8%) Электролит золочения:
Анодом является сталь 12Х18Н9Т Это покрытие получают блестящим непосредственнов ванне ,что значительно ускоряет завершение отделочных операций при выпуске ювилирных изделий, сокращает потери золота, уменьшает долю ручного труда в пр-ве.Покрытие получают из электролитов,не содержащих свободного цианистого калия.это ведет к оздоровлению услютруда,уменьшает опасность загрязнения сточных вод и окр среды. Электроосаждение электролитов сплавами золота взамен чистых золотых покрытий, обеспечивает получение более твердых износоустойчивых покрытий, а также сокращает расход драг металла. Оборудование цеха составляют ванны, вытяжные устройства, сушильный шкаф, стол,шкаф для реактивов.
Лучше
всего использовать сушильный шкаф с
электрообогревом. Габаритные размеры
шкафа 1100 Монтаж изделий на подвесочные приспособления и демонтаж производится на специальных столах. Для обработки данных деталей наиболее подходящей является стационарная ванна, выполненная из винипласта. В связи с небольшими габаритами ванны, малой продолжительностью обработки загрузку и выгрузку осуществляют вручную. Техническая характеристика оборудования и необходимые данные о выбранном оборудовании сведены в таблице . Для 4 тарелок за 1 загрузку. Техническая характеристика оборудования
Также в тех процесс золочения входит взвешивание до и после нанесения покрытия.
Билет №33 1.3 Краткая аннотация данного изделия Пепельница выполнена в китайском стиле с применением современных стилистических решений. В целом построению присущи простота и лаконичность в дизайне. Использование декоративных орнаментов гармонично сочетается с пластикой изделия. Несмотря на габариты, оно не кажется массивным, а использование симметрично расположенных элементов придает композиции строгость и изящность. Черненые росписи выигрышно контрастируют со светлым металлом основы, создавая акценты и подчеркивая стилистическую принадлежность изделия. 2.1 ЛВМ. Литье по выплавляемым моделям,- это наиболее производительный способ тиражирования ювелирных изделий. Литьем получают как отдельные детали ювелирных изделий для последующей монтировки, так и целиковые изделия. Применение литья позволяет получить любое количество копий сложнейших изделий, изготовленных вручную, наборных, вырезных филигранных с минимальными потерями драгметалла и более рациональным использованием ручного труда. Сущность состоит в том, что по неразъемной легкоплавкой модели изготавливают неразъемную разовую форму. Модели из этой формы выплавляют, а образовавшуюся полость заливают жидким металлом. При этом способе получаемые отливки настолько точны, что объем механической обработки, уменьшается на 80... 100% ив 1,5...2 раза сокращается расход жидкого металла. Этим способом можно получать отливки массой 0,02... 100 кг, с толщиной стенок до 0,5 мм и отверстиями диаметром до 2 мм. Технология получения отливок литьем по выплавляемым моделям включает следующие этапы: а) изготовление разъемных пресс-форм; б) получение неразъемных легкоплавких моделей в пресс-формах; в) изготовление неразъемной разовой формы по легкоплавким моделям; г) выплавление моделей из формы; д) обжиг формы; е) заливка формы металлом и выбивка готовых отливок. Фантазийная огранка. Фантазийная огранка содержит все формы граней, включая несимметричные и искаженные, применяется для получения нестандартных форм вставок. Фантазийным способом изготавливают вставки необычных очертаний - сердца, капли, звезды, цветка, челнока, герба и т.п. Большинство видов фантазийной огранки можно разделить на три группы: видоизмененная бриллиантовая огранка, ступенчатая огранка, смешанная огранка. Видоизменения в фантазийной огранке сводятся к модифицированию формы и использованию разнообразных по форме фасет. Стандартную бриллиантовую или изумрудную огранку можно эффективно модифицировать во множество различных форм, сохраняя при этом количество граней и принципы расположения относительно друг друга. В данном случае используется разновидность огранки принцесса. Принцесса – клиньевая квадратная, эта Огранка обладает очень хорошей игрой и высокой степенью бриллианции., и наиболее соответствующая стилистике и дизайну изделия. .2 Основной материал данного изделия – сплав серебра Ср875. Высокая прочность сплава позволяет использовать его для изготовления ювелирных и бытовых изделий. Этот сплав наиболее распространен в изготовлении ювелирных изделий посудной группы. Его используют для изготовления украшений и предметов сервировки стола. Имеет благородный серебристо - белый цвет и высокие антикоррозийные свойства. Серебро данной пробы хорошо плавится и принимает различные формы, в последствие ювелирное изделие сохраняет твердость и мало подвержено атмосферным явлениям. Именно малое содержание меди предопределяет его малую склонность к потускнению на воздухе. Сплав хорошо подвергается химическому чернению. Эти и другие качества делают его оптимальным выбором для изготовления данного изделия. Применяемая лигатура - L05M. Состав металлов: 86% Cu, 14% Zn . Область применения: литьё изделий по выплавляемым моделям. Не содержит кислорода и обладает высокой текучестью. Указанный диапазон проб соответствует требуемому. Использование вставок из фианитов обусловлено их низкой стоимостью и рентабельностью производства, с сохранением привлекательно вида изделия и имитацией других более дорогих драгоценных камней. Материал изготовления мастер-модели – мельхиор. Мельхиор — это сплав меди с никелем. М. хорошо обрабатывается давлением и поддается разного рода механической обработке . Наиболее ценное свойство мельхиора — высокая стойкость против коррозии в воздушной атмосфере и в атмосфере водяного пара. Поскольку мастер-модель хранится на предприятии в течение длительного времени и служит эталоном для серийных изделий, очень важна сохранность ее физико-механическх характеристик и внешних свойств. Благодаря никелю мельхиор, в отличие от латуней и бронз, имеет не желтоватый, а серебристый цвет, который в сочетании с высокой коррозионной стойкостью и твердостью предопределил применение сплава в качестве материала для изготовления мастер-моделей. Выбор вспомогательных материалов в производстве изделия, таких как: вулканизационная резина, воск, формовочная масса, припои и др., обуславлен условиями производства и установленными производителем, либо выбранными на предприятии, режимами технологического процесса. 2.3Маршрутная карта изготовления изделия в условиях предприятия.
2.4
Оборудование: вулканизатор Chinetti VU-220-DGT. Регулятор температур - цифровой. Максимальная температура - 200 С. Габариты 360х165х530 мм. Размер пластин - 220х150 мм. Мощность - 700 Вт. Электропитание - 220 В. Оснастка: обоймы 115х90х45 мм., 75х50х45 мм., опорные штыри. Инструмент: скальпель, пинцет обратный, лупа х6. Расходные материалы: Резина вулканизационная Castaldo Super High Strength. При изготовлении резиновой пресс-формы следует учитывать свойства и параметры мастер-модели, знать специфику и следствия физических процессов, протекающих в ходе вулканизации, а также другие технологические особенности: размерная усадка каучуковых матриц, воска и отливаемого изделия; разница в толщине различных частей изделия и препятствия, возникающие при кристаллизации металла; точки изделия, к которым можно подводить литники для изготовления изделия без нарушения его рисунка. Эти точки должны удовлетворять требованиям нормальной заливки металла; Также требуется строгое следование технологическим режимам. Некоторые из них указываются производителем резины, некоторые определяются экспериментально, опираясь на выше приведенные особенности. Наиболее важны предварительные операции по подготовке обойм и резины. Для этого обоймы тщательно обезжириваются и сушатся перед закладкой резины, в процессе которой также следует избегать загрязнения резины любого вида жирами (в т.ч. кожным), поскольку это пагубно сказывается на свойствах силиконовых эластомеров и может привести к расслоению пресс-формы. В данном случае применятся синтетическая силиконовая листовая резина Castaldo Super High Strength, специально разработанная для тиражирования восковых моделей ювелирных изделий. Обладает исключительной прочностью на разрыв и долгой памятью формы. Резина не воздействует с материалом модели, что значительно улучшает качество поверхности. Для отделения восковок от резиновой формы, не требуется использования силиконового спрея – форма уже содержит компоненты, способствующие легкому отделению восковок от резины. Т вулканизации 165-177С из расчета 15 мин. на каждый слой. Не допускается смешивание силиконовой резины с другими составами на основе природного каучука (Gold, White, No-Shrink Pink). Перед закладкой резины формы предварительно прогревают. При закладке резины в формы следует использовать опорные штыри (рис.4), что упрощает дальнейшее позиционирование частей пресс-формы при инжекции воска. Для удобства последующих операций инжекции можно применять металлический конус (рис.1), в качестве дополнения к литниковой системе модели. Необходимое количество резины также определяется экспериментально и выбирается исходя из оптимального соотношения расхода материала и конечного качества пресс-формы.(рис.2,3) После сборки обоймы, выбирается температурный режим, вданном случае это 165-1700 , который поддерживается в течение всего процесса вулканизации. Среднее время вулканизации составляет около 2 минут на каждый мм. толщины, Castaldo SuperHigh Strength вулканизируется 15 минут на 1 слой резины. Имея одинаковые по высоте обоймы можно проводить вулканизацию обеих частей модели одновременно. По завершении вулканизации извлекаются опорные штыри и осуществляется резка каучука. Для удобства используют щипцы обратные для резки пресс-форм.После резки каучука извлекается металлическая модель (рис.6). Вставляются на место опорные штыри. После этого матрицу можно использовать для изготовления тысяч изделий, не сомневаясь в точности закрытия матрицы. Порядок выполнения операций при изготовлении резиновых пресс-форм: Выбрать стремянку (обойму) в зависимости от габарита мастер модели. Подготовить мастер модель, закрепить в стремянке. Подготовить резину. Заполнить стремянку «сырой» резиной (эластомером). Позиционирование опорных штырей. Закрытие матрицы металлическими пластинами и последующий нагрев в вулканизаторе. Извлечение из стремянки. Резка резины. Извлечение мастер модели. Установка позиционирующих штырей. Пробная инжекция. Контроль качества. Складирование.
Рисунки и схемы:
Металлический конус Модель Стремянка вулканизации каучука Силиконовый каучук Крышка стремянки А. Отверстие в стремянке В. Опорный шрифт конуса
Рис.1
2.5 Материал вставок – фианит. Выбор материала обосновывается стилистическим сочетанием вставок с металлом изделия, его стоимостью и рентабельностью в производстве, а также наличием у него ценных физических свойств: высокая твердость,показатель преломления, отсутствие спайности и тд. Вид огранки – «груша» отвечает стилистическим особенностям изделия, а также раскрывает вся игру света минерала. Технологический процесс фантазийной огранки состоит из следующих основных операций: 1) сортировка и разметка сырья; 2) резка на заготовки; 3) наклейка заготовок;4) предварительная обработка заготовок; 5) наклейка заготовок; 6) огранка граней низа; 7) полировка граней низа; 8) переклейка; 9) окончательная заточка по рундисту; 10) полировка рундиста; 11) огранка граней верха; 12) полировка граней верха; 13) отклейка и очистка; 14) контроль качества. Для огранки данной вставки используется специальная оснастка – специальное делительное кольцо, разработанное для данного техпроцесса.
Билет 34. Сувенир подсвечник из сплава на основе серебра в классическом стиле, украшенный элементами из поделочного камня. Годовая программа выпуска 3000шт. 1. Классицизм Классицизм сложился в 17 в. во Франции. В 18 в. классицизм был связан с Просвещением; основываясь на идеях философского рационализма, на представлениях о разумной закономерности мира, о прекрасной облагороженной природе, стремился к выражению большого общественного содержания, возвышенных героических и нравственных идеалов, к строгой организованности логичных, ясных и гармоничных образов. Разум, чувство меры, элегантность были основной концепцией классицизма. Орнаменту рококо с его необузданной фантазией приходит на смену декор, связанный с классической архитектурной композицией и с господством ордерного построения. Появляется сдержанная симметрия декоративных мотивов, в лепке преобладает низкий рельеф, в росписи – гризаль. Согласно требованиям декор был прост и ясен укладывался в понятие симметрии и порядка. В то же время он создавал впечатление почти чрезмерной легкости. Главенствуют прямые линии, квадрат, прямоугольник, круг, овал. В орнаменте преобладают овы, растительные завитки, жемчужник, розетки, листья оканта и лавра, цветы часто свиваются в гирлянды. Они подвешиваются на лентах с бантом на декоративных гвоздях или бычьих, бараньих головах, расположенных симметрично. Среди любимых мотивов медальон, факел. Украшения становятся прерогативой женщин, мужчинам же остаются лишь перстень, булавка для галстука и цепь для часов. Украшения становятся ещё изящней, крайне важно гармоничное сочетание украшений с предметами одежды. На смену разномастным драгоценностям приходят комплекты украшений, сделанные в едином стиле. Данный сувенир подсвечник выполнен в классическом стиле с присущей ему строгостью, симметричностью, чувством меры. Подсвечник по композиции декора прост и ясен, нет нагромождения, присутствует симметрия. Чернёное серебро лаконично сочетается с зелёной яшмой и образует единый силуэт ордерного построения.
2. Техпроцесс
2.2 Основные и вспомогательные материалы. 1) СрМ925 – наиболее подходит для изготовления мастер-модели и основного изделия, т.к. имеет относительно небольшую стоимость и характеристики для изготовления изделий посудной группы 2) Лигатура Magic AG4 – пригодна для центробежного и вакуумного литья; низкие температуры литья и опоки; Температура плавления 920-8600С 3) Поделочный камень яшма – хорошо подходит для изготовления данного вида изделия, т.к. легко обрабатывается, имеет красивый декоративный вид, и всю гамму оттенков от фиолетового до красного и от чёрного до белого 4) Флюс (борная кислота и бура) – имеет хорошую флюсующую способность для данного материала, небольшая стоимость 5) Отбел (лимонная кислота) – хорошо очищает поверхность паяного изделия от окислов и остатков флюса 6) Припой серебряный ПСр72 - образует крепкое паяное соединение 7) Раствор для чернения (серная печень 10 г/л) – даёт хороший результат оксидирования, образуется черная плёнка, используются недорогие материалы 8) Резина F.E. Knight Castaldо - Super High Strength и Econosil – обеспечивает хорошую воспроизводимость поверхности изделия, имеет небольшую усадку 9) Инжекционный воск F.E. Knight Сastaldо - Super Cera – хорошо воспроизводит резиновую форму, имеет небольшую усадку 10) Формовочная масса Кеrr Саst2000 – обеспечивает оптимальные условия лвм в вакуумной литейной машине 11) Раствор для УЗУ (нашатырный спирт, дистиллированная вода, Fairy) – создают оптимальные условия для ультразвуковой очистки поверхности изделий. 2.4 Подробно описать процесс изготовления части изделия, выполненного из поделочного камня: оборудование, режимы, последовательность операций. Техпроцесс обработки поделочного камня состоит из следующих операций: 1. предварительный осмотр сырья 2. разметка 3. распиловка 4. обдирка 5. доводка 6. полирование
1. Проводится для выбора наиболее оптимальной его обработки с учётом дефектов, неравномерности окраски. 2. Операция разметки очень ответственна, требует большого опыта и знания свойств камней. Распиливанием камни разделяют на части, пригодные для последующей обработки. 3. Распиливают камни на специальных станках с помощью алмазных дисков с частотой вращения до 8000 об/мин; для охлаждения используют воду, водомасляные эмульсии, мягкое масло, дизельное топливо, керосин. Камень закрепляют в зажиме и вручную или под собственным весом подают навстречу вращения вращающегося диска. В алмазных пилах абразив включён в диск по его периферии. Диск делается из мягкой стали, а если он небольшого диаметра – из бронзы или меди. 4. Обдирка – это абразивный процесс, предназначенный для придания камню предварительной грубой формы. Для этого используют шлифовальные абразивные круги различных размеров и формы, различного размера абразив. В качестве абразива используют карбид кремния, алмаз и другие материалы. В последние годы стали применяться обдирочные круги с алмазными зернами, включенными в металлическую или пластмассовую основу. Они выполняют те же функции, что и круги из карбида кремния, и имеют несомненные преимущества, хотя и более дорогие. Обдирочные круги применяются для придания формы кабошонам, при подготовке сырья к огранке, для снятия фасок у плоских пластин, для объёмной резьбы и т.д. При обдирке вручную камней подаваемая вода должна смачивать всю поверхность камня полностью. Обрабатываемый камень должен быть направлен вниз по ходу движения круга, во избежание выдалбливания круга острыми краями камня. Скорость вращения круга 2500 об/мин. 5. Доводка. Процесс доводки несложен, для этого нужно тереть камень о плоскую плиту или вращающийся абразивный диск. Как и обдирку доводку начинают с крупного зерна, чтобы как можно быстрее выровнять поверхность, затем в ход пускают мелкий абразив, чтобы подготовить поверхность к последующему полированию. При обработке требуется постоянная подача воды. Скорость вращения диска 2500 об/мин. 6. Полирование – окончательный этап при изготовлении изделия из камня. Большинство полировальных материалов, за исключением алмаза, являются окислами металлов, например крокус – это оксид железа, зелёный крокус – оксид хрома, также используют оксид серебра, углерод в различных видах, диоксид церия, цинка, олова, кремния, углекислый кальций. Помимо паст и порошков полировальные составы выпускаются в виде водорастворимых полутвёрдых цилиндрических или прямоугольных брикетов, которыми натирают влажную поверхность полировальника. Существуют 2-а основных типа полировальников: 1) полировальники для кабошонов, плоскостей, сфер и др. изделий, не требующих высокой точности исполнения; 2) полировальники для геометрически плоских поверхностей. Полировальники 1-го вида делают как из мягких материалов (ткани и кожа), так и из более твёрдых (дерево, резина). Полировальники 2-го типа изготавливают плоских пластин металла, пластмассы или дерева. Для полирования применяют только разбавленную суспензию полировального порошка; густую массу, осевшую на дно, использовать нельзя. Суспензии нужно подавать ровно столько, чтобы поддержать полировальник во влажном, но не в мокром состоянии, это обеспечивается использованием суспензии определённой концентрации. Чем лучше подготовлена поверхность, тем эффективнее и быстрее проходит полирование. Качество полирования проверяют при хорошем освещении (300 люкс) при увеличении 6-10-х, при этом почти не должно быть видно рисок. Частота вращения полировальника не должна превышать 500 об/мин.
2.5 Описать технологию нанесения окрашенных конверсионных покрытий на сплавы на основе серебра К группе конверсионных относятся покрытия, которые не наносятся извне на металлическую поверхность, а формируются на ней в результате конверсии (превращений) при взаимодействии металла с рабочим раствором, так что ионы металла входят в структуру покрытия. Основой их являются оксидные или солевые, чаще всего фосфатные пленки, которые образуются на металле в процессе его электрохимической или химической обработки. В данном случае производится цветное химическое оксидирование серебра. Оксидирование ювелирных украшений производится для того, чтобы защитить их от потускнения. Само оксидирование сводится к нанесению на поверхность ювелирных украшений химически стойкой защитной пленки, которая предназначена для повышения декоративных свойств и антикоррозионных качеств. Оксидирование проводится двумя основными способами: химическим и электрическим. Внутри этих способов различается также цветное и бесцветное оксидирование. Последнее еще называется пассивным. Подобной обработке подлежат изделия из серебра и недрагоценных металлов или сплавов. Оксидная пленка на долгое время способна сохранить декоративную привлекательность изделия. А получение прозрачной пленки, покрывающей поверхность изделия, так называемое пассивирование, дает возможность серебру надолго сохранить свой естественный белоснежный цвет. Изделия же, покрытые цветной пленкой, как правило, черной или темно-серой с оттенками различных цветов (синеватым, желтоватым, зеленоватым), могут сохранять свои декоративные теневые эффекты вплоть до попадания в агрессивные или абразивные среды. Химическое пассивирование серебра обычно получают при помощи электролита, состоящего из двухромовокислого калия и оксида хрома. Температура раствора колеблется в пределах 18-25˚С, время обработки составляет около 2 часов. После обработки изделие подлежит промыванию в холодной проточной воде и просушке. Химическое декоративное (цветное) оксидирование серебра происходит в растворах сульфида калия (серной печени, 10 г на литр). Для его приготовления используется сплав серы и поташа (углекислого калия, 1 г на литр) в пропорциях 1:2 или 1:1. Плавка состава производится при постоянном помешивании, чтобы не дать составу воспламениться. Она проводится до получения однородной темно-коричневой массы. Полученный состав хранится в форме куска в темном закрытом сосуде. Для того чтобы получить оксидирующий раствор, берется необходимое количество массы (обычно около 20-30 г на литр воды), измельчается и растворяется в воде при температуре около 90˚С. Для оксидирования обезжиренное изделие из серебра (обезжирить: химическое обезжиривание в электролите: 20-30г/л Na2CO3, 30-40 г/л Na3PO4, 3-5г/л Na2SiO3) окунается в раствор. Если необходимо провести оксидирование отдельного участка, а не всего изделия, то раствор наносится на заданные участки при помощи тонкой кисти. Для повышения активности раствора серной печени и разнообразия оттенков, в состав раствора могут вводится хлористый аммоний (около 40 г на литр воды) или углекислый алюминий (около 20 г на литр воды). Полученный раствор остается активным, т. е. пригодным для использования, примерно в течение 5 часов. Процесс потемнения поверхности изделия должен происходить под постоянным визуальным контролем. Когда достигается необходимое состояние ювелирного украшения, оно фиксируется промывкой в проточной воде. Высохшую поверхность очищают при помощи фетра (сукна), натертого мелом, или полируют до получения нужного цветового фона. Электрохимический процесс оксидирования сходен с процессом электролитического осаждения металлов и проводится в гальванических цехах. При электрохимическом пассивировании серебра используется электролит, который состоит из хромовокислого калия (100-150 г на литр) и углекислого натрия (1-2 г на литр). Температура раствора поддерживается в пределах 20-22˚С в течение 35 минут. Плотность тока при этом составляет 1 А/дм². После того, как обработка закончена, изделие просушивается при температуре около 70˚С примерно 5-10 минут. Декоративное электрохимическое оксидирование серебра происходит в электролите, который состоит из сернистого натрия (20-30 г на литр), сернокислого натрия (15-20 г на литр), серной кислоты (5-10 г на литр), ацетона (3-5 г на литр). Температура раствора поддерживается около 25˚С, плотность тока 0,1-0,5 А/дм², продолжительность процесса от 1 до 5 минут.
Билет №36 Украшение интерьера из сплава на основе серебра в стиле «барокко». Годовая программа выпуска 1500 штук. 1.3. Дать краткую аннотацию изделия и его композиционный анализ, отразив художественную ценность, оригинальность, пропорции, симметрию, ритм, пластику, динамику или статику всего изделия или его отдельных элементов 2. Разработать технологический процесс изготовления изделия 2.1. Технология – литье по выплавляемым моделям, отделка различными вставками 2.2. Выбрать и обосновать выбор основных и вспомогательных материалов для изготовления изделия 2.3. Маршрутная карта 2.4. Описать технологию обработки поверхности изделия (последовательность выполнения технологических операций, оборудование, инструмент) 2.5. Подробно описать технологический процесс пайки, обосновать выбор оборудования, режимов, припоев, флюсов. 1.3. Дать краткую аннотацию изделия и его композиционный анализ, отразив художественную ценность, оригинальность, пропорции, симметрию, ритм, пластику, динамику или статику всего изделия или его отдельных элементов Данное изделие – украшение интерьера – подсвечник, выполненный в стиле барокко и украшенный 3-мя разновидностями поделочных камней: бирюза, лазурит, голубой агат. Камни хорошо сочетаются с цветом выбранного сплава серебра, выгодно подчеркивая формы подсвечника. Изящные завитки, волнистые линии и в то же время стройность силуэта – характерны для подсвечника. Барокко родилось в конце XVI века в Италии, но прошло немногим более половины столетия, и стихия этого яркого, роскошного стиля охватила Францию, а за ней и большинство стран Европы. Действительно, барокко - один из самых пышных и живописных исторических стилей, в нем нет той «правильности», четкости и сдержанной гармонии, которые характерны для произведений эпохи Ренессанса. Но, возможно, еще более точно стиль барокко могут охарактеризовать эпитеты «великолепный и торжественный». Именно такими предстают перед нами совершенные образцы архитектуры барокко - величественные храмы Рима, возведенные в XVII веке по повелению пап, дабы прославить власть и могущество католической церкви. В ювелирном искусстве наиболее яркое развитие стиль барокко получил в работах французских мастеров, поставщиков двора Людовика XIV. Правление Короля-Солнца (1643-1715) стало апогеем абсолютной власти, и для оформления этой власти требовалась достойная оправа. Самые искусные ювелиры, так же как и лучшие мастера других видов искусства, стекались к французскому королевскому двору. Интересно отметить, что золотых дел мастера пользовались там особыми привилегиями, не случайно только им и живописцам было разрешено высочайшим указом носить шелковые чулки, что до той поры позволялось лишь дворянам. Эмоциональному содержанию этого стиля присущи, прежде всего, яркая помпезность и сдержанное величие. Но вместе с тем в соответствии со вкусами того времени он экспрессивен и жизнерадостен. В орнаментике барокко преобладали тяжелые гирлянды цветов и плодов, раковины и волюты, мотивы аканта, прихотливых бантов, картушей, двойного завитка в виде буквы «С». Открытую шею дамы обвивали нити прекрасного жемчуга, очень модного в эпоху барокко. В ушах сверкали роскошные многодельные серьги с тремя жемчужными подвесками, так называемой формы «жирандоль». Жемчуг также нашивали вместе с лентами на платье, им украшали волосы и талию. Мода того времени была благосклонна и к дорогим кольцам с рубинами и изумрудами, закрепленными в высоких кастах. Приметой времени могут служить и драгоценные пряжки для одежды и обуви. Наличие в костюме многочисленных драпировок требовало различных заколок. Раньше использовали аграфы, теперь их заменили броши, которые впервые вошли в обиход именно в эпоху барокко. Крупные декоративные броши, декорированные яркими камнями - изумрудами, рубинами, сапфирами, жемчугом, - украшали декольте корсажа или подчеркивали осиную талию дамы. Удивительно эффектны крупные броши, выполнявшиеся в виде букетов цветов или переплетенных ветвей, либо в виде всевозможных лент, завязанных бантом. Все броши того времени в соответствии с принципами стиля барокко имели пышные, строго симметричные формы и были обильно украшены глубокими по цвету драгоценными камнями. 2.1. Технология – литье по выплавляемым моделям, вставки из перламутра и жемчуга Литьем называется процесс изготовления металлических изделий посредствам заливки расплавленного металла в формы. Преимущество ЛВМ – расплавленный металл обладает высокой жидкотекучестью и может заполнять самые сложные участки формы с минимальной толщиной стенок (менее 1 мм) при достаточно большой площади поверхности, этот способ массового производства ювелирных изделий является высокопроизводительным, малоотходным, относительно недорогим.
Необходим точный расчет литниково-питательной системы (ЛПС), предназначенной для равномерного заполнения отдельных участков литейной формы непрерывного питания отливок жидким металлом в процессе его кристаллизации. М-м изготавливается с литником (будущим каналом-питателем в форме), которое является частью ЛПС). Литники подводят к более массивным частям модели. При наличии разнотолщинности стенок модели изготавливают несколько литников (вилка). Оптимально круглое сечение литника, которое переходит в щелевидную форму в месте крепления к м-м. Размеры сечений литника определяются опытным путем для каждого конкретного изделия.
Резиновые пресс-формы изготавливают в металлических вулканизационных обоймах прямоугольной формы из алюминиевого сплава. М-м прокладывается кусочками сырой резины, тщательно обжимается во избежание непроформовки. Сверху и снизу от м-м в металлическую обойму помещаются нарезанные по размерам обоймы заготовки резины и металлические пластины. Вулканизационный пресс используется для прессования и вулканизации сырой резины, которую в обойме устанавливают между двумя нагретыми плитами. Полученная форма охлаждается и разрезается формовочным скальпелем.
2.2. Выбрать и обосновать выбор основных и вспомогательных материалов для изготовления изделия Серебро 875 пробы применяется для изготовления ювелирных изделий и декоративных украшений, сувениров, предметов сервировки стола. Этот сплав менее стоек на воздухе, чем сплавы 950 и 925 проб, однако имеет хорошие литейные свойства. Механический свойства более высокие, а обрабатываемость давлением хуже, чем у сплава СрМ900. температуры ликвидуса и солидуса сплава равны 875 и 779 °С. Припои: ПСр-68-I; t пл.= 770-7900 C, 68%Ag, 32% Cu, ПСр-66,6; t пл.= 720-7400 C, 66,6%Ag, 24,3%Cu, 9,1%Zn. Температура плавления припоя должна быть на 50 °С меньше, чем у основного металла. Лигатура: SCS3 Legor –для литья по выплавляемым моделям. Рекомендуется для закрытых вакуумных литьевых систем. Резина: Листовая пастообразная резина горячей вулканизации на силиконовой основе Econosil компании F.E. Knight Castaldo (США).Это силиконовые композиции, специально разработанные для технологии литья по выплавляемым моделям для производства высококачественного ювелирного литья. Для работы с такими резинами используются традиционные методы и оборудование. Пастообразные резины легко укладываются в форму, никогда не дают пузырей и при плотной укладке заполняют все пустоты, т.к. увеличиваются в объеме при вулканизации. Формы после вулканизации легко режутся лезвием скальпеля. Резины не воздействуют с материалом модели, что значительно улучшает качество поверхности. Для отделения восковок от резиновой формы, не требуется использования силиконового спрея – форма уже содержит компоненты, способствующие легкому отделению восковок от резины. Воск: Голубой воск («Аква») Kerr – исключительно гибкий, пластичный, применяется для тонких филигранных изделий сложной формы. Инжектируется при температуре 60°С Поделочные камни – декоративные минеральные агрегаты и горные породы, обладающие красивым цветом или рисунком и применяемые для производства различных художественных изделий, сувениров, украшений. Наиболее редкие и эффектные камни (малахит, нефрит, чароит, родонит и др.) выделяют в особую группу ювелирно-поделочных камней. Формомасса: Satin Cast 20 Флюс: Бура и борная кислота. Бура является классическим доставляющим флюсов, причем она может использоваться и как самостоятельный флюс. Борная кислота же не может использоваться как самостоятельный флюс. Ее применяют тогда, когда полированная вещь должна сохранить свой блеск, не смотря на пайку, и когда нужно полностью избежать окисления ее поверхности В Россиипринято различать ювелирные (драгоценные) камни, применяющиеся вювелирных изделиях, и поделочные камни, предназначенные для производствакамнерезных изделий(шкатулок,пепельници т. п.), а также промежуточную группу ювелирно-поделочных камней. Название «бирюза» произошло от персидского слова firuza — камень счастья. Другие названия минерала и его разновидностей: небесный камень, ацтекский камень, камень войны, египетская бирюза. Бирюза бывает небесно-голубого, синего цветов, с желтовато-зеленым и зеленоватым оттенками. Блеск — шелковистый. Название камня происходит от персидского слова "фируза", означающего "одерживающий победу", "победоносный". Генетическая классификация - осадочная горная порода. Состав. Бирюза - соль фосфорной кислоты (фосфат). Бирюза (каллаит) CuAl6 (OH)2PO4 4H2O, ярко-голубая, зеленоватая, непрозрачная. Физические свойства: а) цвет. Оттенков у бирюзы немало. Она бывает: ярко-голубая, светло-голубая, голубовато-зеленая, яблочно- и темно-зеленая, серо-зеленая, оливковая, бурая, мелоподобная. Иногда переходы окраски с множеством полутонов можно увидеть в одном образце, б) твёрдость: 5-6, в) плотность: 2,8, г) степень прозрачности: мутно зеленая , при нагревании становится невзрачной. Особенности образования. Обычно бирюза встречается в виде скрытокристаллических почковидных, желвакообразных непросвечивающих агрегатов или прожилков. Происхождение агатов связано с вулканогенными комплексами пород: лавами, туфами, туфобрекчиями, где образуются миндалями. Состав: Агат состоит из чередующихся слоёв халцедона разного цвета. Физические свойства: а) Цвет: серый, белый, голубоватый, желтоватый, оранжевый, красный, б) Твердость: 7 по шкале Мооса, в) Плотность: 4.7, г) Степень прозрачности: Не прозрачен. Особенности образования: В пустотах возникают слои различного цвета, вследствие диффузии растворов через коллоидное гелеобразное вещество, представленное кремнеземом; при этом происходят явления, напоминающие образование колец Лизеганга. А); размер кристалликов - 0,3 мм и менее. Лазурит — «небесный камень». Очень красив именно при солнечном свете, проигрывает при искусственном освещении. Это сложный по структуре серосодержащий алюмосиликат натрия и кальция. Химический состав: Окись натрия (Na2O) 16,8% ,окись кальция (CaO) 8,7%, окись алюминия (Al2O3) 27,2%, двуокись кремния (SiO2) 31,8%, окись серы (SO3) 34%, хлор (Cl) 0,25%. Физические свойства: а) Цвет: Лазурно-синий, темно-синий, б) Блеск: Стеклянный, жирный, в) Прозрачность: Непрозрачный, г) Черта: Светло-голубая, д) Твердость: 5,5, хрупкий, е) Плотность: 2,38-2,42, ж) Излом: Раковистый, з) Сингония: Кубическая, и) Форма кристаллов: Кристаллы очень редки, к) Крисаллическая структура: Простая кубическая структура. Ионы хлора располагаются в углах и цетре куба в тетраэдрической окружении ионов натрия, л) Класс симметрии: Гексатетраэдрический, м) Спайность: Несовершенна, н) Агрегаты: Плотные, аморфные, о) Поведение в кислотах: разлагается в HCl с выделением сероводорода, п) Сопутствующие минералы: Кальцит, пирит, р) Сходные минералы: Содалит, нозеан, гаюин. Агат — это слоистый халцедон, разновидность кварца. Он очень разнообразен по своему внешнему виду.. Происхождение агатов связано с вулканогенными комплексами пород: лавами, туфами, туфобрекчиями, где образуются миндалями. Состав: Агат состоит из чередующихся слоёв халцедона разного цвета. Физические свойства: а) Цвет: серый, белый, голубоватый, желтоватый, оранжевый, красный, б) Твердость: 7 по шкале Мооса, в) Плотность: 4.7, г) Степень прозрачности: Не прозрачен. 2.4. Описать технологию обработки поверхности изделия (последовательность выполнения технологических операций, оборудование, инструмент) Если изделие подвергается обработке после литья по выплавляемым моделям, то необходимы следующие операции: отжиг, отбеливание, ЭХП, ультразвуковая очистка. Если изделие обрабатывается после пайки, то необходима зачистка мест пайки – шлифование.
Отжиг производят в муфельных печах — нагревательных электрических установках, в которых изделия находятся внутри замкнутой тонкостенной камеры — муфеля, или в соляных ваннах. Изделия в муфельной печи защищены от воздействия пламени, не загрязняются сажей и золой. В муфельных печах можно отжигать заготовки из сплавов серебра, золота и цветных металлов. Особенно часто в муфельных печах отжигают детали и изделия, изготовленные методом давления. Температура нагрева для сплавов из золота составляет 700—750 °С, а для сплавов серебра — 600—650 °С. Последующее охлаждение происходит либо в выключенной печи до полного остывания, либо вне печи — при естественной (комнатной) температуре. Отжиг в муфельных печах не обеспечивает безокислительного проведения процесса, что вынуждает искать способы защиты поверхности заготовок, например, путем подачи в муфель защитного газа или упаковки их в специальный короб и засыпки крышки короба углем. Горение угля создает вокруг атмосферу, препятствующую окислению подвергаемых отжигу заготовок. При отжиге в муфельной печи затруднен контроль температуры.
Электролитическая полировка металлов является промышленным процессом в технических областях и ювелирном деле и имеет большие перспективы. Можно отметить следующие области применения этого процесса:
Особенностью электрохимполировки является сглаживание поверхности металла за счет интенсивного растворения мельчайших выступов, шероховатостей и гребешков после механической обработки. При этом в микроуглублениях, канавках и впадинах сохраняется пассивность и малая растворимость металла. Поверхность деталей после электрополирования приобретает яркий блеск, но глубокие риски не сглаживаются. Поэтому с целью повышения чистоты обработки на один-два класса электрополирование следует применять для деталей с чистотой отделки не менее 8-10-го классов. У поверхности с более грубой обработкой при той же продолжительности электрополирования наблюдается лишь появление блеска. Для получения качественной поверхности не только блестящей, но и полированной, предварительная механическая обработка не исключается. Для того, чтобы поверхность полируемых изделий при прохождении электрического тока находилась в активном состоянии на одних участках и одновременно в пассивном состоянии на других, необходимо, прежде всего подобрать подходящий электролит. В общих чертах можно следующим образом сформулировать требования, предъявляемые к электролитам, пригодным для полировки:
Эффективность сглаживания микрорельефа при электрохимическом полировании зависит от режима электролиза: плотности тока, напряжения, температуры и времени, и исходной чистоты поверхности деталей. Режимы полировки выбираются в зависимости от состава электролита и обрабатываемого металла. Электрохимическому полированию следует подвергать детали, на поверхности которых нет глубоких рисок и раковин, так как для их выведения потребовалось бы растворить металл на большую толщину, что практически для драгметаллов недопустимо. Декоративный вид электрополированной поверхности зависит от структуры металла и его предварительной обработки. Все эти обстоятельства следует учитывать при выборе процесса электрохимического полирования. Малогабаритная установка электрохимической очистки и полировки золота и серебра для ювелирных, часовых и стоматологических мастерских состоит из:
В настоящее время метод электрохимической полировки широко применяется для обработки серебряных сплавов. Этим методом пользуются как для очистки поверхности изделий после литья для снятия, так называемого “обогащенного слоя”, после пайки, так и для окончательной полировки изделий. Так как “обогащенный слой” имеет более высокую концентрацию драгметаллов, удалять его желательно не шлифованием и полированием, а путем “снятия” или электрохимполирования, когда одновременно происходит равномерное отслаивание налета и сглаживание поверхности изделия. После чего уже намного проще окончательно отполировать изделие и в результате регенерации рабочего раствора восстановить драгметалл, что является немаловажным фактором при работе с драгметаллами. После проведения электрополировки большой партии изделий в электролитах накапливается достаточное количество драгметалла /0,01-0,05 г/л/, электрохимическим методом которое регенерируется, а осадок золота и серебра с катодов механически снимают и собирают в отходы. Контроль качества электрохимической полировки проводят по внешнему виду поверхности деталей. В ювелирном деле контролируют толщину снятого слоя / в среднем 1-2 мкм/. После электрополировки литьевых изделий на поверхности изделий могут быть обнаружены трещины или раковины, которые не были замечены до проведения этих операций. Появление указанных дефектов не связано с процессом полирования. Они имелись на поверхности металла, но были скрыты в результате предшествующих операций, например: поры при литье, механического полирования, прокатки, вальцовки, при которых происходит некоторое “ размазывание” поверхностного слоя металла. В процессе анодной обработки происходит растворение внешнего слоя металла, результатом чего и является выявление скрытых ранее поверхностных дефектов. Нужно отметить, что в некоторых случаях при обработке изделий, работающих в условиях знакопеременных нагрузок /серьги, браслеты, цепи/, выявление скрытых дефектов при электрополировании можно отнести к положительным сторонам этого процесса.
2.5. Подробно описать технологический процесс пайки, обосновать выбор оборудования, режимов, припоев, флюсов. Припои В ювелирной промышленности припои различают по их металлическим основам (припои оловянные, кадмиевые, цинковые, магниевые, алюминиевые, медные, серебряные, золотые), а также по температуре плавления (легкоплавкие, среднеплавкие, тугоплавкие). Припои могут быть изготовлены в виде фольги, ленты, проволоки, стружки, сетки, литых прутков, фигурных отливок, нити, в виде готовых форм, а также в виде порошка и пасты. Припои должны непременно обладать тремя свойствами: хорошо смачивать основные металлы; хорошо растекаться, обеспечивая качественное заполнение зазора; образовывать прочные и долговечные соединения. Выбор нужного припоя определяется свойствами основного металла, рабочей температурой припоя, методом пайки. Металлы и сплавы с высокой температурой плавления паяют твердыми припоями, а низкоплавкие – мягкими припоями. Разница температур плавления припоя и основного металла должна быть около 50°С. Серебряные припои. Известно много припоев с низким содержанием серебра, которые из-за желтовато-красного оттенка не представляют интереса для ювелиров. В ювелирном же деле применяются серебряные припои с содержанием в них серебра не менее 65%. Основные отличительные свойства серебряных припоев – пластичность, прочность, антикоррозионность. Температура их плавления – 650-810°С. Они обеспечивают требуемую смачиваемость соединяемых поверхностей деталей, хорошо заполняют зазоры швов. В отличие от золотых, серебряные припои могут не соответствовать пробе изделий. Количество цинка в серебряном припое определяет температуру плавления. Приготовляя припой, нельзя его перегревать, так как цинк улетучивается в виде паров, изменяя исходное соотношение компонентов. Это испарение также стоит учитывать в процессе пайки. Каждый раз, когда припой становится жидким, температура его плавления повышается. Используемые припои: ПСр-68-I; t пл.= 770-7900 C, 68%Ag, 32% Cu, ПСр-66,6; t пл.= 720-7400 C, 66,6%Ag, 24,3%Cu, 9,1%Zn. Припой был выбран в соответствии с основным металлом. Флюсы Нагретые металлы быстро соединяются с кислородом и образуют пленку из окислов. Она препятствует смачиванию металла припоем. Для растворения окислов и предотвращения дальнейшего окисления при пайке применяют флюсы. Выбор флюсов определяется паяемым материалом, но прежде всего рабочей температурой применяемого припоя. Флюс должен сохранять свое действие в пределах рабочей температуры и выше максимальной температуры пайки. Поэтому флюсы подразделяют по диапазону их эффективной температуры. Чтобы обеспечить надежную пайку свей соединяемой поверхности, жидкий или пастообразный флюс непосредственно перед пайкой наносят наместо пайки. После пайки остатки флюса должны быть удалены с места пайки, иначе может возникнуть коррозия. Действие флюсов. В процессе пайки флюсы должны выполнить следующие задачи: растворить имеющиеся остатки окислов; защитить места пайки и припой от окисления посредствам глазуревидного покрытия; способствовать повышению жидкотекучести припоя. Чтобы решить эти задачи, флюсующее средства должны удовлетворять следующим требованиям: 1. Рабочая температура припоя и температура действия флюсов должны быть согласованы между собой. Скорость реакции, т. е. темп растворения окислов, должен быть выше, чем скорость пайки. Пайка должна проводиться достаточно быстро, чтобы помешать появлению новых окислов. 2. Флюсы должны иметь возможно низкую вязкость и умеренное поверхностное напряжение. От вязкости флюса зависит его подвижность. Вязкость должна достаточно низкой, чтобы не препятствовать растеканию припоя, но с другой стороны, она должна быть и достаточно велика, чтобы флюс, как единый защитный слой, надежно покрывал припой и место пайки. Хороший флюс должен иметь поверхностное напряжение, чтобы он мог в расплавленном состоянии хорошо смочить и покрыть поверхность основного металла. 3. Флюсующее средство должны полностью отшлаковывать загрязнения и отводить их из зоны пайки. Недостаточно, если флюс только растворяет остатки окислов, он должен также продукты растворения от месте пайки. В противном случае вязкий слой шлака будет снижать подвижность припоя, и препятствовать активному действию новых порций флюсующих материалов на поверхности металла. Для данного изделия используется флюс, в состав которого входят бура и борная кислота. Бура и борная кислота. Бура является классическим доставляющим флюсов, причем она может использоваться и как самостоятельный флюс. Борная кислота же не может использоваться как самостоятельный флюс. Ее применяют тогда, когда полированная вещь должна сохранить свой блеск, не смотря на пайку, и когда нужно полностью избежать окисления ее поверхности. Стандартным способом приготовления флюса из смеси буры и борной кислоты является следующий: взять в необходимой пропорции эти химикаты, затем в металлической посуде подвергнуть нагреву. Реактивы начинают плавиться и на поверхности смеси появляется множество пузырьков. Нагревание прекращают, когда над поверхностью состава появляется, так называемый матер - большой пузырь, покрывающий всю смесь. После охлаждения смесь начинает кристаллизоваться, после нее кристаллы перетирают до получения порошкообразной массы. Полученный порошок разбавляют водой. Инструмент для пайки Основным инструментом для пайки является пламенная горелка. При изготовлении данного изделия в качестве топлива был использован природный газ, который поступает в горелку вместе с воздухом для горения, затем смесь поджигают и получают пламя. Паяльные щипцы, паяльный пинцет. В этих инструментах, в отличие от гибочных щипцов и обычных пинцетов, детали надежно удерживаются под воздействием зажима губками. Недостатком же является то, что вследствие плотного контакта тепло заготовки отводится на щипцы и, следовательно, увеличивается время нагрева — значит, при определенных размерах заготовки ее пайку с использованием таких щипцов производить невозможно. Если деталь можно удержать пинцетом, то тогда рекомендуется воспользоваться пинцетом с кварцевыми губками, что обеспечит минимальную теплоотдачу, невозможность налипания на них припоя и флюса и возможность их охлаждения в раскаленном состоянии холодной водой. Пайку можно производить также при помощи двух зажимных цанг, установленных на поворотных кронштейнах, которые, в свою очередь, закреплены на рабочей плите для пайки, что позволяет осуществлять. Несомненно, такие приспособления облегчают работу, но ни в коем случае не заменяют проверенных временем способов фиксации деталей перед пайкой. Установка на подкладке для пайки. Подкладка в виде бруска из древесного угля успешно используется уже многими поколениями ювелиров. При правильной подготовке подкладка почти не обгорает и долго служит; не отбирает на себя тепло, поэтому установленные на ней детали мгновенно нагреваются. Поверхность бруска, если требуется, выравнивается большим напильником; при необходимости на ней можно выполнить углубления или канавки; фиксация соединяемых деталей возможна посредством вдавливания их в брусок угля; в уголь можно вкалывать булавки и другие вспомогательные средства. На гладкой подкладке для пайки удобно выполнять укладку проволоки: соединяемые детали размещают на плите, стыкуют и спаивают. Всегда должны быть под рукой различные подпорки и подставки, применяемые для стыковки и зажима деталей в заданном положении во время пайки. Зажимы. Обеспечивают: быструю сборку соединяемых деталей; отсутствие недостатков, соответствующих обвязке; легкое и быстрое освобождение заготовок. Как правило, зажимы изготавливают из стального листа, но при нагреве они теряют свои пружинящие свойства, а после многократного использования не обеспечивают достаточно прочной фиксации деталей, к тому же отделяющиеся от них частицы (окалины) загрязняют опилки. Поэтому изготовлять зажимы лучше из жаропрочных легированных сталей из заготовок в виде круглой прокатанной проволоки, на которой отсутствуют нежелательны острые кромки. Основное преимуществ таких зажимов в том, что при пайке он совершенно не теряют своей упругости, их поверхность долго остается гладкой Зажимы можно изготавливать также и проволоки диаметром 0,6 —1,4 мм, применяемой в медицине при протезировании. Подкладки для пайки. При пайке объемных деталей в качестве подкладки используют жаропрочный шамотный камень, правда, он очень твердый, а его поверхность — пористая, что и является главным недостатком: паяемые детали могут быть поцарапаны. Огнеупорный кирпич. Мягок, недорог, безопасен. Крошится, особенно если использовать много флюса. Скрученный асбест. Плоская и сравнительно мягкая поверхность. Пылевидные частицы представляют большую опасность для органов дыхания. Керамические или искусственные блоки. Как правило, хороши, но имеют высокую теплоемкость и при первом нагреве выделяют неприятный дым. Новые блоки лучше поместить в муфель и нагреть до температуры пайки, выдержать несколько секунд и медленно охладить. Скомканная проволока на пемзе. Старый способ, хорош для отжига в тех случаях, когда не требуется плоская поверхность. Форма для выпечки вполне подойдет как подставка. Пайка. Общие сведения. Выражение «твердый припой» означает - тугоплавкий, т.е. плавящийся при более высокой температуре, чем мягкий припой, и обеспечивающий более высокую прочность соединения. По своему составу твердый припой схож с соединяемым металлом, поэтому он в процессе диффузии проникает в него; такое паяное соединение выдерживает высокие нагрузки при прокалке, ковке, гибке, дифовке и т. д. При пайке твердым припоем необходимо выполнить целый ряд трудоемких подготовительных операций. Зачистка. Место пайки должно быть абсолютно чистым. Очистка производится двумя способами: химическим и механическим. Для удаления загрязнений (жировых и масляных пятен) наиболее эффективен химический метод очистки. Он ведется с помощью четыреххлористого углерода, трихлорэтилена, тринатрийфосфата. Механическая очистка (удаление оксидов) производится с помощью: напильника, надфиля, шабера, наждачной шкурки, проволочной (стальной) или стеклянной шкурки. При этом нужно соблюдать осторожность, чтобы не повредить соединяемый зазор. При необходимости после механической очистки следует произвести еще и химическую. Самый простой и наиболее часто применяемый метод зачистки состоит в том, что с поверхностей деталей, соединяемых пайкой, трехгранным шабером удаляется окисная пленка, в результате чего они должны стать блестящими и без каких-либо заусенцев (зачищается также и припой). Причем шабером удаляется не только окисная пленка, но и остатки жира и смазки и прочие примеси. Никогда не стоит пренебрегать зачисткой и надеяться, что флюс полностью растворит слой окиси. Все детали, имеющие внутренние остаточные напряжения (как результат предшествующей обработки), перед монтировкой должны быть подвержены отжигу в противном случае при пайке ушко, например, нагреваясь, расширится, а установленные друг против друга концы царги перекосятся. Все замкнутые пустотелые детали перед нагревом необходимо просверлить, чтобы из них выходил воздух, иначе шарик серьги или кольцо при пайке могут лопнуть. Разумеется, можно применять любые другие механические и химические методы зачистки, например, травление, крацевание, обработку стеклянной щеткой, напильником, наждаком, фрезерованием и т. д. Чем чище соединяемая поверхность, тем лучше качество пайки. Припасовка (подгонка). Очень важна тщательная подгонка мест пайки: минимальный зазор должен быть таким, чтобы в него затекали флюс и припой; зазор должен быть полностью заполнен припоем; за пределами шва должно оставаться как можно меньше остатков припоя. При выполнении ювелирных работ максимальная ширина зазора должна равняться 0,1 мм. При объемных работах эта величина может быть в 2 раза больше. При определенном навыке можно, конечно на плохо зачищенном стыке обеспечить заполнение шва припоем, но уже при полировке будут видны дефекты такого шва, а прочность соединения окажется незначительной. Вследствие более высокой прочности шва, получаемого пайкой твердым припоем, не обязательно при этом увеличивать поверхность соединения, как при пайке мягким припоем. Однако при пайке тонких деталей, испытывающих высокое напряжения, рекомендуется делать стык скошенным или на его кромках снимать фаску, а лучше, если возможно, одновременно сделать и то и другое. Фиксация деталей. При пайке мягким припоем достаточно зажима заготовки в пинцете, при пайке же твердым припоем соединяемые детали должны быть прочно и надежно зафиксированы, правда, с возможностью (при острой необходимости) небольшой корректировки их положения уже в процессе пайки. Фиксация деталей осуществляется самыми разными приемами и способами.. Нанесение флюса и припоя. Флюсы могут разрушаться под действием света, поэтому их следует хранить в светонепроницаемых сосудах, а на рабочем месте держать только небольшую устойчивую бутылку с флюсом. На поверхность деталей или точно на место пайки флюс наносят кисточками с более толстым или тонким волосом щетины. Принципиально неправильно, когда изделие после каждой пайки погружают в сосуд с водой или с травильным раствором: закалка в «травителе» недопустима. При возобновлении прерванной монтировки изделия следует заново выполнить операцию нанесения флюса, только нужно знать и помнить, что материал изделия в этом случае «страдает»: не только потому, что его лишний раз очищают и офлюсовывают, но и оттого, что на нем образуется сильный зеленый налет, который приходится удалять на готовом золотом изделии, что приводит к значительным потерям времени и материала. Припой, в отличие от флюса, хранят не в сосудах, а отдельно по сортам в чашах из толстого фарфора или в самодельных серебряных чашечках. При наложении припоя кисточку окунают во флюс, берут поочередно кусочки припоя и переносят их на место пайки. Кусочки припоя укладывают непосредственно на стык таким образом, что при расплавлении припой «по системе капилляров» заполняет зазор шва. Если уложить кусочки припоя хаотично и неравномерно рядом со стыком, то припой растечется не в заданном направлении. При наложении припоя надо уже позаботиться о последующей зачистке шва, а поэтому: каждый накладываемый кусочек должен быть соизмерим с величиной стыка шва (если кусочек припоя слишком мал, то не будет заполнен шов, если же он слишком велик, то выступающие остатки нужно будет удалять после пайки); припой следует всегда укладывать таким образом, чтобы его остатки можно было легко удалить; при пайке проволоки следует обращать внимание на то, чтобы она плотно прилегала к основному металлу, а кусочков припоя было бы по возможности меньше, что облегчит последующую зачистку; раскладывать припой нужно в тех местах, которые на готовом изделии почти или совсем не видны, т. е. на обратной или внутренней сторонах; припой надо укладывать только с одной стороны стыка: тщательнее контролировать заполнение шва соединения. При напайке листов друг на друга используют лужение. Так, например, при пайке пластины с монограммой припоем покрывается сначала обратная сторона, при этом припой должен быть распределен равномерно по всей поверхности. После пайки поверхность опиливают или обрабатывают оселком, чтобы на ней осталась только та часть припоя, которая необходима для надежного соединения. Зачистку и полировку деталей лучше делать перед их монтировкой — окончательной сборкой изделия, чем после нее. Деталь полируется, покрывается флюсом и опускается в порошок борной кислоты, который прилипает к полированной поверхности, а при нагревании образует уже упомянутый слой глазури, под которым полированная поверхность металла сохраняется даже после нескольких паек. Текучесть припоя. До состояния текучести твердый припой можно довести пламенем обычной газовой горелки: все изделие равномерно нагревается круговыми движениями горелки с мягким шумящим пламенем: постепенно пламя делают более острым и концентрируют тепло на месте пайки: одновременно (с перерывами) дополнительно прогревают изделие мягким пламенем. И так продолжают делать до тех пор, пока припой не потечет. Припой же, как известно, течет туда, где выше температура. Поэтому, используя этот принцип, распределение тепла регулируют таким образом, чтобы вынудить припой течь в заданном направлении. Очень распространенным методом является применение двух или нескольких припоев при пайке одного изделия. Если правильно отрегулировать нагрев при последующей пайке, т.е. не подвергать старые пайки излишним напряжениям, можно полностью предотвратить возможное растекание припоя. Предотвращение утечки припоя. С помощью противодействующего флюса можно ограничить растекание расплавленного припоя и направить его в нужное место. Но если припой уже растекся по поверхности металла, то тогда не поможет и глиняное покрытие — часто применяемый прием, когда на изделие наносят кашицу из мела или глины в тех местах, где нужно предотвратить последующее растекание припоя и защитить чувствительные детали от перегрева. Технологический процесс ручного изготовления изделия.
Билет№38 Браслет из сплавов на основе золота различных цветов в классическом стиле 2.3. Технологический процесс изготовления колье.
1.
Классицизм Классицизм сложился в 17 в. во Франции. В 18 в. классицизм был связан с Просвещением; основываясь на идеях философского рационализма, на представлениях о разумной закономерности мира, о прекрасной облагороженной природе, стремился к выражению большого общественного содержания, возвышенных героических и нравственных идеалов, к строгой организованности логичных, ясных и гармоничных образов. Разум, чувство меры, элегантность были основной концепцией классицизма. Орнаменту рококо с его необузданной фантазией приходит на смену декор, связанный с классической архитектурной композицией и с господством ордерного построения. Появляется сдержанная симметрия декоративных мотивов, в лепке преобладает низкий рельеф, в росписи – гризаль. Согласно требованиям декор был прост и ясен укладывался в понятие симметрии и порядка. В то же время он создавал впечатление почти чрезмерной легкости. Главенствуют прямые линии, квадрат, прямоугольник, круг, овал. В орнаменте преобладают овы, растительные завитки, жемчужник, розетки, листья оканта и лавра, цветы часто свиваются в гирлянды. Они подвешиваются на лентах с бантом на декоративных гвоздях или бычьих, бараньих головах, расположенных симметрично. Среди любимых мотивов медальон, факел. Украшения становятся прерогативой женщин, мужчинам же остаются лишь перстень, булавка для галстука и цепь для часов. Украшения становятся ещё изящней, крайне важно гармоничное сочетание украшений с предметами одежды. На смену разномастным драгоценностям приходят комплекты украшений, сделанные в едином стиле. Данный браслет выполнен в классическом стиле с присущей ему строгостью, симметричностью, чувством меры. Браслет по композиции декора прост и ясен, нет нагромождения, присутствует симметрия. Основные материалы. Т.к наложение горячей эмали на 585 пробу золота затруднительно,и требует дополнительных технологических операций , то берем сплавы золота 750 пробы. Белое золото ЗлМНЦ 12,5-10-2,5 Сплав имеет хорошие литейные характеристики и при наложении на него эмали не изменяет ее цвет. Желтое золото ЗлСрМ750 Сплавы 750 пробы хорошо поддаются пайке и литью, а также являются подходящей основой для нанесения эмали Припой Пзл 750-30 тугоплавкий припой tплав=850-880С Фианит- Ограненные камни из монокристаллического материала фианита - стабилизированной кубической окиси циркония. Физические свойства фианитов удовлетворяют самым высоким требованиям, предъявляемым к драгоценным камнями их имитациям. Бесцветные ограненные фианиты по красоте, блеску и игре цвета визуально практически неотличимы от бриллианта. Топаз- Топаз бывает самых разных цветовых оттенков: от синего через голубой и зеленый к винно-желтому, оранжевому, розовому. Находят и бесцветные топазы. По своему химическому составу топаз является фторсодержащим силикатом алюминия. Эмаль Schauer: прозрачная фиолетовая эмали; 700 – 720°С для фиолетовой эмали.
2.4 Подробно описать технологию изготовления резиновой пресс-формы (оборудование, оснастка, инструмент, режимы). 1. в зависимости от величины модели выбрать обойму, учитывая, что в готовой пресс-форме расстояние от модели до краев пресс-формы должно быть не менее 8 мм. 2. обработать жесткой кистью с мыльным раствором внутренние части обоймы и металлические вкладыши, соприкасающиеся с сырой резиной, просушить обойму и вкладыши 3. мастер-модель перед формовкой промыть и просушить 4. поставить вулканизатор на разогрев до температуры 150°С. Температура разогрева не должна превышать 163°С. 5. две резиновых заготовки, соприкасающиеся с моделью, прогреть на плите вулканизатора для размягчения в течение 5-8 минут. 6. все полости модели, сложные изгибы проложить кусочками сырой резины, умять шпателем и прогреть вместе с заготовками 7. модель положить между двумя размягченными заготовками, при этом конус литника должен быть вровень с торцом резиновых заготовок, тщательно обжать во избежание непроформовки 8. вложить в обойму подготовленный пакет из резины с моделью. При этом литниковый конус модели должен плотно прилегать к обойме 9. нарезать заготовки резины по размерам обоймы. Количество слоев резины зависит от высоты обоймы и толщины пластин резины (3,2мм). Используются пресс-формы высотой 18мм – 6 слоев резины, 20мм – 7 слоев, 30мм – 10 слоев. 10. заполнить металлическими вкладышами обойму выше краев на 5-7 мм, после чего сверху и снизу проложить прокладочные металлические пластины и установить в пресс 11. при необходимости прогреть, не зажимая пресс, несколько минут, затем сжать обойму прессом полностью. Запрограммировать таймер пресса на необходимое время, исходя из расчета 10-15 мин на 1 слой резины
12.
в течение 6-8 минут провести предварительную
вулканизацию. Установить давление
окончательной деформации на регуляторе
из расчета 28-30 кг/см 13. при правильно выполненной формовке излишек резины должен выйти из обоймы наружу 14. по истечении времени формовки обойму вынуть из пресса и охладить в воде, затем на воздухе в течение 20 минут. 15. охлажденную обойму разобрать, промыть водой, удалить налипшие остатки сырой резины, обрезать облой 16. после охлаждения резиновую пресс-форму запечатанной в ней моделью разрезают таким образом (зигзагообразно), чтобы не было смещения двух половинок формы при получении восковых моделей. В некоторых случаях дополнительно вырезают вкладыши, которые облегчают извлечение восковок, производят надрезы (выпоры) с лицевой поверхности для улучшения заполнения модельным составом тонких сечений полости пресс-формы. Различают открытую и закрытую разрезки. При открытой разрезке резиновой пресс-формы пополам модель частично выступает в одной из половинок. При закрытой разрезке после разрезки модель находится под тонким слоем резины в одной из половинок. Разрезка осуществляется в следующей последовательности: 1. определив по ризке на литнике положение модели в пресс-форме и воспользовавшись эскизом модели , делают надрезы от литника по периметру в обе стороны, вырезая фиксирующие зубцы высотой и частотой до 5 мм. Для облегчения разрезки пресс-формы скальпелем необходимо использовать разжимные плоскогубцы 2. далее, оттягивая одну из половинок резиновой формы, ведут разрезку, начиная с одного из углов. При этом необходимо постоянно контролировать чистоту разреза 3. осторожно освободить модель от резины 4. в разрезанной пополам пресс-форме следует сделать несколько надрезов, начиная от модели к краям формы, для выхода воздуха при восковании и для предотвращения деформации восковок при их извлечении 5. прочистить пресс-форму жесткой кистью с тальком. Инструмент, оборудование, используемые материалы: Резиновые пресс-формы изготавливают в металлических вулканизационных обоймах прямоугольной формы из быстропрогреваемого, не окисляющегося в воде и не прилипающего к сырой резине материала (алюминиевый сплав). Конструкция обоймы должна отвечать следующим требованиям: быстро и удобно собираться и разбираться, обеспечивать достаточную герметичность при вулканизации сырой резины, должна иметь широкие стенки, чтобы обеспечить достаточную прочность при действии давления резиновой массы от вулканизатора.
А. Отверстие в стремянке В. Опорный шрифт конуса
Рис. 1 Вид и составные части собранной обоймы готовой для вулканизации
Вулканизационный пресс используется для прессования и вулканизации сырой резины, которую в обойме устанавливают между двумя нагретыми плитами. Технические параметры вулканизатора EV 40N: (если вулканизатор другой, то это не писать!!!) - напряжение питания .................................220В, 50/60 Гц - внешние габариты ……длина 310мм; ширина 250мм; высота 550мм - рабочая плоскость...............................................170x240мм - максимальное расстояние между плитами...........80 мм - потребляемая мощность.......................................825 Вт; - вес .......................................................................35 кг; - диапазон температуры вулканизации …… от 50 до 200° С - дипазон времени вулканизации…………….от 1 до 99 мин Температура и время вулканизации устанавливается и контролируется с помощью цифрового программатора. Две алюминиевые плиты нагреваются равномерно, что обуславливает качественное спекание резины. Максимальный размер пресс-формы 85х70 мм. Время и температура контролируются цифровыми компонентами для обеспечения точного соответствия параметрам, задаваемым производителями резин. В контрольную панель встроен специальный вентилятор, позволяющий быстро охладить штамп в автоматическом режиме, и тем самым быстро извлечь готовую матрицу из вулканизатора. Нагревающие пластины квадратной формы обеспечивают максимальное распространение тепла, свойство, позволяющее использовать вулканизатор с круглыми, прямоугольными или квадратными матрицами. Формовоный скальпель – это нож с лезвиями хирургического типа со стальной или пластмассовой ручкой, в которой имеются пазы для закрепления сменных лезвий. Для разрезки формы применяют 3 типа лезвий: - прямые, заточенные с одной стороны; прямые, заточенные с двух сторон, и кривые. Листовая пастообразная резина горячей вулканизации на силиконовой основе Econosil компании F.E. Knight Castaldo (США).Это силиконовые композиции, специально разработанные для технологии литья по выплавляемым моделям для производства высококачественного ювелирного литья. Для работы с такими резинами используются традиционные методы и оборудование. Пастообразные резины легко укладываются в форму, никогда не дают пузырей и при плотной укладке заполняют все пустоты, т.к. увеличиваются в объеме при вулканизации. Формы после вулканизации легко режутся лезвием скальпеля. Резины не воздействуют с материалом модели, что значительно улучшает качество поверхности. Для отделения восковок от резиновой формы, не требуется использования силиконового спрея – форма уже содержит компоненты, способствующие легкому отделению восковок от резины. Возможный недостаток, характерный для некоторых технических резин, не приспособленных специально для ручной укладки в форму, характерной для ювелирного производства – повышенная чувствительность к жирам. Кожный жир, всегда присутствующий на руках, может привести к расслоению готовой формы в месте прикосновения. Температуры вулканизации 140 –177°С из расчета 10-15 мин на один слой укладываемой резины. 2.5 клеймение ювелирных изделий Существуют три способа клеймения: механический, лазерный и электоэррозионный. К механическим способам клеймения и маркировки относятся: клеймение и маркировка при помощи буквенно-цифрового набора клейм, специальных ударных клейм, штамповки и гравирования. В принципе, самый простой, веками используемый в ювелирном деле способ нанесения оттиска пробы – механический удар. Он не требует сложного оборудования — вполне достаточно самого клейма, киянки и наковаленки, и еще навыка обращения с тремя этими предметами, разумеется. Именно этот ударный способ с 17 века и до сих пор остается наиболее распространенным во всех пробирных инспекциях мира. Сегодня для качественного ударного клеймения используется более двух десятков самых разных наковален, так что риск «разбить» ювелирное изделиеминимален. Однако, при ударном способе он все же есть, особенно, если оттиск именника поставлен так, что для клейма с цифрами пробы практически не остается места. Другое дело – электроискра. Она в принципе не может повредить ювелирное изделие. И в этом ее бесспорное преимущество. Единственный нюанс, который следует учитывать желающим воспользоваться данным методом, состоит в необходимости более тщательной подготовки площадки под оттиск пробы. Малейшие поры, шероховатости, дефекты литья или недостаточная полировка - и электроискровой способ уже неприменим. Кстати, именник при электроискровом методе клеймения также обычно ставят аналогичным способом. Оборудование: Электроприбор, наконечник электрода которого выполнен в форме именника Одного электрода, хватает приблизительно на 300 изделий, затем его нужно менять. Электроискровой метод является разновидностью электроэрозионной обработки. Сущность процесса: сближают два электрода до образования небольшого межэлектродного зазора (МЭЗ), подключают к нему напряжение по величине, достаточное для пробоя этого зазора. В результате возникает электрический разряд в виде узкого проводящего канала или столба. У основания этого канала на поверхности электродов наблюдается разрушение материала (испарение, расплавление), а именно электрическая эрозия. Еще более современный, аккуратный и щадящий по отношению к ювелирным изделиям метод клеймения – лазерный. Лазер, как известно, вообще используется в ювелирной промышленности довольно широко и на передовых предприятиях он практически заменил обычную пайку. Точно наносит тончайший рисунок на поверхность. Именно лазерным способом, как правило, клеймятся самые дорогостоящие ювелирные украшения бриллиантовой группы. К сожалению, неглубокое по сравнению с двумя предыдущими способами клеймения, проникновение в глубь драгоценного металла чревато тем, что со временем клеймо может стереться в том случае, если он размещается непосредственно на поверхности, плотно соприкасающейся с телом человека, например, на внутренней стороне шинки кольца. Светолучевая обработка это разновидность электрофизической обработки материалов, которая проводится с помощью светового луча излучаемого оптическим квантовым генератором- лазером. ОКГ- физический прибор обладающий способностью генерировать в определенных условиях непрерывные или импульсные световые лучи , характеризующиеся чрезвычайно высокой энергией . Принцип действия окг: свет определенной длины волны напрвляется на вещество. Содержащие атомы способные находиться на различных энергетических уровнях, возбуждает эти атомы , т. е. придает им дополнительную энергию. Затем после прекращения освещения возбужденные атомы возвращаются на исходный уровень , выделяют эту энергию в форме электромагнитного излучения определенной длины, обычно в диапазоне волн видимого излучения. Новый высокотехнологичный лазерный аппарат PICCOLASER, создан совместно O.R.Laser (Германия). Благодаря своим богатым функциональным возможностям, мобильности и портативности в сочетании с автономной системой охлаждения и питанием от сети 220В находит свое применение везде, где необходимо быстро и качественно выполнять точную сварку металлов и сплавов: в зуботехнических лабораториях сборка моделей и каркасов, ремонт титановых отливок и др., изготовление и ремонт ювелирных изделий, ремонт и создание очковых оправ, ремонт металлоизделий. Импульсное воздействие сфокусированного лазерного излучения мгновенно нагревает и расплавляет металл в строго определенной точке. Скорость протекания этого процесса, локальность теплового воздействия и точность позиционирования лазерного луча делает возможным выполнение сварочных работ исключительно высокого качества без малейших нарушений геометрии самых тонких частей конструкции, а также в непосредственной близости к элементам, чувствительным к повышению температуры. Рабочая камера и система наблюдения выполнены по европейским стандартам безопасности, защищают как самого оператора, так и окружающий персонал.
Билет №39. Настольное украшение из сплава на основе серебра в виде фигурки животного в классическом стиле на подставке из поделочного камня. Годовая программа выпуска – 3000 штук. 1. Классицизм Классицизм сложился в 17 в. во Франции. В 18 в. классицизм был связан с Просвещением; основываясь на идеях философского рационализма, на представлениях о разумной закономерности мира, о прекрасной облагороженной природе, стремился к выражению большого общественного содержания, возвышенных героических и нравственных идеалов, к строгой организованности логичных, ясных и гармоничных образов. Разум, чувство меры, элегантность были основной концепцией классицизма. Орнаменту рококо с его необузданной фантазией приходит на смену декор, связанный с классической архитектурной композицией и с господством ордерного построения. Появляется сдержанная симметрия декоративных мотивов, в лепке преобладает низкий рельеф, в росписи – гризаль. Согласно требованиям декор был прост и ясен укладывался в понятие симметрии и порядка. В то же время он создавал впечатление почти чрезмерной легкости. Главенствуют прямые линии, квадрат, прямоугольник, круг, овал. В орнаменте преобладают овы, растительные завитки, жемчужник, розетки, листья оканта и лавра, цветы часто свиваются в гирлянды. Они подвешиваются на лентах с бантом на декоративных гвоздях или бычьих, бараньих головах, расположенных симметрично. Среди любимых мотивов медальон, факел. Украшения становятся прерогативой женщин, мужчинам же остаются лишь перстень, булавка для галстука и цепь для часов. Украшения становятся ещё изящней, крайне важно гармоничное сочетание украшений с предметами одежды. На смену разномастным драгоценностям приходят комплекты украшений, сделанные в едином стиле. Данный сувенир ( фигурка животного на подставке из поделочного камня) выполнен в классическом стиле с присущей ему строгостью и лаконичностью. Пасхальный кролик – классический образ сувенира, часто встречался в изделиях Фаберже. Пластика фигурки животного – реалистична, текстура шерсти – дополняет образ изделия. Чернёное серебро лаконично сочетается с зелёным нефритом, из которой выполнена подставка для фигурки животного, и удачно дополняет целостность всего декора изделия. 2. Технологический процесс изготовления изделия. 2.1 Технология – литьё, чернение металлического сплава. Литьем называется процесс изготовления металлических изделий посредствам заливки расплавленного металла в формы. Преимущество ЛВМ – расплавленный металл обладает высокой жидкотекучестью и может заполнять самые сложные участки формы с минимальной толщиной стенок (менее 1 мм) при достаточно большой площади поверхности, этот способ массового производства ювелирных изделий является высокопроизводительным, малоотходным, относительно недорогим.
Необходим точный расчет литниково-питательной системы (ЛПС), предназначенной для равномерного заполнения отдельных участков литейной формы непрерывного питания отливок жидким металлом в процессе его кристаллизации. М-м изготавливается с литником (будущим каналом-питателем в форме), которое является частью ЛПС). Литники подводят к более массивным частям модели. При наличии разнотолщинности стенок модели изготавливают несколько литников (вилка). Оптимально круглое сечение литника, которое переходит в щелевидную форму в месте крепления к м-м. Размеры сечений литника определяются опытным путем для каждого конкретного изделия.
Резиновые пресс-формы изготавливают в металлических вулканизационных обоймах прямоугольной формы из алюминиевого сплава. М-м прокладывается кусочками сырой резины, тщательно обжимается во избежание непроформовки. Сверху и снизу от м-м в металлическую обойму помещаются нарезанные по размерам обоймы заготовки резины и металлические пластины. Вулканизационный пресс используется для прессования и вулканизации сырой резины, которую в обойме устанавливают между двумя нагретыми плитами. Полученная форма охлаждается и разрезается формовочным скальпелем.
Чернение — это вид декоративной отделки ювелирных изделий из драгоценных металлов (золота и серебра). Хорошо ложится чернь и на медные сплавы. Чернение заключается в нанесении на поверхность изделия слоя легкоплавкого сплава черного цвета. Обязательными компонентами черни служат серебро, медь, свинец и сера. Иногда свинец заменяют оловом и вводят в состав буру, хлористый аммоний, висмут. Цвет и блеск черни зависит от состава и от соотношения компонентов. Качество черни зависит, кроме того, от способа приготовления и нанесения. Существуют два способа приготовления черни: 1) металлы сплавляют, а потом добавляют серу; 2) получают сернистые металлы, а потом сплавляют. В первом случае в графитовом тигле сплавляют серебро с медью и добавляют свинец (или олово). В очищенный от шлака расплав вводят серу и другие компоненты. Чистый перемешанный расплав выливают в чугунную изложницу. Твердый сплав измельчают и повторяют плавку, добавляя буру и серу. Получение качественной черни требует трехкратной плавки. Иногда плавку ведут в двух тиглях: в одном плавят металлы, в другом — серу. Потом металлический расплав выливают в тигель с серой, перемешивают и выливают в чугунную изложницу. Охлажденный сплав измельчают и вновь переплавляют. Если процесс начинается с получения сернистых металлов, каждый металл (серебро, медь или свинец) выдерживают с серой в муфельных печах или тигле, подогретом до 4000С. Соотношение серебра или свинца с серой равно 3 : 1. Сернистые соединения измельчают и составляют смесь из 1,1 массовой части сернистого серебра, 4,5 частей сернистой меди и 4,5 частей сернистого свинца. Эту смесь плавят в тигле при температуре 800 oС. Далее в расплав вводят хлористый аммоний из расчета 1 г на 3,5 г расплава. Полностью расплавленный состав выливают в чугунную изложницу, приготовленная таким образом чернь будет соответствовать рецепту: серебро — 1г, медь — 8г, синец — 4 г, сера — 3,5 г, хлористый аммоний — 2,8 г. Чернь наносят на подготовленную поверхность изделия Углубления или выгравированный рисунок, которые заполняют чернью, должны быть шероховатыми для лучшего сцепления черни с основным металлом. Глубина рисунка не должна быть меньше 0,2 мм. Тонко измельченный порошок черни перемешивают с водным раствором буры, поташа и поваренной соли. Приготовленную кашицу, имеющую консистенцию густой сметаны, накладывают на участки, подлежащие чернению. Чернь, попавшую на те участки поверхности, которые не надо чернить, аккуратно удаляют. Изделие прослушивают и обжигают в печи при температуре 300-4000С. Остывшие изделия подвергают механической обработке, завершая ее полированием, после чего чернь приобретает свойственный ей блеск и оттенок. 2.2 Выбор основных и всомогательных материалов для изготовления изделия. 1) Модельный воск для резьбы Ferris File-A-Wax (зелёного цвета) – наиболее подходит для изготовления мастер модели фигурки животного из воска с последующим получением её отливки методом литья по выплавляемым моделям (ЛВМ), т.к. на нем возможна прорезка наиболее тонких деталей и сложных рельефов. Этот воск полируется до зеркального блеска, хорошо обрабатывается резанием; пригоден для обработки напильниками, надфилями, бормашиной при высоких оборотах инструмента без оплавления материала; Tпл=1050С. 1) СрМ925 – наиболее подходит для изготовления мастер-модели основного изделия (фигурки животного), , т.к. имеет относительно небольшую стоимость и хорошие характеристики для литья и штамповки ( при использовании соответствующей лигатуры). 2) Лигатура Magic AG4 – пригодна для центробежного и вакуумного литья, в т.ч. и для непрерывного литья, а также для следующих видов холодной обработки давлением: проката, волочения и штамповки; низкие температуры литья и опоки; Температура плавления 820-8600С 3) Поделочный камень нефрит – хорошо подходит для изготовления данного вида изделия, обладает высокой вязкостью. Физические свойства: а) цвет: колеблется от серого (и даже молочно-белого) до травяно-зеленого, может быть желтым, голубым и черным. Интенсивность окраски меняется в зависимости от содержания в составе минерала окислов железа (FeO). Часто присутствующие коричневые полоски являются результатом окисления железа по трещинам в камне. Высоко ценится бледная, хорошо просвечивающая разновидность нефрита с жирным блеском, б) твёрдость: колеблется от 2,90 до 3,02, в) плотность: 3,5 по шкале Мооса, следовательно, нефрит является таким же твердым, как обычное стекло, но мягче кварца, г) степень прозрачности: в тонких пластинах просвечивается, но чаще всего нефрит непрозрачный (хотя бывают исключения), д) другие свойства: вязкий, хорошо полируется, при полировке он всегда приобретает жирный блеск. 7) Раствор для чернения ( 25-30г/л Na2S, 15-20г/л Na2SO4 x 10H2O, 5-10г/л H2SO4, 5-10мл/л ацетона) - даёт хороший результат э/х чернения, образуется черная плёнка, используются недорогие и доступные реактивы. 8) Резина F.E. Knight Castaldо - Super High Strength и Econosil – обеспечивает хорошую воспроизводимость поверхности изделия, имеет небольшую усадку 9) Инжекционный воск F.E. Knight Сastaldо - Super Cera – хорошо воспроизводит резиновую форму, имеет небольшую усадку. 11) Формовочная масса Кеrr Саst 2000 – обеспечивает оптимальные условия для ЛВМ в вакуумной литейной машине 12) Раствор для УЗУ (нашатырный спирт, дистиллированная вода, Fairy) – создают оптимальные условия для ультразвуковой очистки поверхности изделий. 13) Пастообразная резина двухкомпонентная холодного отверждения на основе силиконовой резины - Quick- Sil компании F.E. Knight Castaldo (США). Обладает всеми технологическими особенностями и преимуществами силиконовых резин горячей вулканизации, но при этом вулканизируется при комнатной температуре за 10-45 мин. и дает практически нулевую усадку. Эта резина проста в применении, так как нет необходимости точно отмерять или вакуумировать компоненты для достижения оптимального результата. Недостатком является очень короткое рабочее время(4 мин).
2.3 Техпроцесс изготовления изделия
2.4 Описать технологию электрохимического чернения сплавов на основе серебра. Оксидирование ювелирных украшений производится для того, чтобы защитить их от потускнения. Само оксидирование сводится к нанесению на поверхность ювелирных украшений химически стойкой защитной пленки, которая предназначена для повышения декоративных свойств и антикоррозионных качеств. Оксидирование проводится двумя основными способами: химическим и электрическим. Внутри этих способов различается также цветное и бесцветное оксидирование. Последнее еще называется пассивным. Подобной обработке подлежат изделия из серебра и недрагоценных металлов или сплавов. Оксидная пленка на долгое время способна сохранить декоративную привлекательность изделия. А получение прозрачной пленки, покрывающей поверхность изделия, так называемое пассивирование, дает возможность серебру надолго сохранить свой естественный белоснежный цвет. Изделия же, покрытые цветной пленкой, как правило, черной или темно-серой с оттенками различных цветов (синеватым, желтоватым, зеленоватым), могут сохранять свои декоративные теневые эффекты вплоть до попадания в агрессивные или абразивные среды. Химическое пассивирование серебра обычно получают при помощи электролита, состоящего из двухромовокислого калия и оксида хрома. Температура раствора колеблется в пределах 18-25˚С, время обработки составляет около 2 часов. После обработки изделие подлежит промыванию в холодной проточной воде и просушке. Химическое декоративное (цветное) оксидирование серебра происходит в растворах сульфида калия (серной печени, 10 г на литр). Для его приготовления используется сплав серы и поташа (углекислого калия, 1 г на литр) в пропорциях 1:2 или 1:1. Плавка состава производится при постоянном помешивании, чтобы не дать составу воспламениться. Она проводится до получения однородной темно-коричневой массы. Полученный состав хранится в форме куска в темном закрытом сосуде. Для того чтобы получить оксидирующий раствор, берется необходимое количество массы (обычно около 20-30 г на литр воды), измельчается и растворяется в воде при температуре около 90˚С. Для оксидирования обезжиренное изделие из серебра (обезжирить: химическое обезжиривание в электролите: 20-30г/л Na2CO3, 30-40 г/л Na3PO4, 3-5г/л Na2SiO3) окунается в раствор. Если необходимо провести оксидирование отдельного участка, а не всего изделия, то раствор наносится на заданные участки при помощи тонкой кисти. Для повышения активности раствора серной печени и разнообразия оттенков, в состав раствора могут вводится хлористый аммоний (около 40 г на литр воды) или углекислый алюминий (около 20 г на литр воды). Полученный раствор остается активным, т. е. пригодным для использования, примерно в течение 5 часов. Процесс потемнения поверхности изделия должен происходить под постоянным визуальным контролем. Когда достигается необходимое состояние ювелирного украшения, оно фиксируется промывкой в проточной воде. Высохшую поверхность очищают при помощи фетра (сукна), натертого мелом, или полируют до получения нужного цветового фона. Электрохимический процесс оксидирования сходен с процессом электролитического осаждения металлов и проводится в гальванических цехах. При электрохимическом пассивировании серебра используется электролит, который состоит из хромовокислого калия (100-150 г на литр) и углекислого натрия (1-2 г на литр). Температура раствора поддерживается в пределах 20-22˚С в течение 35 минут. Плотность тока при этом составляет 1 А/дм². После того, как обработка закончена, изделие просушивается при температуре около 70˚С примерно 5-10 минут. Декоративное электрохимическое оксидирование серебра (покрытие темно-синего, почти черного цвета) происходит в электролите, который состоит из сернистого натрия (25-30 г на литр), сернокислого натрия (15-20 г на литр), серной кислоты (5-10 г на литр), ацетона (3-5 г на литр). Температура раствора поддерживается около 25˚С, плотность тока 0,1-0,5 А/дм², продолжительность процесса от 3 до 5 минут. 2.5 Описать технологию изготовления подставки из поделочного камня: оборудование, режимы, последовательность операций. Техпроцесс обработки поделочного камня состоит из следующих операций: 1. предварительный осмотр сырья 2. разметка 3. распиловка 4. обдирка 5. доводка 6. полирование 1. Проводится для выбора наиболее оптимальной его обработки с учётом дефектов, неравномерности окраски. 2. Операция разметки очень ответственна, требует большого опыта и знания свойств камней. Для разметки используют рапидограф, линейку, угольник, чертилку. Распиливанием камни разделяют на части, пригодные для последующей обработки. 3. Распиливают камни на специальных станках ( напр. маятниковый станок СРК-320) с помощью алмазных дисков с частотой вращения до 8000 об/мин; для охлаждения используют воду, водомасляные эмульсии, мягкое масло, дизельное топливо, керосин. Камень закрепляют в зажиме и вручную или под собственным весом подают навстречу вращения вращающегося диска. В алмазных пилах абразив включён в диск по его периферии. Диск делается из мягкой стали, а если он небольшого диаметра – из бронзы или меди. 4. Обдирка – это абразивный процесс, предназначенный для придания камню предварительной грубой формы. Для этого используют шлифовальные абразивные круги различных размеров и формы, различного размера абразив. В качестве абразива используют карбид кремния, алмаз и другие материалы. В последние годы стали применяться обдирочные круги с алмазными зернами, включенными в металлическую или пластмассовую основу. Они выполняют те же функции, что и круги из карбида кремния, и имеют несомненные преимущества, хотя и более дорогие. Обдирочные круги применяются для придания формы кабошонам, при подготовке сырья к огранке, для снятия фасок у плоских пластин, для объёмной резьбы и т.д. При обдирке вручную камней подаваемая вода должна смачивать всю поверхность камня полностью. Обрабатываемый камень должен быть направлен вниз по ходу движения круга, во избежание выдалбливания круга острыми краями камня. Скорость вращения круга 2500 об/мин. 5. Доводка. Процесс доводки несложен, для этого нужно тереть камень о плоскую плиту или вращающийся абразивный диск. Как и обдирку доводку начинают с крупного зерна, чтобы как можно быстрее выровнять поверхность, затем в ход пускают мелкий абразив, чтобы подготовить поверхность к последующему полированию. При обработке требуется постоянная подача воды. Скорость вращения диска 2500 об/мин. На данном этапе производится выточка посадочного места (паза) под серебряную окантовку по всему периметру подставки из обрабатываемого поделочного камня (зеленой яшмы) на глубину 0,9-1мм с учётом толщины металла окантовки (0,8мм) и слоя клея (0,1-0,2мм), засчет которого она фиксируется на подставке. Ширина паза составляет 5мм (=ширине штампованной окантовки). Т.к. вся поверхность паза закрывается окантовкой по всему периметру подставки, то её можно не полировать. Тем более – шероховатость поверхности паза будет способствовать образованию более прочного клеевого соединения металлического оканта с подставкой из камня. 6. Полирование – окончательный этап при изготовлении изделия из камня. Большинство полировальных материалов, за исключением алмаза, являются окислами металлов, например крокус – это оксид железа, зелёный крокус – оксид хрома, также используют оксид серебра, углерод в различных видах, диоксид церия, цинка, олова, кремния, углекислый кальций. Помимо паст и порошков полировальные составы выпускаются в виде водорастворимых полутвёрдых цилиндрических или прямоугольных брикетов, которыми натирают влажную поверхность полировальника. Существуют 2-а основных типа полировальников: 1) полировальники для кабошонов, плоскостей, сфер и др. изделий, не требующих высокой точности исполнения; 2) полировальники для геометрически плоских поверхностей. Полировальники 1-го вида делают как из мягких материалов (ткани и кожа), так и из более твёрдых (дерево, резина). Полировальники 2-го типа изготавливают плоских пластин металла, пластмассы или дерева. Для полирования применяют только разбавленную суспензию полировального порошка; густую массу, осевшую на дно, использовать нельзя. Суспензии нужно подавать ровно столько, чтобы поддержать полировальник во влажном, но не в мокром состоянии, это обеспечивается использованием суспензии определённой концентрации. Чем лучше подготовлена поверхность, тем эффективнее и быстрее проходит полирование. Качество полирования проверяют при хорошем освещении (300 люкс) при увеличении 6-10-х, при этом почти не должно быть видно рисок. Частота вращения полировальника не должна превышать 500 об/мин. Надежные результаты получаются при использовании алмазных паст на дереве, причем алмаз особенно эффективен для устранения недополировки. Усиление концентрации составов доводочных паст на ранних стадиях обработки с постоянным контролем при смене фракций, обычно дает общий положительный результат. После обычной шлифовки мокрой абразивной тканью с зерном крупностью 40 мкм или доводке на брезенте алмазной пастой 60/40 мкм, переходят на шлифовку 15-мкм алмазной пастой на дереве с последующей шлифовкой 10/7-мкм пастами и полировкой 1/0-мкм алмазной пастой на матерчатых полировальниках или на дереве и коже. Ранее для полировки применяли окись алюминия или окись хрома на коже. Когда полировка на ткани или коже не дает удовлетворительного результата, рекомендуется использовать круг из мягкого дерева с окисью олова. При этом к камню следует прикладывать большое усилие, а круг должен быть почти сухим. Нужно помнить, что на больших скоростях полировки чрезмерный нагрев камня приводит к появлению многочисленных микротрещин в светлоокрашенных нефритах (так называемый «прижог»), при этом целостность камня не нарушается. Большие плоские поверхности полируются на деревянных кругах или твердых матерчатых полировальниках алмазной пастой. Большие проблемы наблюдаются с полировкой нефритов в режиме галтовки. Удовлетворительные результаты удается получить при использовании отмученной окиси алюминия только для нефрита из отдельных месторождений (обычно наиболее высокосортные разновидности Улан-ходинского, Буромского и Кавоктинского месторождений) и актинолитового кошачьего глаза Оспинского месторождения. В качестве наполнителя иногда неплохие результаты дает добавка к полирующему составу мелкой фракции полированных микрокварцитов и халцедонов. Однако для большинства нефритов склонных к недополировке, после тонкой шлифовки в галтовочном барабане, применяется ручная полировка.
ЭКЗАМЕНАЦИОННЫЙ БИЛЕТ № 40. Выполнить художественный проект изделия: Сканной браслет в традиционном стиле из сплава на основе серебра. Годовая программа выпуска -500 шт. Разработать эскиз изделия в сборке с указанием необходимых разрезов, сечений, дополнительных видов и технических требований на сборку. Выполнить главный вид изделия в отмывке, необходимое количество дополнительных проекций изделия. Дать краткую аннотацию изделия и его композиционный анализ, отразив художественную ценность, оригинальность, пропорции, симметрию, ритм, пластику, динамику или статику всего изделия, или его отдельных элементов. Разработать технологический процесс изготовления изделия. 2.1 .Технология - скань, вставки из финифти, чернение. Выбрать и обосновать выбор основных и вспомогательных материалов для изготовления изделия. Разработать маршрутную технологию изготовления изделия и заполнить маршрутную карту. 2.4.Описать процесс волочения сканной проволоки, конструкцию волоки, определить количество переходов волочения проволоки диаметром 0,6 мм из проволоки диаметром 2,0 мм. если рекомендуемый коэффициент вытяжки 1,25-1,3. 2.5.Описать технологию изготовления финифти (оборудование, приспособления, режимы). Сканной браслет в традиционном стиле из сплава на основе серебра. Данное изделие (браслет) выполнено в традиционном стиле. Любое изделие или предмет традиционного стиля позволяет почувствовать связь с прошлым и преемственность поколений. Но выбрать традиционный стиль вовсе не означает впасть в сентиментальную ностальгию. Многие декоративные элементы прошлого обладают неподвластной времени красотой и великолепно вписываются в современный стиль жизни. Представитель этого стиля - человек скромный и консервативный, верный принципам, традициям, питающий уважение к семейным корням. Изделие разработано в технике скань, подчеркивающей русские традиции в ювелирных промыслах. Сканной узор (русский народный мотив) украшает весь браслет в виде завитков и овалов различной формы и размеров. Кроме этого применяется техника чернения серебра, которая издревле использовалась для декоративной отделки фактурированной поверхности. Также в центре браслета расположена финифтевая вставка, которая является неотъемлемой частью древнерусских ювелирных украшений.
2.2. Выбрать и обосновать выбор основных и вспомогательных материалов. Скань. Сканные работы, выполненные традиционным способом, не требуют сложного оборудования и многочисленных инструментов. Как правило, сканной орнамент делается на бумаге, на поверхность которой наносится рисунок карандашом. Затем на нее раскладывают небольшие отрезки сканной проволоки, гладкой или свитой, обмазывая при этом каждый элемент клеем (БФ или нитролак). Когда весь рисунок выложен, нужно поместить его вместе с листом бумаги на стальную пластину, предварительно обработанную мелом, и плотно окрутить пластину с набранным сканным узором тончайшей железной проволокой, чтобы при дальнейшей работе наклеенная скань не сдвинулась с места и не сбился рисунок. Набранную на пластину и закрепленную проволокой скань посыпают легкоплавким серебряным припоем в виде опилок, смешанных с бурой, кладут на кусок асбеста и напаивают скань при помощи паяльной горелки. Объемные предметы - шкатулки, коробки, ларцы, вазы - делают из отдельных деталей, которые затем монтируют и спаивают в целый предмет. Для придания сканным изделиям округлых, сферических форм, используют выколотки нужной формы. Финифть. Финифть - это роспись эмалью. На металлическую (медную) пластину наносится слой эмали или даже несколько слоев, после чего она подвергается обжигу для придания прочностных качеств эмали. И уж потом изделие расписывается огнеупорными эмалевыми красками. Благодаря этому приему финифть становится вечной, такие "закаленные" огнем краски не потеряют своей яркости и свежести даже через несколько столетий. На первый взгляд, технология проста, однако здесь кроется немало подводных камней. Например, при росписи сложного многоцветного узора приходится обжигать изделие столько раз, сколько наносились разные цвета эмали на поверхность. В результате появляется совершенно полноценное произведение художественного искусства - тень, свет, светотень, блики передаются в точности. Поэтому можно смело воплощать любую художественную идею.Чернение серебра. Чернение - вид декоративной отделки, заключающийся в наложении на поверхность изделий легкоплавкого сплава черного цвета (черни). Чернью обычно декорируют ювелирные изделия из серебра. Хорошо ложится чернь на медные сплавы. Чернь накладывают на изделие, подготовленное для черни, т. е. с углубленным рельефным гравированным рисунком. Суть процесса - обработка поверхности металла сплавом расплавленной серы, содержащей в различных пропорциях сульфаты свинца, меди и серебра. Смесь имеет черный цвет и большинство составов плавится температуре 380°С. Пропорции для изготовления смеси могут быть различными, и поэтому существует множество рецептов их приготовления. Например, один из них: свинец - 150 г; серебро - от 15 до 25 г; медь - от 90 до 15 г; хлорид аммония - 15 г; сера - 800 г. Гравированный рисунок выполняется без глянца для лучшего сцепления черни с основным металлом. Глубина рисунка в пределах 0,2-0,3 мм (от размеров изделия и площади углубления). Поверхность изделия, не покрывающаяся чернью, должна быть полированной без рисок, царапин и других дефектов. Рельеф поднимается любым способом: наждачной бумагой, щеткой, полировальными кругами. Основные материалы. Сплав серебра 925. (Для изготовления сканной проволоки и пластины для подложки для финифтевой вставки).
Этот
сплав называется также стерлинговым
или стандартным серебром. В нем удачно
сочетаются технологические и
эксплуатационные свойства, и он широко
применяется для изготовления ювелирных
украшений. Цвет
этого сплава соответствует цвету
чистого серебра. Сплав пригоден для
эмалирования и чернения. Из-за высокого
содержания серебра в сплаве и высоких
механических свойств оно нашло широкое
распространение во многих странах.
Наиболее широко сплав используется
для изготовления ювелирных изделий
и столовых принадлежностей. Сплав
СрМ925 является старейшим ювелирным
сплавом, широко используемым также в
монетном и медальном производстве.
Механические свойства отожженного
серебра при 20°С составляют: предел
прочности при растяжении
Медь. Медь - металл розово-красного цвета, относится к группе тяжелых металлов, является отличным проводником тепла и электрического тока. Электропроводность меди в 1,7 раза выше, чем у алюминия, и в 6 раз выше, чем у железа. По чистоте медь делится на марки: М0 (99,95% Cu), М1 (99,9%), М2(99,7%), М3 (99,5%), М4 (99%). Медь - малоактивный металл, который не взаимодействует с водой, растворами щелочей, соляной и разбавленной серной кислотой. Медь растворяется в сильных окислителях (например, азотной и концентрированной серной кислотах). Температура плавления – 1084°C, температура кипения – 2560°C. Вспомогательные материалы. Припой ПСр70М30. ПСр70М30 - серебряный припой, с содержанием серебра 70% и меди 30%. Основные отличительные свойства серебряного припоя - пластичность, прочность, антикоррозийность. Температура плавления – 730-755°С. Обеспечивает требуемую смачиваемость соединяемых поверхностей паяемых деталей, хорошо заполняет зазоры швов. Имеет желтоватый цвет, хорошую текучесть; обладает хорошей диффузионной способностью. Наиболее часто используемый припой на основе серебра. В данном процессе при пайке скани используется порошковый припой. Стальная пластина (для подложки во время пайки сканного узора). Холоднокатаный листовой прокат из конструкционной низколегированной стали марки 14Г2 толщиной 0,6 мм (ГОСТ 17066-80). Флюсы. К флюсам, которые применяются в ювелирном деле, предъявляются определенные требования, которым они должны соответствовать. Они должны иметь более низкую, чем у припоя, температуру плавления; способствовать растеканию припоя по поверхности паяемого материала (вязкость должна быть достаточно низкой, чтобы не препятствовать растеканию припою, но достаточно велика, чтобы флюс надежно покрывал место пайки); удалять из зоны пайки загрязнения (в противном случае вязкий слой шлака будет снижать подвижность припоя и препятствовать активному действию новых порций флюсующих материалов на поверхность металла), одновременно сохраняя химическую пассивность в отношении припоя; не разрушать металлы, которые подвергаются пайке. Самым распространенным флюсом, который используется для пайки ювелирных украшений из золота, серебра, мельхиора, является бура. Бура представляет собой натриевую соль тетраборной кислоты. Это белый, мягкий на ощупь порошок, который тонет в воде и плавится при температуре 741˚С. В расплавленном состоянии бура способна растворять оксиды металлов. Борная кислота (Н3ВО2) в качестве флюса используется в тех случаях, когда паяется уже полированное изделие. При использовании буры украшения могут потерять свой блеск или окислиться, поэтому ее использование не всегда приемлемо. Во время нагревания борная кислота претерпевает несколько последовательных изменений: сначала она теряет воду и переходит в метаборную кислоту, затем в тетраборную кислоту и, наконец, в борный ангидрит. Кислота Н2SО4. Кислоты применяются в ювелирном деле для травления, чтобы очистить поверхность изделия от оксидной пленки и расплавленного флюса. Посуду с отбеливающим раствором подогревают, погружают туда изделие, после полного растворения флюсов вынимают его из раствора на сетчатом ковшике, изготовленном из кислотоупорного пластика, медными или титановыми пинцетами. Затем тщательно промывают в бачке проточной водой и просушивают. Этот процесс в ювелирном деле называется отбеливанием. Отбеливание производится при помощи специальных кислотных растворов Серный отбел - 10-15 %-ный раствор серной кислоты. Рабочая температура раствора 60- 80 °С, продолжительность отбеливания до 80 мин. Серный отбел менее активен, но окисленная поверхность изделий после отбеливания менее плотная и по цвету ближе к естественному цвету сплава. Его чаще применяют для низкопробных сплавов золота, однако золотые изделия могут покрываться бурым налетом, который смывают с помощью щетки в теплой воде. Остальные вспомогательные материалы: - паста ГОИ: DIALUX зеленая, красная, белая; - нашатырный спирт 10%; - жидкость для мытья Fairy. 2.4. Описать процесс волочения сканной проволоки, конструкцию волоки, определить количество переходов волочения проволоки диаметром 0,6 мм из проволоки диаметром 2,0 мм. если рекомендуемый коэффициент вытяжки 1,25-1,3. При изготовлении филигранного украшения имеет смысл продумать как оно будет выглядеть в итоге, из каких сканных элементов будет состоять, какая проволока будет использована. В начале нужно нарисовать эскиз украшения. Если узор слишком сложен, необходимо разделить его на простые элементы. Работа с отдельными короткими отрезками и несложными, пусть многими, завитками гораздо проще, чем с одной, но несколько раз изогнутой проволокой скани. При качественной пайке места соединения скани почти незаметны. Скань изготовляют, например, из серебра 925 пробы обладающего хорошей вязкостью, мягкостью, пластичностью, если сделать сканную проволоку из серебра более высокой пробы (999-ой), то филигранное украшение получится очень мягким. Такие качества сканной проволоки обеспечивают волочение и вальцевание проволоки, ее кручение и набор скани. Разница в температуры плавления сканной проволоки и украшения незначительные (в районе 100 - 70 градусов), то важно очень хорошо чувствовать, когда припой "потек" и удерживать именно эту температуру что бы спаять все филигранные элементы и при этом сохранить само украшение. Для изготовления скани очень важен состав металла, так как серебряные бруски с пробой 925 нужно будет прокатывать и вытягивать в проволоку. Для того что бы получить более тонкую проволоку нужно постепенно прокатывать брусочки через отверстия вальцов, постепенно уменьшая сечение. В итоге можно будет получить квадратную проволоку сечением 2-3 мм. Она даже будет похожа на прутья. Каждые 2 -3 проката через вальцы проволоку нужно будет "отпускать", длинные бруски (проволоку) докрасна разогреть горелкой и охладить в холодной воде, затем продолжить вальцевать. Получив серебряные прутья примерно длиной 2 – 2,5 метра, которые совсем не похожи на сканную проволоку нужно продолжить их обработку волочением через фильеры на волочильной доске. Фильера - это инструмент для волочения проволоки, состоящий из пластины с внутренними отверстиями, в которые вставлены вставки из твердосплавного материала. Внутренние отверстия фильеры идут под конусом, так что протягивая через них прутья будет уменьшаться диаметр и прутья постепенно будут приобретать круглое сечение, т.к. вставка фильеры круглая. Начиная с фильеры 3 мм, нужно постепенно уменьшать диаметр, протягивая проволоку вплоть до размера 0,35 мм. Протягивание сканной проволоки нужно делать без нагрева, но в ходе процесса она становится жесткой и поэтому ее нужно периодически отпускать, восстанавливать мягкость. Волочильную доску с рядом последовательно уменьшающихся отверстий укрепляют в тисках, конец проволоки заостряют с помощью напильника или молотка, продевают через отверстие и всю проволоку плавно с помощью плоскогубцев протягивают. Чтобы уменьшить трение, отверстия волочильной доски или проволоку смазывают каким-либо маслом или парафином. Проволока диаметром 1,2 мм используется для того что бы изготовить основной каркас сканного рисунка (необходима ее прокатка), в который вкладывается филигранный ажурный узор. Проволока 0,7 мм одна из самых используемых - для филигранного узора (необходима ее прокатка). Проволока 0,35 мм будет скручиваться, а затем прокатываться через вальцы, таким образом получая плоскую скань. При получили нужного количества проволоки ее необходимо свернуть в моток, отжечь, отбелить в слабом (5%-ном) растворе серной кислоты и хорошо промыть в проточной воде.
Количество
переходов волочения проволоки
определяется по формуле:
d – исходный диаметр проволоки; k - выбранный коэффициент вытяжки. Выбираем коэффициент вытяжки 1,272.
Итак, исходя из расчетов понадобится 5 переходов для волочения проволоки. 2.5 Технология изготовления финифти. В качестве основания под живопись используется пластина из тонкого золотого или медного листа необходимой формы и размера, выпуклая с лицевой стороны. Основой для живописи служит эмалевый грунт, представляющий собой смесь растертой в порошок белой эмали с водой. Он наносится на лицевую сторону пластинки в три слоя. После нанесения каждого слоя пластинка просушивается в сушильном шкафу и обжигается в муфельной печи при t 700-800°С, пока эмаль не сплавится, а поверхность не станет гладкой. Чтобы предохранить пластинку от возможной деформации (прогиб, коробление) при обжиге в процессе росписи, ее оборотная сторона покрывается эмалевым слоем, называемым "контрэмалью". Роспись пластинки начинается с рисунка, который выполняется сначала на бумаге. Затем под него подкладывается чистый лист бумаги, и рисунок по контуру прокалывается иглой. На нижнем листе получается точечный отпечаток рисунка. Этот лист накладывается на лицевую поверхность загрунтованной пластинки и натирается смешанной со скипидаром сажей, в результате чего рисунок переводится на эмалевую основу. Для росписи используются огнеупорные краски с t пл. от 700 до 800°С. Они готовятся из тщательно растертых пигментов, смешанных со скипидаром и лавандовым или скипидарным маслом. Каждая краска имеет определенную температуру плавления и при обжиге изменяет свой первоначальный цвет. Поэтому живописцы при работе пользуются палитрой-"опытницей" - белой эмалевой пластинкой с пробами красок. При помощи ее определяются температура плавления каждой краски и ее цвет после обжига. На первой стадии росписи тонкой кистью делается "подмалевка" - наносятся основные цвета. После этого пластинка просушивается в сушильном шкафу до удаления из красок паров скипидара, а потом обжигается в муфельной печи, пока краски не сплавятся с грунтовой эмалью, закрепятся на неё и не приобретут яркость и блеск. Извлеченная из муфеля пластинка остужается и следует первая прописка, в ходе которой выявляются основные детали изображения и светотени. Затем пластинка вновь просушивается, обжигается и остужается. В процессе второй прописки выявляются второстепенные детали, прорабатываются полутона и уточняются цветовые отношения. Производится третий обжиг. При создании несложной композиции с использованием ограниченной красочной палитры роспись заканчивается на втором или третьем этапе. Для написания сложной миниатюры, богатой цветовыми оттенками, требуется от 4 до 7 прописок и столько же обжигов. Живопись огнеупорными красками по эмалевой основе практически вечно сохраняет чистоту, блеск и прозрачность цвета. Она не подвергается, подобно другим видам живописи, воздействию таких разрушительных факторов, как свет, перепады температуры и влажности, загрязнение.
2.3 Технологический процесс изготовления сканного браслета в традиционном стиле.
Билет №41мой Корпус зажигалки из сплава на основе серебра в стиле ретро. Год.программа выпуска 300шт. 1.3.Дать краткую аннотацию гарнитура и его композиционный анализ. Данное изделие – корпус зажигалки, выполненный в стиле ретро. Стиль «ретро» (Retro «назад», «обращённый к прошлому»), в котором изготовлено изделие, отличается консервативностью, строгостью и элегантностью. Для ретро характерна нарочитая практичность и стремление к избавлению от «лишних» деталей. Корпус зажигалки изготовлен из сплава на основе золота, с использованием эмалевых покрытий. Преобладающие геометрические формы, подчеркивают данный стиль и делают зажигалку эксклюзивным аксессуаром. Использование гравирования и техники гильоширования подчеркивают четкость форм и декора. 2.1 Технология – литьё по выплавляемым моделям, гравировка, эмалирование, гильошировка. ЛВМ в настоящее время является самым распространённым, высокопроизводительным, малоотходным, недорогим способом производства юв.изделий из сплавов благородных металлов. Сущность ЛВМ заключается в том, что восковая модель после ее заформовки в опоке удаляется из последней путем нагрева. При этом нет необходимости разбирать форму для извлечения модели. Способ позволяет формовать любые по сложности изделия целиком, обеспечивая при этом чистоту поверхности и точность воспроизведения ажурного рисунка с минимальными потерями драгоценного металла (доли %) и рациональным использованием ручного труда. Особенно эффективен этот метод при получении мелких и тонкостенных отливок. Использование пластичных резиновых пресс-форм и формовочных материалов на основе гипса с принудительной заливкой металла в форму, позволяет получить точное качество и форму рисунков. При литье по выплавляемым моделям с принудительной заливкой металла применяются различные литейные установки: центробежные и вакуумные. Эмалирование – вид декоративной отделки, связанный с покрытием участков изделия, легкоплавкой стекловидной массой. По технике исполнения эмали делятся на: 1. выемчатые 2. перегородчатые 3. оконные. 4. Накладные 5. Эмаль по гильошу В данном изделии используется техника исполнения эмали по гильошу. Ювелирная гильошировка – механизированный метод гравирования, когда на станке при точной подаче резца на поверхности изделия вычерчиваются тончайший орнамент из прямых и волнистых линий.чаще всего этим методом декорируются ровные или выпуклые металлические пластины, т.к. в этом случае лучше всего проявляется зеркальность ряда. Гильошированное основание прокрывается слоем цветной прозрачной горячей эмали. В результате под эмалью просвечивает нанесенный орнамент и фон металла. Гравировка – создание рисунка на материале с помощью спец.инструмента – штихелей. Различат плоское гравирование, гравирование штампа, гравирование по стеклу и камню. 2.2 Выбрать и обосновать выбор основных и вспомогательных материалов. Данное изделие изготовлено из сплава золота ЗлСрМ 750 - 125 жёлтого цвета. Состав: золото 75%, серебро 12-13%; медь 12-13%.. Плотность 15,45г/(см3), интервал плавления 885-9000С. Сплав ЗлСрМ 750-125 — хорошо полируется, пластичен, хорош для литья и пайки. Особенность сплавов ЗлСрМ 750-125 является то, что в них не наблюдается самопроизвольное растрескивание при упорядочении, что позволяет подвергать их многократным термообработкам. Для нанесения эмали предпочтительны сплавы Ag:Cu=1:1. Поэтому был выбран этот сплав, т.к на данное изделие будет нанесено эмалевое покрытие. Рекомендуется применение лигатуры Legor OG 602A, цвет насыщенно жёлтый. Область применения: Литьё по выплавляемым восковым моделям. Подходит для литья с камнями. Так же может применяться для простой механической работы. Для декоративной отделки используется эмаль горячего отверждения австрийского производства фирмы Schauer: голубая ,температура плавления 700-720 °С Данные эмали являются среднеплавкими, высокого качества. Камея — разновидность геммы, выполненное в техникебарельефанадрагоценныхилиполудрагоценных камнях. При изготовлении камей используют различные материалы. Обычно для нижних слоев (фона) берётся более тёмный материал и на тёмный фон накладываются изображения из более светлого материала, этим достигается более контрастное выделение изображения. Для изготовления камей часто используютагат, который имеет слои различной расцветки. Иногда, для увеличения контрастности цветов, используют краски. Припой LSG413/411094, темпрература плавления 760°С, цвет жёлтый, среднетекучий. Для изготовления мастер-модели используем сплав Ср 925 (92,5% серебра, остальное медь и др.добавки). Данный сплав обладает высоким уровнем защиты от окислений, для открытых литьевых систем, повышенной твердостью. Преимущества Ср 925 его доступность для производителя, наличие припоев на производстве. Резина горячей вулканизации на силиконовой основе — эти резины специально разработаны для литья по вьшлавляемым моделям, они легко укладываются в форму, никогда не дают пузырей и при плотной укладке заполняют все пустоты, они не требуют использования силиконового спрея для отделения восковок от пресс-формы. Выбрана резина F.E. Knight Саstaldo Econisil, т.к она обладает хорошей износоустойчивостью, обеспечивает исключительную прочность на разрыв, является наиболее экономичной маркой из резин с подобными характеристиками. Температура вулканизации 165-177°С Воск литьевой GS Wax №120 ROYAL (бирюза, гранулы) Воск для впрыскивания высшего качества, созданный для использования при температуре 700С с отличными характеристиками текучести, что позволяет создавать большой набор деталей, включая установку камней и лучшие филигранные модели. Эластичность - средняя. В качестве материала для изготовления литейных форм применяется формомасса Kerr Satin Cast 20 — мелкодисперсная, что обеспечивает ей устойчивое значение растекаемости, сроков схватывания и оптимального значения пористости после отжига. Имеет максимальную проницаемость. Самый быстрый цикл прокаливания. Способствует получению отливок с ровной и гладкой поверхностью. Для удаления остатков формомассы с отливок применяется плавиковая кислота и соляная 50% При монтировке изделий требуется борная кислота и бура (1:1) для приготовления флюса, наиболее часто применяемый и доступный состав. Для отбеливания изделий после пайки применяется лимонная кислота, т.к она менее вредная чем серная кислота и даёт хороший результат. Состав раствора в УЗУ: вода, 10% нашатырного спирта, моющее средство 9г на 1 литр воды, данный раствор ускоряет процесс снятия остатков полировальной пасты. Полировальная паста DIALUX красная и синяя для предварительной полировки, а для финишной полировки белая и голубая. Пасты подобраны в зависимости от размера абразивных порошков, входящих в их состав. 2.3. Технологический процесс изготовления зажигалки.
2.4 Подробно описать технологию изготовления «ёлки» и литейной формы. Изготовление «ёлки» После изготовления восковых моделей переходят к сборке воскового дерева, для чего используют восковые стояки, которые делают из отходов модельного состава от выплавки моделей или специальный (литниковый) воск, который при выжигании выгорает быстрее, чем другие воски данной «ёлочки». Это способствует свободному вытеканию восковых форм из опоки. Литник должен быть достаточно толстым (диаметром 8мм), чтобы жидкий металл мог достичь тонких частей модельной полости, прежде чем затвердеет. Он предназначен: для припаивания восковых моделей, удаления воска при вытапливании, отжиге, движения расплавленного металла в отдельную полость, подпитки отливок в процессе кристаллизации, уменьшения турбулентности расплава. Для лучшего заполнения формы, экономии драгоценного металла и снижения массы литниковой системы рекомендуется применять коническую форму стояка. Путь прохождения металла в «елочке» должен иметь правильную форму, без изломов, с большими радиусами закругления, это поможет избежать турбулентности потока и благоприятствует выходу воска из затвердевшей формы. Частицы металла двигаются в разных направлениях, что может вызвать захват посторонних частиц, неравномерность потока и следствие этого - пористость. Образованию пористости способствует повышенная текучесть металла, т.е. его слишком высокая температура.
Величина
каналов питания должна быть достаточной
для наполнения модели металлом.
Если модель имеет разную толщину в разных местах, необходимо обеспечить несколько питающих каналов, прикрепленных к частям модели с наибольшей толщиной – жидкая масса должна проходить из участка с большей
толщиной
в меньшие, и никогда наоборот. Рис.1 Рис.2 Рис.3 Рис.1 – неверное расположение литника. Рис.2 и 3 –правильное расположение литников. Металл начинает затвердевать в местах с наименьшей толщиной. Изделие становится неполным и пористым, если температура формы и металла слишком низки. Питающие каналы должны выходить в наиболее крупные части модели. При сборке «елочки» используют 3 условных варианта наборки восковок: -вертикальными рядами; - горизонтальными рядами -в шахматном порядке.
Выбор
варианта наборки зависит от ассортимента
восковок с учетом возможности
максимально плотной наборки. При этом
восковки не должны касаться друг
друга. Расстояние между ближайшими
точками модели должно быть не менее
3 мм. При размещении восковки на стояке
необходимо учитывать возможность для
выхода воздуха при вибровакуумировании
«елочки» из углублений в восковке.
Для сборки моделей в блок восковой
стояк укрепляют в специальном
приспособлении - держателе. Держатель
устроен так, чтобы при сборке восковой
ёлки, литник с уплотнителем можно было
поворачивать вокруг нескольких осей.
Затем тонким лезвием электрошпателя
касаются одновременно питателя модели
и посадочного места. После этого нож
быстро убирают, а соединяемые части
слегка прижимают одна к другой до
застывания воска в месте припайки.
Операцию повторяют, поворачивая «ёлку»
по мере необходимости, пока стояк не
будет заполнен полностью. Рекомендации к изготовлению восковой ёлки:
Изготовление литейной формы. После сборки восковой «ёлки» переходят к изготовлению литейной формы. - Для этого необходимо собранный модельный блок обезжирить в 5% р-ре сульфонала, либо в спирте, либо в 4х хлористом углероде, промыть его в холодной воде и высушить потоком воздуха до полного исчезновения влаги с поверхности моделей. Современные порошки позволяют за несколько минут получить легко изготавливаемые и прекрасные по качеству формы. В основном эти порошки включают в себя следующие ингредиенты: Окись кремния (SiO2) Служит в качестве добавки к смеси порошков кварца и кристобалита( это разновидность кварца, отличающегося высоким тепловым расширением, способным компенсировать усадку расплавленного металла во время затвердевания). Полугидрат сульфата кальция (CaSO4•½H2O) при плавке выполняет роль связующего материала. Вступает в реакцию с водой, образуя гидратный гипс. Добавки или модификаторы Используются для контроля за временем упорядочивания расплавленного сплава, характеристик потока и для снижения количества пены в вакууме. - Опоки на поверхности имеют множество отверстий, благодаря которым происходит быстрое остывание массы. Кроме того через эти отверстия происходит всестороннее вакуумное всасывание и быстрое остывание краёв опоки после заливки расплава. Опоки перед использованием тщательно очищают от остатков старой формомассы. Резиновый уплотнитель должен плотно надеваться на опоку. Затем опоку обматывают полиэтиленовой пленкой и закрепляют резинками, причем пленка должна выступать над верхней частью опоки на 7 - 10 см. Это нужно для предотвращения разбрызгивания формовочной смеси при вакуумации. - Далее приготавливают формовочную смесь. В ёмкость для приготовления формовочной смеси заливается вода комнатной температуры. Затем добавляется формовочный порошок (порошок всегда добавляется в воду, а не наоборот) и смесь равномерно перемешивается до однородной массы. Готовая смесь должна иметь консистенцию сметаны. - Заливать формовочную смесь нужно аккуратно по стенке опоки, чтобы не повредить восковые модели. Опоки помещают в вакууматор. Вакуумация продолжается до прекращения выделения на поверхности формомассы пузырьков (примерно 3-4 минуты). - Затем опоки выдерживаются 15 мин, и с них снимается обвязка. Удаляют излишки фомомассы, маркируют опоки. Затем опоки выдерживаются при комнатной температуре 1 – 2 часа и их помещают в муфельную печь, предварительно сняв резиновые основания. - Модельный состав вытапливают паром, или в муфельных печах, или в спец.шкафах для вытапливания воска. Режим прокалывания опок обычно прилагается к формомассе. При вытопке воска помещают опока в предварительно прогретую до 150°С печь. При 90-160°С большая часть воска вытекает через литниковое отверстие. Опоку медленно прогревают до 200°С. Пар, образовавшийся при нагревании влажной формомассы помогает удалению воска. При 550°С оставшийся воск превращается в сажу, а при 750°С сажа соединчется с кислородом воздуха, образуя CO2, и полностью удаляется. Но опоку нельзя нагревать выше 800°С, т.к иначе разрушится гипсовая связка. Печь обязательно должна вентилироваться, что бы поры формомассы не забивались золой. - Опока проходят многоступенчатый режим отжига (прокалки). Режим может длиться 4,6,8, 12 часов. 6-и часовой режим отжига (для небольших опок): Выдержка при температуре 200 °С – 1 час. Нагрев до 730 °С – 1 час. Выдежка при 730 °С – 2 часа. Охлаждение до 540 °С – 1 час Выдержка при 540 °С – 1 час. Для больших опок рекомендуют 12-и часовой цикл. В печи цилиндры должны на достаточном расстоянии друг от друга. Далее опоки нагревают до необходимой температуры, при которой будет литься металл. Рекомендуется по - возможности снижать температуру заливаемого металла и опоки, т.к при высоких температурах в отливках возникают ликвации и др.дефекты. Во избежание дефектов в готовых изделиях необходимо следовать рекомендациям: 1.Материалы, используемые в микролитье, адсорбируют влагу из окружающего воздуха. Однако перед использованием они должны быть совершенно сухими, иначе потребуется больше времени для обработки, а форма может оказаться намного менее прочной. Кроме того, поверхность формы может оказаться шероховатой или даже иметь острые кромки. 2. Необходимо строго соблюдать соотношение порошка и воды. 1 кг. порошка разводится в 360-400 г воды. В таблице 1 приведены количества порошков и воды для изготовления изделий разной геометрической формы.
3. Необходимо всегда помнить, что порошок добавляется в воду, а не наоборот, иначе возникает риск образования сгустков, могущих повредить изделия. 4. После перемешивания, покрытие разливается по цилиндрам и дальше обрабатывается в вакууме с использованием спец. оборудования. Время обработки составляет приблизительно 9 минут. Обработка осуществляется при температуре ~23°С. В настоящее время существуют вибровакуумные смесители формовочной массы. ( напр. «St.Louis» ) Они позволяют автоматизировать весь процесс изготовления литейных форм. Последовательность выполнения операций: 1. Засыпать необходимое кол-во формовочной масс и залить необходимый объём дистиллированной воды. 2. Смешивание компонентов. Возможна регулировка скорости перемешивания в зависимости от формомассы, а так же времени перемешивания. (3-5 мин.) 3. Дегазация смеси – частичное удаление газов. (3-5 мин) 4. Заливка смеси в опоку. 5. Вибровакуумация смеси в опоке. Полное удаление газов из смеси в сочетании с вибрационным покачиванием опоки. (8-10 мин) 6. Сушка опок 1-2 часа в зависимости от их размера. 7. вытопка воска. 8 прокалка опок. 2.5. описать технологию гильошировки с указанием технологических режимов, оборудования. Поверхность металла под эмаль предварительно обрабатывается методом ручной гравировки, а чаще всего — методом машинной гравировки, который называется гильошировкой. Термин произошел от французского Guilloche. Коротко можно определить эту технику как нанесение орнаментов путем гравирования. Это процесс, в котором изделие из металла механически перемещается по отношению к зафиксированному резцу для гравировки на поверхности изделия серии однотипных линий определенной конфигурации. Результатом является декоративная поверхность, которая дает очень необычную игру света на срезанных кромках, образующую своеобразный поверхностный фон. Гильоширование в основном используется на изделиях из благородных металлов. Процесс является долгим и кропотливым. Практически любая плоская, выпуклая, круглая и порой даже вогнутая поверхность может быть отгравирована с нанесением гильоше. Есть некоторые ограничения по конфигурации трехмерных поверхностей. В дополнение к этому можно регулировать глубину погружения резца по мере продвижения вдоль наносимой линии, таким образом «подсвечивая» изображение поверхности совершенно уникальным способом. Гильошировка по плоскости: Варианты вырезанных линий — прямая, замкнутые концентрические линии (сферы, эллипсы), лучи, идущие от центра, более сложные систематические узоры. Основа всего процесса гильошировки, используемого практически без изменений с XVIII века, лежит в использовании специальных шаблонов, которые отклоняют изделие относительно неподвижного резца перпендикулярно направлению его движения. Многообразие вариантов трудно описать. Варианты ограничены только фантазией гравера, подбором специальных оснасток для крепежа и движения изделий и техническими возможностями гильошировочного станка. Для выполнения гильошировки существуют 3 основных способа:
- Современные станки с ЧПУ позволяют вырезать практически любую линию на любой поверхности, и это создает ощущение простоты использования таких станков для нанесения гильошировки. Разрешение станка должно быть не менее 0,1мм, а резец должен представлять трёхгранную нож-головку. При резке обязательна подача смазочной жидкости в рабочую зону, напр.масла. Однако вращающаяся фреза выбирает металл, не оставляя после своего прохождения яркой отражающей кромки, которая получается при снятии стружки резцом. Изделие «не играет». Алмазные резцы без вращения, которые могут быть использованы в станках с ЧПУ, не дают возможности разнообразить форму вырезанной канавки или заглубить резец без риска его повреждения, что также приводит к достаточно серьезному сужению возможностей. А так же резец не может формировать рисунок у края выемки, след-о гильоше наносится лишь на центральную часть. - В некоторых случаях, очевидно, напрашивается альтернатива в виде штамповки, однако качество полученной поверхности заметно уступает гильошированным образцам. Старинная технология оказывается более качественной. Эти способы требуют обязательной ручной доработки, что делает процесс более трудоёмким и дорогостоящим. - Одна из наиболее распространенных машин для гильошировки — механическое устройство, позволяющее с помощью неподвижного, прочно закреплённого резца покрыть всю поверхность металла ярким периодическим рисунком с острыми вырезанными гранями, хорошо играющими на отражение и дающими неповторимый внешний вид многим изделиям с эмалями. Есть машины, позволяющие прорезать волнообразные циркулярные линии и даже эллипсы. Форма резца, его заточка играют большую роль в том, каков будет конечный результат. • Направляющий щуп, совмещенный с резцом, ограничивает глубину погружения резца в изделие. • Резец очень хорошо затачивают и полируют, обычно их изготавливают из 6,5 мм заготовок из стали Н55 квадратного сечения. • Перед прорезанием очередной канавки на поверхность изделия кистью наносится смазка. Для выполнения глубоких рельефов иногда при резьбе делается несколько последовательных проходов резцов с постепенным углублением. Машины для гильоширования делятся на: 1. для прямолинейного гильоширования - изделие при резьбе отклоняется относительно перпендикулярного резца с помощью прямого шаблона (Straight Line Machine), дизайн которого может иметь как периодический рисунок, так и любой нестандартный, специально сделанный для конкретного изделия. 2. для кругового гильоширования - изделие при резьбе отклоняется относительно перпендикулярного резца с помощью дискового шаблона (Rose Engine Machine), на торце которого вырезан периодический рисунок. Это позволяет вырезать линии с периодическим отклонением (похожие на синусоиду или более сложной конфигурации) практически любой длины. Прямолинейное и круговое гильоширование можно сочетать.
Билет №42 1.3 Краткая аннотация изделия Данное изделие выполнено в стиле «модерн». Новый стиль окончательно оформился к началу 90-х годов XIX века. По-французски название звучит как «ар нуво» (Art Nouveau – новое искусство), по-русски – «модерн». Новизна модерна сразу же оказалась несомненной. Он принес не только свои излюбленные мотивы, которые вполне могли затеряться среди прежних, но и небывалые ритмы, особую нервную подвижность, беспокоящую глаз и привлекающую внимание.Своего рода отличительным знаком орнаментального декора модерна стал мотив изгибающегося в воздухе бича, который получил название «удар бича». Среди излюбленных мотивов художников-ювелиров были также морская волна, лебединая шея, томные женские головки или фигуры с распущенными волосами и извивающимися руками в «летящих» рукавах. В ювелирных украшениях своеобразная изощренность флорального направления модерна проявлялась также в плавной текучести асимметричных форм с изысканными утонченными очертаниями, в прихотливой изощренности композиционных построении и и почти мистическом колорите вещей, который возникал от сочетания мерцающих как старинные витражи, эмалей и зеленых, лиловых, голубых, белых, красных камней. В украшениях много жемчуга, опалов, рубинов, демантоидов, аметистов, алмазов, хризопразов, перламутра, при этом выбор камней определялся не их стоимостью, а декоративными качествами и цветом. Работы ювелиров модерна были столь прекрасны, что, возможно, впервые публика увидела в украшениях не просто драгоценный аксессуар костюма, а подлинное произведение искусства. Изделие представляет собой брошь из сплавов золота двух цветов, имеющую два вида закрепки (крапановая и глухая) с использованием опала и топаза. Брошь предназначена для повседневного и праздничного ношения. Поверхность материалов должна иметь высокое качество полировки для придания блеска, который усиливает впечатление и притягивает внимание к броши. Изделие изготовлено из белого золота ЗлСрПд585-225-160 и желтого золота ЗлСрМ585-280. 2. Разработать технологический процесс изготовления изделия. 2.1 Технология - литье по выплавляемым моделям, использование вставок камней и двух видов закрепки. Технология литья по выплавляемым моделям наиболее часто применяется на предприятиях, позволяет получить мелкие, тонкостенные и сложные по форме отливки. Включает в себя три стадии: подготовка к литью (обезжиривание восковой «елочки», приготовление раствора формомассы, заливка формомассы в опоки, вытапливание воска и прокалка опок), литье (заливка металла в форму), обработка полученных отливок (очистка от формомассы, отделение изделий от стояка). Крапановая закрепка - процесс закрепления вставки в касте при помощи крапанов— приливов (стоек) металла, выступающих над верхней кромкой каста. Крапановая закрепка применяется для закрепления практически всех видов вставок из драгоценных, полудрагоценных и поделочных камней. Крапановая закрепка обеспечивает лучшее по сравнению с глухой закрепкой освещение вставки, позволяет увидеть ее форму и огранку, а в случае необходимости легко произвести профилактический осмотр (осуществить промывку вставки). Ювелирные украшения с крапановой закрепкой вставок производят впечатление ажурных, легких. Крапановая закрепка является самым распространенным видом закрепки, она применяется примерно в 50 % всех изделий со вставками, выпускаемыми в нашей стране. Глухая закрепка- камень в оправе держится за счет обжатия пояском по всему периметру (как бы завальцован). Надежно удерживает камень в оправе и при необходимости дает возможность придать камню более правильную форму. Внутренняя глянцевая подрезка в белом металле (платине, белом золоте, серебре) вокруг бриллианта создает эффект большего размера. При эксплуатации изделий с глухой закрепкой камней исключена возможность зацепления оправы за одежду. 2.2.Выбрать и обосновать выбор основных и вспомогательных материалов для изготовления изделия. Основные материалы. Основным материалом для изготовления броши является сплав ЗлСрМ585-280 желтого оттенка с содержанием Аu-58,5%, Ag- 28%, Си - 13,5% и слав белого золота ЗлСрПд585-225-160 с содержанием Аu -58,5%, Ag - 25,5%, Pd - 16%. Температура плавления сплавов 870-990°С. Сплавы обладают хорошими технологическими свойствами, имеют красивый внешний вид, высокие коррозионные и механические свойства. В качестве вставки используются синтетический опал и голубой топаз. Опал – это один из известных ювелирных камней, который ценится своим неимоверным переливом, поочередной игрой лучей солнца и особым свечением камня. Сегодня более 90% процентов, представленных на широком рынке опалов - являются опалами Жильсона, т.е. синтетическим материалом. Они дешевле, имеют более плотную структуру, содержание микро пор в них гораздо меньше по сравнению с истинно природными камнями. Голубой топаз. Голубой топаз – лидер продаж. Из всех полудрагоценных камней топаз является признанным фаворитом. Обладает красивым чистым цветом, блеск топаза яркий, стеклянный, близкий к алмазному. Прекрасно смотрится в ювелирных украшениях. Вспомогательные материалы. Припой. Для пайки золотых ювелирных изделий используют твердые припои на основе золота. Для понижения температуры плавления в состав твердых припоев вводят цинк и кадмий. Эти припои отличаются высокой коррозионной стойкостью. Цвет припоев для золота определяется в основном из соотношения меди и серебра в их составе. Содержание основного металла в составе припоя должно соответствовать установленной пробе припоя. Припой выбирается исходя из цвета, пробы основного металла и разницы температур плавления припоя и основного металла (она должна быть не менее 50°С). Выбираем среднеплавкий припой П3л585-П с содержанием Аи - 58,5%, Ag - 12,3%, Сu - 20,7%, Zn-8,5 и рабочей температурой плавления 800°С. Исходя из условий технологического процесса: Материал для мастер-модели берем мельхиор и припой ПСр45 В качестве материала для резиновой пресс-формы используем силиконовую композицию, специально разработанную для технологии литья по выплавляемым моделям фирмы Castaldo Red Label для изготовления тиража восковых моделей наиболее подходит универсальный инжекционный воск красного цвета марки F.E. Knight Сastaldо - Super Cera.Формовочную массу для изготовления литейной формы используем марки Satin Cast 20,которая обеспечивает структурную целостность, получение отливок без дефектов с ровной, гладкой поверхностью. Для шлифования и полирования. Применяется наждачная бумага различной зернистости, различные диски на основе оксида алюминия- для грубой шлифовки, на основе карбида кремния- для средней и тонкой. Керамические и пластиковые наполнители для галтовки.Также применяются пасты состоящая из тонких абразивных порошков. Шлифовальные и полировальные материалы: Паста для полировки голубая тонкая DIALUX, наждачная бумага. Флюсы Нагретые металлы быстро соединяются с кислородом и образуют пленку из окислов. Для растворения окислов и предотвращения дальнейшего окисления при пайке применяют флюсы. Борная кислота H3BO4- Белое кристаллическое вещество, необходима для приготовления флюса при пайке. Бура Na2B4O7*10 H2O- натриевая соль тетраборной кислоты. Используется как флюс при пайке металлов. В соотношении 1:1. Кислоты. Раствор HNO3 10% применяется для отбеливания изделий после пайки. при температуре 30-40С. Время отбеливания 30 сек. 10%- водный раствор плавиковой кислоты- отбеливает литейный блок
Ступенчатая огранка — один из видов огранки драгоценных камней. Ступенчатая огранка как правило применяется для цветных камней: берилла, изумруда, сапфира, рубина, граната, топаза. При этом типе огранки оформляется табличка и несколько рядов граней. В целом это напоминает ряд ступеней отсюда и название. Обычно контур делают прямоугольным или квадратным, но иногда ему придают форму ромба, сердечка или более неправильную форму. Табличку нередко делают слегка закруглённой. Этот вид огранки, в основном, применяется для подчёркивания внутренней окраски камня, а не для того, чтобы выявить игру света. Поэтому не добиваются полного отражения от нижних граней и значительная часть света, входящая в камень, уходит через основание. При огранке камня его высоту выбирают в зависимости от интенсивности окраски. Если камень имеет более тёмный оттенок, то его делают мельче для полного проявления цвета. Камни гранятся обычно так, чтобы максимально сохранить вес и реализовать камень по максимальной цене. Расчет рациональных углов наклона граней камня Наилучший блеск в камнях ступенчатых видов огранки достигается, когда углы между гранями павильона меняются постепенно по направлению к вершине павильона. На очень мелких камнях обычно делают от 1 до 3х рядов граней, на более крупных до 6 рядов. Заготовка должна иметь правильные пропорции. Расчет углов ограночной формы начинается с определения углов наклона граней павильона а и угла наклона граней коронки к плоскости рундиста. Угол наклона граней павильона к плоскости рундиста а лежит между значениями критического угла материала R (нижний предел) и разности 180° и критического угла R, деленной на три (верхний предел). Для полного отражения падающего на камень луча необходимо соблюдение следующего условия: луч должен упасть под углом не менее критического угла R, то есть a >R. Согласно номограмме Витковского для изумруда с показателем преломления 1,576-1,582, нижний предел наклона граней павильона к плоскости рундиста, т. е. критический угол R, равен 43° верхний предел угла наклона граней павильона соответственно равен 40-50°. Исходя из этих данных для данной каменной вставки можно применить традиционные соотношения (коронка 1/3, павильон 2/3). Между соприкасающимися гранями угол изменяется на 5°-10 Процесс огранки. Для того чтобы получить из куска материала ограненный сверкающий камень, необходимо выполнить ряд операций:
10. переклейка 1. Предварительный осмотр, сортировка и разметка сырья. Предварительный осмотр сырья проводится для выбора оптимального способа его обработки с учетом дефектов, неровности окраски, возможной формы огранки. Перед резкой сырья на заготовки его рассортировывают на группы по размерам кристаллов и внутренним дефектам. Затем материал каждой группы размечается на заготовки с учетом их оптимальных размеров с целью наиболее рационального использования сырья при распиловке. Обычно для разметки используется более твердый материал, часто алмаз. Разметка сырья осуществляется под 6-10 х лупой или микроскопом. Нижняя сторона камня должна быть наиболее интенсивно окрашенной. Линии раскалывания или распиливания отмечаются рапидографами или специальными фломастерами. Необходимо учитывать удаление дефектных участков.
2.Резка (распиловка) сырья. Резка является немаловажной операцией, так как она служит для разделения на пластины или заготовки в тех случаях, когда требуется изменить размеры ограночного сырья. Она так же Очень 2.Резка (распиловка) сырья. Резка является немаловажной операцией, так как она служит для разделения на пластины или заготовки в тех случаях, когда требуется изменить размеры ограночного сырья. Очень важно ровно и правильно распилить кусок сырья. Необходимо хорошо закрепить камень в станке, т.к. если камень сдвинется, в зажимном устройстве, то отрезные диски выйдут из строя. Каждый кусок камня следует осмотреть и выяснить наилучшее направление разреза. Вручную или под прессом подают камень к отрезному диску. Важно, чтобы плоскость реза была параллельна плоскости диска, диск о камень не терся и камень не сдвинулся с места. Цветные камни распиливают на специальных станках при помощи алмазных дисков и пил при частоте вращения 8000 об/мин. При резке камень охлаждается водой, водоэмульсионными жидкостями, маслом, керосином. В данном случае для резки используют станки марки СРК - 90 с алмазными отрезными кругами диаметром 90-160мм на металлической связке. 3.Зажим заготовки. Перед механической обработкой заготовка зажимается в специальном приспособлении или закрепляются на оправках наклейкой смолой или специальной мастикой: 55% шеллака, 45% корунда нормального М-28 . На этой оправке камень проходит все операции огранки. 4. Обдирка. Это абразивный процесс, целью которого является приданое заготовки контуров будущего ограненного камня. Она выполняется на абразивном круге, который изготавливаются из карбида кремния. При изготовлении кругов, которые должны быстро удалять лишний материал, используется грубое абразивное зерно. Тонкое зерно выбирают, когда требуется мягкое и тонкое абразивное действие. Круги из карбида кремния различаются по размерам в соответствии с моделями существующего оборудования. Обычные размеры кругов: толщина 12-36 мм, диаметр 150-250 мм, зернистость 125/100.Элементарный обдирочный станок состоит из вращающегося в подшипниках стального вала с насаженным на него одним или несколькими обдирочными кругами. Скорость вращения 3000 об/мин. Грубые и тонкие круги установленные на противоположных концах вала и заключенные в кожух, для предотвращения разбрызгивания воды и абразива. Вода подается для охлаждения и удаления образующейся пыли с помощью губки или капельного устройства. Смачиваться должна вся поверхность камня. Обдирка производится в направлении вращения круга, при обдирке закладываются основные размеры камня, исправить их потом будет невозможно 5.Огранка. Операция огранки заключается в нанесении (путем сошлифовки) на заготовку системы закономерно расположенных граней. На поверхность коронки или от рундиста под требуемым углом к плоскости алмазного круга наносится ряд симметрично расположенных граней, одинаковых по высоте. Огранка производится на станках модели ГП-2 или 0126-А при помощи квадранта с делительной головкой. Для огранки применяется алмазный круг диаметром 140 мм на металлической связке с алмазным зерном марки АСМ 60/40 50%-ной концентрации. Частота вращения алмазного круга 3000 об/мин. Охлаждение водяное. Гранильные станки оборудованы делительными кольцами, кот. подходят для огранки камней любых форм. 6. Наклейка. Перед огранкой камень наклеивают специальной мастикой, в которую входит 82% сургуча, 8% шеллака, 5% канифоли, 5% мела, наклеивают на торец оправки, хвостовая часть которой подходит к цанговым зажимам всех ограночных станков. Наклейка камней должна выполнятся аккуратно, т.к. от точности наклейки напрямую зависит точность выполнения готового камня. Ограночные оправки изготавливают из металла на токарных станках или из деревянных стержней (лучшими породами деревьев являются клен и береза). В процесс наклейки используется специальное устройство называемое трансфером. При обычных температурах обработки наклеенная смола практически не дает усадки и с трудом отделяется от камня. При применение деревянных оправок, смола наносится уже размягченной, а камень берется предварительно подогретым. 8.Полирование. Завершающей операцией изготовления любого камня явл. полировка. К нему переходят лишь в том случае, когда поверхность соответствующим образом подготовлена предыдущими этапами. Полировка граней производится в той же последовательности и на том же станке, что и огранка. Процесс осуществляется на алмазном круге марки АПВ диаметром 140 мм на металлической связке Ml с алмазным зерном АСМ 7/5 50%-ной концентрации, частота вращения 3000 об/мин, охлаждается растительным маслом. Как материал для полировальников используют: пластмассу, олово, дерево. Для придания зеркального блеска полировка поверхности граней ведется на полировальном станке К-102 при помощи алмазной пасты АСМ 5/3 10% концентрации, которая наносится на ворс щетки. 9. Отклейка и очистка Отклейка производится путем нагревания вставки до температуры размягчения мастики. Очищают ограненные и отполированные камни в ультразвуковой ванне модели УЗУ - 0,1 или УЗУ - 0,25 смесью растворов 30%-ного едкого натра и спирта. 10.Контроль качества Проверка соответствия геометрических параметров, наличие сколов и микротрещин, а также выявление дефектов обработки производится визуально с помощью лупы с 6-ти или 10-тикратным увеличением путем сравнения с утвержденным образцом - эталоном. В другом случае может быть использовано специальное контрольно-измерительное оборудование. 2.5 Описать возможные технологии и оборудование финишной обработки (полирования поверхности) ювелирных изделий (сплавы золота). Полирование - это процесс обработки материалов до получения зеркального блеска поверхности. Полированная поверхность имеет глубину неровностей меньше длинны волны видимого света. Полирование является окончательным шагом при изготовлении любого изделия из металла. Механическое полирование- процесс сглаживания мельчайших неровностей до получения блестящей поверхности. Полирование проводят одно- и двухшпиндельных шлифовальных станках и на бормашинах с использованием специальных паст и эмульсий. Полирование в отличие от шлифования, исключает применение жестких абразивных материалов. Деревянные полировальные палочки, натянутые нити и нитяные щетки применяются для полирования мелких отверстий и звеньев цепочек и браслетов, а также изделий сложной конфигурации. Процесс осуществляют, предварительно нанеся на инструмент полировальные пасты, В отдельных случаях, когда нужно отполировать ровные плоскости, применяют полировник, одна сторона которого обтянута мягкой кожей с нанесенной полировальной пастой. Полирование вручную может производиться полировником и без нанесенных на него абразивных паст. Процесс такого полирования состоит в медленном выглаживании поверхности изделий полировником, что дает высокий блеск, повышает износостойкость изделия, но требует обязательно высокого уровня квалификации исполнителя. Полирование, как и шлифование, можно вести также бормашинкой, либо на одно- и двухшпиндельных станках с набором полировальных кругов, щеток (матерчатых, шерстяных, кожаных, фетровых) и паст. Полировальные пасты состоят из тонких абразивных порошков (окисей хрома, железа-крокуса, кремния, жировых связок (стеарина, парафина, добавок) двууглекислой соды, олеиновой кислоты, скипидара, керосина). Пасты на основе окиси хрома называются пастами ГОИ, на основе- окиси железа — крокусными, а на основе кремния — крокусно-кремниевыми. Пасты ГОИ применяют для предварительного полирования, а крокусные — для окончательного. В настоящее время наибольшее распространения получили пасты фирмы DIALUX и MENZERNA. Станок полировальный PROXXON, 220 В Предназначен для шлифовально-полировальных работ при небольших объемах производства. Бесшумный двигатель оснащен регулятором оборотов от 3000 до 9000 об./мин. Предусмотрено гнездо подключения пылесоса. Применяются шлифовальные диски размером 50x13 мм, посадочное отверстие 12,7 мм. Габариты 250x130x100 мм. Паста для полировки зеленая средняя грубая DIALUX Применяется на щетинных, хлопковых, фетровых щетках и кругах. Паста для полировки голубая тонкая DIALUX Голубая паста обладает большей абразивной способностью и легкой полирующей способностью. Паста для полировки красная грубая DIALUX Эта паста обладает малой абразивностью и большими полирующими свойствами. Изготовлена из смеси оксидов алюминия и железа, которые определяют ее типичный цвет. Очистка изделий после полирования (удаление остатков полировальных паст) осуществляется промыванием в растворах бензина, спирта, трихлорэтилена и перхлорэтилена, а также с помощью гидроокиси калия (КОН), натрия (NaOH), нашатырного спирта (NH4OH), цианистого калия (KCN) и цианистого натрия (NACN), соды и поташа. Галтование. Для выполнения операции галтования применяют цилиндрические гладкие или 6-ти гранные барабаны (пластиковые предпочтительно), т.к. их легче содержать в чистоте, чем деревянные. Барабаны заполняются на 25-75% объема. Особенно эффективно работают при 50% загрузки. Макс. Скорость вращения барабана 60 об/мин. При таком медленном вращении изделия поднимаются по внутренней стенке по направлению вращения и доходя до угла естественного откоса, скатываются вместе с образивными полирующими элементами назад по наклонной поверхности насыпью в барабане. Если барабан будет вращаться слишком быстро, то изделия не будут скатываться. А будут завихряться в направлении вращения и полирование происходить не будет. Полирующие элементы в галтовочном барабане, шарики диаметром 2-4 мм, изготавливаются из нержавеющей закаленной стали. Для усиления полировочных действий используют моющие растворы: 25% аммиак - 15 частей мыльная стружка - 15 частей, моющее средство- 10 частей, хлорная известь- 8 частей, двуокисный натрий-7 частей, хлористый натрий – 2 части. Для обработки изделий с углублениями и вырезами можно применять деревянные кубики, которые сначала перемешиваются с тонкой шлифовальной пастой, а затем вместе с изделиями (1:3) загружают в барабан. Скорость вращения 30 об/мин. Процесс длится 5-14 часов, затем изделия промываются и после полируются в течении 8-10 часов. В процессе полирования необходимо следить что бы материалы наполнителя были гладкими и не имели пор, а раствор был чистым и образовывал белую пену, если не так его необходимо заменить.. Наиболее благоприятное условие определяется экспериментально , при этом учитывается форма, размер и материал абразивных тел, учитывается также количественное соотношение изделий и абразивных тел, вид и кол-во добавок. Магнитная галтовка. Эти машины предназначены для обработки металлических изделий посредством приведения вращения магнитным полем сталmys[, игольчатых наполнителей. В процессе соударения игл с изделиями происходит микронаклеп и полировка поверхности, при этом отсутствуют потери благородных Me. Магнитогалтовка Центробежные магнитогалтовки предназначены для финишной полировки предварительно шлифованных изделий из цветных металлов. Магнитный диск, на который устанавливается рабочий барабан, изготовлен из множества магнитов. При постоянно меняющейся полярности происходит хаотичное движение металлического наполнителя в специальной жидкой среде, что дает отличный результат обработки за короткое время.. Виброобработка - это схожий с галтовкой процесс полирования в среде наполнителя , но не во вращающемся барабане, а в вибрирующем контейнере. Сущность процесса происходит в результате трения. Время обработки короче чем в галтовании и составляет 60-80 минут. В качестве наполнителя(2/3) используют стальные в диаметре 2-6 мм и стеклянные в диаметре 4 мм шарики. Для усиления полировочных действий используют моющие растворы такие же как при галтовке. Загрузка осуществляется следующим образом. Сначала загружается наполнитель, затем после после включения установки внести хим. компоненты и воду. Изделия загружают только после тщательного перемешивания всего. Такая последовательность объясняется тем что плотность у драг Me выше чем плотность наполнителя и в результате изделия будут погружаться вниз, а наполнитель вверх. По окончанию процесса изделия отделяются от наполнителя, моются и сушатся. Этим способом нельзя полировать изделия сложной конфигурации и с острыми гранями. Лидер на рынке виброгалтовок компания Raytech. Виброгалтовка RAYTECH AV-25 (7,5 л), 220 В Применяется с керамическими или пластиковыми наполнителями. Объем боуля 7,5 л, напряжение питания 220V. Турбогалтовка 60л Lando Mario модель TWISTER Новая установка, специально разработанная для финальной обработки деликатных - штампованных, пустотелых, а также тяжелых изделий. Специальная подвеска, на которой может быть размещено 480 колец или до 100 браслетов, вращается в движущемся потоке наполнителя. Подвеска изолирует изделия, оберегая их от повреждений, а непрерывное перемешивание наполнителя обеспечивает быструю и эффективную обработку изделий. Вращение подвески осуществляется противоположно направлению движения наполнителя, что ускоряет время обработки примерно в два раза по сравнению с обычными турбогалтовками. В конструкции установки применены новые специальные износостойкие материалы, значительно увеличивающие срок службы частей, подверженных стиранию, а также позволяющие применять очень мелкий наполнитель для финальной обработки изделий. Впервые ванна оснащена не только воздушной, но и водной системой охлаждения, гарантирующей превосходные условия для обработки. Для обработки мелких изделий подвеска может быть отведена в сторону. В этом случае Вы получаете традиционную турбоустановку большой емкости с разовой загрузкой до 4-5 кг изделий. Электрохимическое полирование. ЭХП – это анодное растворение, приводящее к значительному уменьшению микрогеометрии поверхности, высокой степени блеска и изменению физических, физико-химических и физико- механических свойств поверхности. Проводят в стационарном и движущемся электролите, удельный съем металла обычно незначителен, но может изменяться в широких пределах при изменении состава эл-та и режимов обработки. Электролиты – растворы кислот повышенной концентрации с различными органическими и неорганическими добавками, реже – щелочные растворы.Температура зависит от обрабатываемого материала и может изменяться в широких пределах от 5-8 до 90˚С. 2 фактора являются результатом ЭХП:
Схема тех.процесса в общем виде включает операции механической и химической подготовки поверхности металла, полирования и последующей подготовки полированных деталей. Для электрохимического полирования золота и его сплавов применяют электролиты следующих составов (г/л): 1. Калий цианистый…………………...25-30 Калий железистосинеродистый…….20-25 2. Тиомочевина……………………….80-90 Серная кислота…………………….20-40 3. Тиомочевина………………………60-95 Серная кислота…………………….10-75 Аммоний роданистый……………...25-250 За одну загрузку способна обработать до 450 г изделий при условии, что одиночный вес изделий не должен превышать 10 г. Режим электролиза в электролите 1: плотность тока 20—30 А/дм2, температура 80-90°С, продолжительность электролиза 0,5-3 мин, катод -коррозионно-стойкая сталь 1Х18Н9Т, соотношение поверхности катода и анода 20:1; в электролите 2; плотность тока 3—5 А/дм2, температура 18-25°С, продолжительность электролиза 3-5 мин, катод -титан ВТ1, соотношение поверхности катода и анода не менее 10:1; в электролите 3 : плотность тока 3-30 А/дм2, температура 22-50°С, продолжительность электролиза 1-2 мин. Цианистый электролит для полирования золотых изделий характеризуется большей стабильностью при эксплуатации, чем электролит, содержащий таомочевину, но вследствие своей токсичности находит все меньшее применение. Поступающие на электрохимическое полирование изделия часто покрыты темной пленкой оксидов, образовавшихся при пайке, которую необходимо предварительно удалить обработкой в 5%-ной серной кислоте. На изделиях, изготовленных литьем или подвергавшихся сильному нагреву, тонкий поверхностный слой неоднороден и обогащен драгоценными металлами. Его удаляют анодной обработкой в растворе, содержащем 85—90 г/л тиомочевины и 50-60 г/л H2S04, при комнатной температуре и плотности тока 3-5 А/дм2. Поверхность электрохимически полированных изделий после извлечения их из ванны покрыта тонкой пленкой, уменьшающей блеск металла. Ее можно удалить промыванием в растворе, содержащем 90-100 г/л Н2SО4и400-500мл/лН2О2 (30%-ный раствор). Все операции технологического процесса электрохимического полирования должны выполняться с соблюдением мер по предотвращению потерь драгоценных металлов. Для этого промывание полированных изделий проводят последовательно в трех сборниках электролита, раствор из которых в дальнейшем используют для компенсации убыли воды в ванне полирования.
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||




 ,
отвертка
,
отвертка , угломер,
пинцет
, угломер,
пинцет , пинцет
, пинцет , пинцет
, пинцет , пинцет
, пинцет , пинцет
, пинцет SO
SO
 R. Критический
угол данного материала является нижним
пределом угла наклона граней павильона.
Показатель преломления для апатита
составляет 1,638, критический угол
37052’. Угол наклона павильона не может
быть меньше критического и одновременно
больше разности 180° и критического
угла, разделенной на 3. Для определения
с помощью угла наклона граней павильона
пользуютя номограммой Б. В. Витковского.
R. Критический
угол данного материала является нижним
пределом угла наклона граней павильона.
Показатель преломления для апатита
составляет 1,638, критический угол
37052’. Угол наклона павильона не может
быть меньше критического и одновременно
больше разности 180° и критического
угла, разделенной на 3. Для определения
с помощью угла наклона граней павильона
пользуютя номограммой Б. В. Витковского. ,
где
,
где
 - площадь
поверхности заготовки, мм,
- площадь
поверхности заготовки, мм, - площадь
поверхности детали, мм,
- площадь
поверхности детали, мм, - диаметр
заготовки, мм.
- диаметр
заготовки, мм.
 Для
детали без фланца:
Для
детали без фланца:


 =50/48,5=1,03=>ΔН=3,5
мм
=50/48,5=1,03=>ΔН=3,5
мм =3,14·50·(50-1,5-5+3,5)=7379мм
=3,14·50·(50-1,5-5+3,5)=7379мм ,
, =3,14·5·(3,14·37-4·5)/2=755,01
мм
=3,14·5·(3,14·37-4·5)/2=755,01
мм ,
, =3,14·37
=3,14·37 /4=1074,66
мм
/4=1074,66
мм ,
, =7379+755,01+1074,66=9208,67
мм
=7379+755,01+1074,66=9208,67
мм ,
, =1,13
=1,13 =108,43мм.
=108,43мм. ,
от размера инструмента.
,
от размера инструмента. ,
, - диаметры
детали соответственно до и после i-той
операции вытяжки.
- диаметры
детали соответственно до и после i-той
операции вытяжки. ]·100%
]·100%





 - диаметр
заготовки, м, Р – деформирующее усилие,
МН.
- диаметр
заготовки, м, Р – деформирующее усилие,
МН. ,
, - временное
сопротивление разрыву, МН
- временное
сопротивление разрыву, МН =600МПа.
=600МПа.

 =7S
=7S =7·1,5=10,5мм
=7·1,5=10,5мм ,
где
,
где
 - радиус
матрицы на предыдущей операции
- радиус
матрицы на предыдущей операции =0,8·10,5=8,4мм,
=0,8·10,5=8,4мм,
 =0,8·8,4=6,72мм.
=0,8·8,4=6,72мм. ,
, и
и - диаметры
детали до и после операции вытяжки,
м, q – удельное усилие прижима, МПа.
- диаметры
детали до и после операции вытяжки,
м, q – удельное усилие прижима, МПа.





 =7·1,5=10,5мм,
принимаем
=7·1,5=10,5мм,
принимаем
 =10мм
=10мм ,
где
,
где
 - радиус
матрицы на предыдущей операции
- радиус
матрицы на предыдущей операции =0,8·10,5=8,4мм,
=0,8·10,5=8,4мм,
 =0,8·8,4=6,72мм,
принимаем
=0,8·8,4=6,72мм,
принимаем =8 мм,
=8 мм, =8мм.
=8мм.
 принимаем
равным заданному радиусу готовой
детали, но не менее (3÷2)S
принимаем
равным заданному радиусу готовой
детали, но не менее (3÷2)S =2мм.
=2мм.
 ,
, и
и - размеры
пуансона и матрицы, мм,
- размеры
пуансона и матрицы, мм, - номинальный
внутренний размер детали, мм, Δ –
допуск на размер детали, мм, z –
односторонний зазор между матрицей
и пуансоном, мм,
- номинальный
внутренний размер детали, мм, Δ –
допуск на размер детали, мм, z –
односторонний зазор между матрицей
и пуансоном, мм, и
и - допуск на
размеры пуансона и матрицы, мм.
- допуск на
размеры пуансона и матрицы, мм.

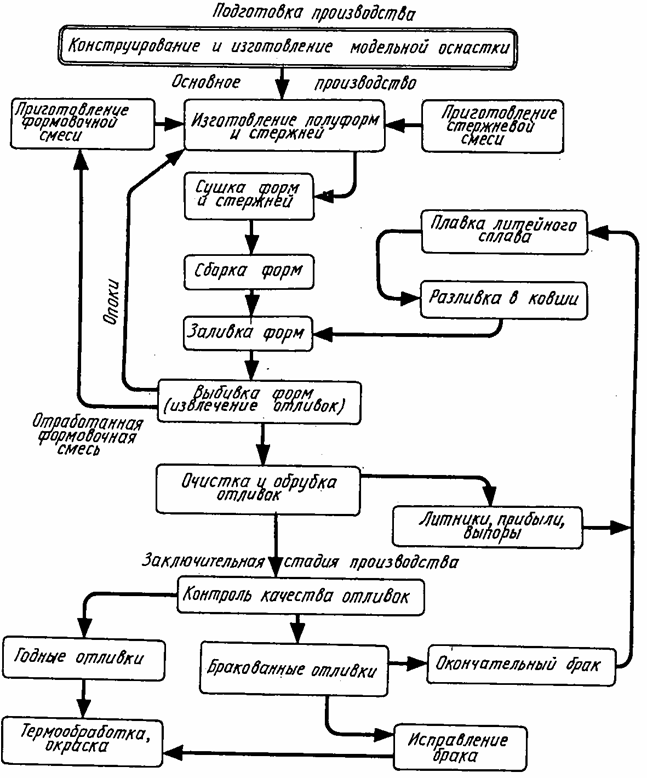
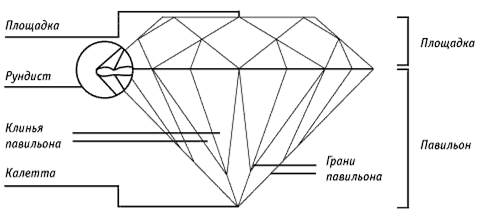

 500
500 500
мм.
500
мм. 140
140 410
410 140
140 410
410 140
140 410
410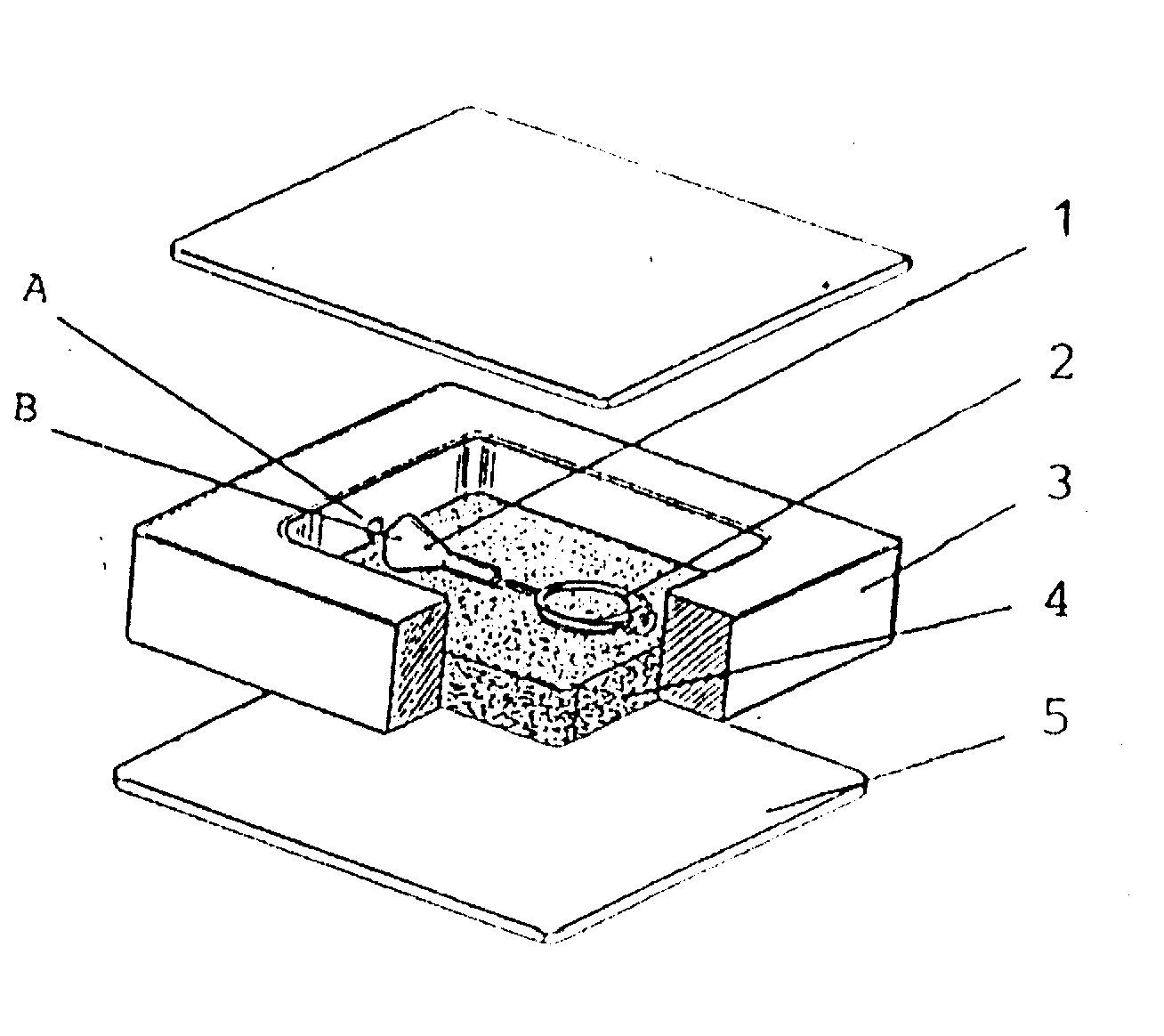


 ,
отвертка
,
отвертка , угломер,
пинцет
, угломер,
пинцет , пинцет
, пинцет , пинцет
, пинцет , пинцет
, пинцет , пинцет
, пинцет SO
SO
 кГц. В
качестве моющих растворов используется
жирорастворяющие вещества температура
50-60°С. Установка состоит из ванны,
изготовленной из нержавеющей стали,
а на дне емкости установлен генератор
высокой частоты. , который питает
ультразвуковой преобразователь.
Энергия ультразвука приводит к
образованию в жидкости пустот,
заполненных паром или газом. При
разрушении этих пустот высвобождается
механическая энергия, в результате
поверхность моющего раствора приходит
в волнение.
кГц. В
качестве моющих растворов используется
жирорастворяющие вещества температура
50-60°С. Установка состоит из ванны,
изготовленной из нержавеющей стали,
а на дне емкости установлен генератор
высокой частоты. , который питает
ультразвуковой преобразователь.
Энергия ультразвука приводит к
образованию в жидкости пустот,
заполненных паром или газом. При
разрушении этих пустот высвобождается
механическая энергия, в результате
поверхность моющего раствора приходит
в волнение. ,3-5
мин, 18-40 °C,
U=6В
,3-5
мин, 18-40 °C,
U=6В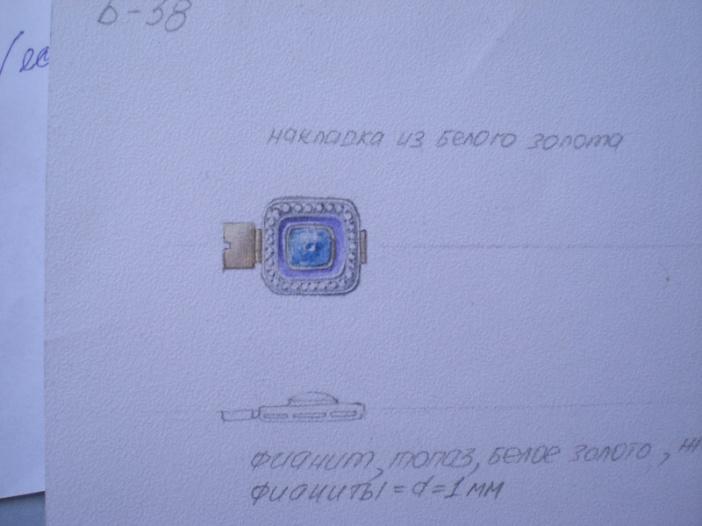
 поверхности пресс-форм. Однако, оно
не должно превышать усилия 100000 Н во
избежание повреждений механических
частей пресса
поверхности пресс-форм. Однако, оно
не должно превышать усилия 100000 Н во
избежание повреждений механических
частей пресса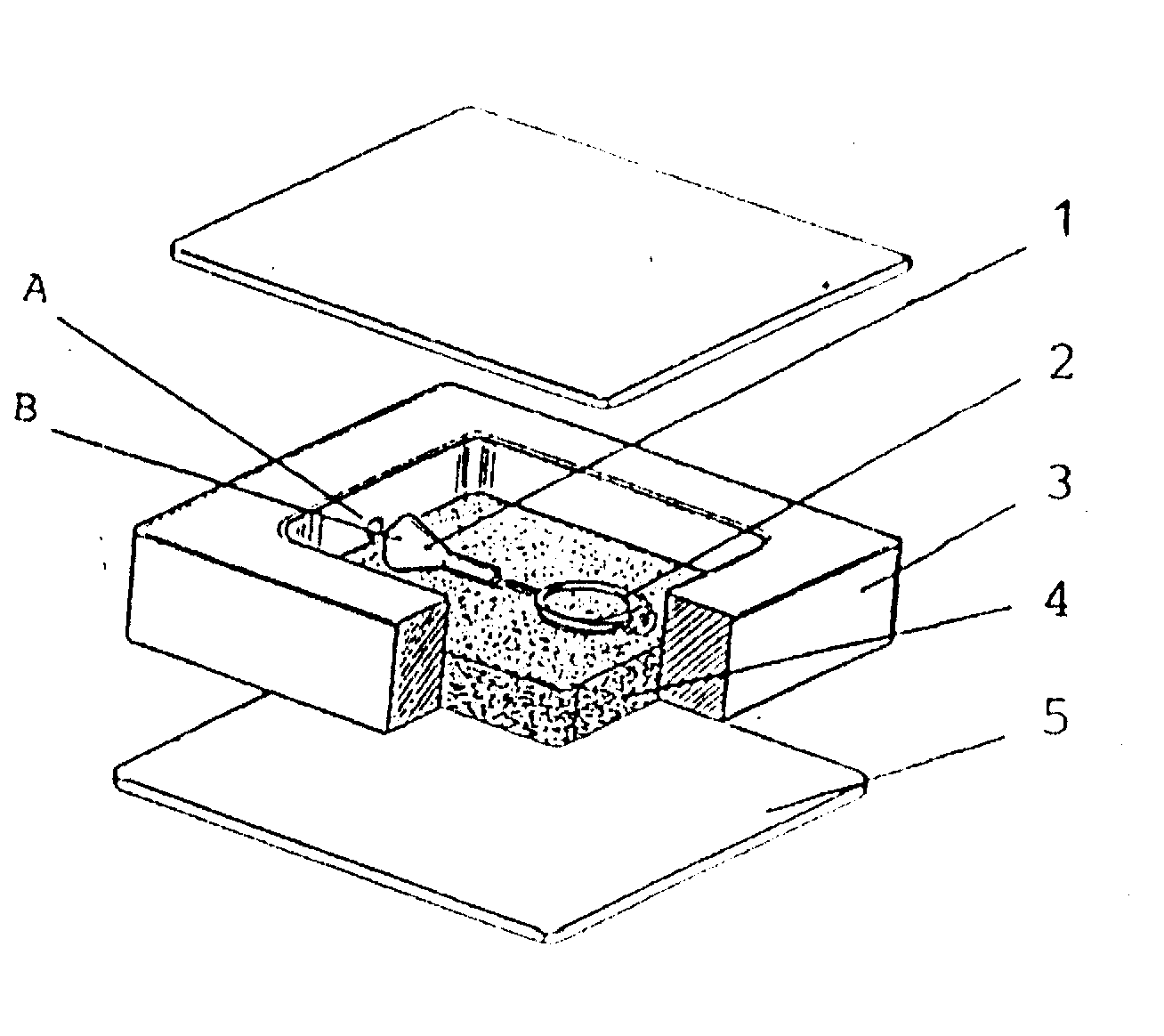
 =140-180 МПа,
предел текучести
=140-180 МПа,
предел текучести =10,3-53,5 МПа,
твердость по Бринеллю НВ=245-250 МПа. У
литого серебра при температуре 20°С
предел прочности при растяжении
равняется 106 МПа.
=10,3-53,5 МПа,
твердость по Бринеллю НВ=245-250 МПа. У
литого серебра при температуре 20°С
предел прочности при растяжении
равняется 106 МПа. , где
, где