

2.4 Блестящее золочение с использованием импульсных токов.
Данный метод приводит к перераспределению центров кристаллизации и растущих граней кристалла (значительно улучшает структуру). Происходит измельчение и облегчение отрыва пузырьков от поверхности на катоде.
Преимущества использования импульсных токов:
- расширение спектра и расширение эксплуатационных свойств гальванических покрытий (обеспечивается изменением электрического режима питания ванн)
- возможность управлять порядком и составом нанесения компонентов покрытия, т.е, формирования функциональных покрытий и получения гальванических осадков с различными свойствами из электрорлита одного состава.
- с позиции расхода осаждаемого металла импульсный электролиз более экономичен, чем стационарный (т.к в импульсных режимах возможно уменьшение нормативной толщины покрытия вследствие улучшения их свойств, отсутствуют дендриты, повышается равномерность)
- структура и свойства покрытий стабилизируются при толщинах, меньших, чем у покрытия, осаждаемых на постоянном токе.
Наиболее применимые формы импульсных токов и наиболее распространённые схемы формирователей импульсов
Импульсы тока могут быть униполярными (не меняющий своего направления), биполярными, униполярными различной формы. В паузах между анодными импульсами при ЭХО может дополнительно подаваться постоянное напряжение различной амплитуды и полярности в целях депассивации анодной поверхности и повышения производительности обработки.
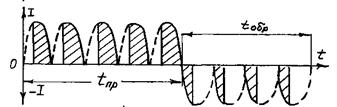
Рис. Некоторые формы импульсного поляризующего тока:
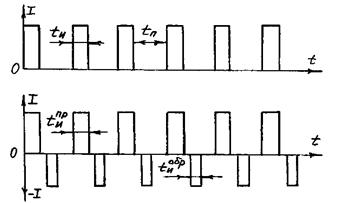
1 – импульсный реверсированный частотой 100 Гц;
2– импульсный униполярный;
3 – импульсный биполярный;
2.5 Виды огранки камней
с указанием составных частей камня.
Кабошон — способ обработки драгоценногоили полудрагоценного камня, при которомкаменьприобретает гладкую выпуклую отполированную поверхность без граней, в отличие отфасетной огранки. Обычно отшлифованный кабошон имеет овальную или шаровидную форму, плоский с одной стороны.
В форме кабошона обычно обрабатываются камни, обладающие хорошим цветомили каким-нибудь оптическим эффектом (астеризм,иризация), но не имеющие достаточно сильного блеска при огранке из-за невысокогопоказателя преломленияили наличия внутренних дефектов. («звёздчатыйрубин», «звёздчатыйсапфир»,хризоберилл(«кошачий глаз»), благородныйопал).
Выбор
формы, как правило, определяется
практическими соображениями - применением
в определенных изделиях, хрупкости
камня. Так, камням, подверженным легкому
скалыванию в тонких участках, зачастую
придают овальную форму. Если форма
кабошона придается камню со всех сторон,
то образуется форма бусины. Выбор во
многом зависит от рисунка камня, от
цветовых эффектов. Камни, обладающие
астеризмом (эффектом световой звезды),
целесообразно гранить высоким кругом.
Такой камень, как чароит, стоит гранить
в виде таблицы, поскольку рисунок камня
таков, что выпуклые продолговатые формы
не смогут раскрыть весь эффект текстуры
и цвета камня. При работе с густо-окрашенными
камнями в качестве подложки может
использоваться оловянная фольга с целью
усиления отражения и лучшего выявления
цвета камня. 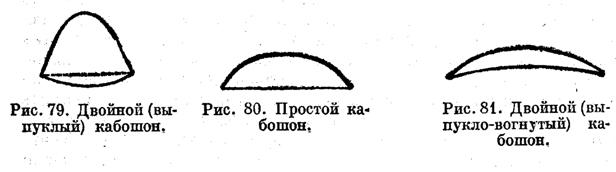
Камни фасетной огранки
Бриллиантовая огранка
Качество огранки является составным параметром и может быть определено как совокупность пропорций, симметрии и полировки.
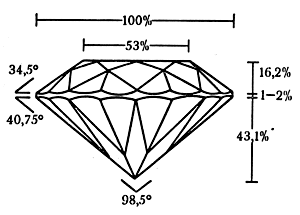
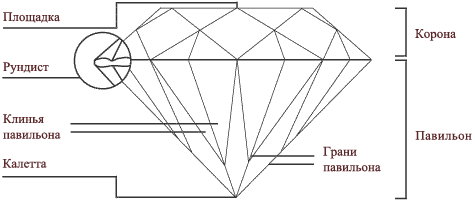
• Площадка - верхняя грань, расположенная перпендикулярно оси бриллианта. Улавливает и отражает свет. • Рундист - поясок, делящий бриллиант на верхнюю (корона) и нижнюю (павильон) части. • Корона - верхняя часть бриллианта между площадкой и рундистом.
• Павильон - нижняя часть бриллианта между рундистом и калеттой. • Калетта - точка схождения граней низа, в некоторых случаях представляет собой небольшую плоскость.
Пропорции "идеального бриллианта" Толковского: Общая высота камня — 60% от диаметра; Площадка — 53%; Высота короны — 16.2%; Угол наклона граней короны — 34.5°; Высота павильона — 43.1%; Угол наклона граней павильона — 40.75°;
В бриллиантах Толковского, свет, проходящий через площадку и основные грани верха полностью отражается от граней низа алмаза, и выходит через основные грани верха и площадку, обеспечивая максимальный блеск и "игру" бриллианта. Это, так называемая, идеальная огранка. Если же огранка неудачна, то свет, проходящий сквозь площадку, быстрей достигает граней павильона и «просачивается» сквозь одну из них (глубокая нижняя часть), либо уходит через противоположную нижнюю грань бриллианта (плоская нижняя часть), не успевая отразиться.
Простой вид фасеточной огранки — ступенчатая, или лесенкой,— используется в основном для прозрачных цветных камней. Важно помнить, что при ступенчатой огранке глубина камня может стать проблемой. Тяжелая нижняя часть приводит к тому, что драгоценный камень выглядит слишком темным, тогда как мелкий камень кажется бледным
Тех процесс
|
№ |
Название операции |
Оборудование и инструмент |
Примечания (материалы, режимы) | |||||||
|
1. |
Подготовка эскиза изделия, сборочного чертежа и деталировки с указанием размеров. |
Бумага, карандаш, акварель, кисть, чертежные принадлежности. |
Спец. литература (журналы, тех.литература) | |||||||
|
|
Разработка моделей в Autodesk 3ds Max |
Персональный компьютер |
| |||||||
|
|
Обработка файла в программе Magics 9.54 |
Персональный компьютер |
Полученный файл имеет формат STL, готовый для печати на восковом принтере
| |||||||
|
|
Выращивание восковых моделей |
3D принтер Solidscape
|
Время t≈16 часов На одну модель | |||||||
|
|
ОТК |
лампа 300 люкс, лупа × 6 |
Визуальный контроль на наличие дефектов | |||||||
|
2 |
Изготовление двух мастер – моделей (№1 и №2) из сплава серебра 925 | |||||||||
|
|
ОТК |
лампа 300 люкс, лупа × 6 |
Визуальный контроль на наличие недоливов, пор и т.д. | |||||||
|
3 |
Изготовление резиновой пресс-формы с мастер – моделей №1 и №2 | |||||||||
|
|
Обезжирить обойму |
|
Раствор моющего средства | |||||||
|
|
Просушить обойму |
|
t=18-25°С | |||||||
|
|
Нарезать резину необходимого количества |
Острый скальпель |
Резина (Castaldo Super High Strength, желтая ) | |||||||
|
|
Проложить необходимый слой резины на дно обоймы |
Резиновые перчатки |
| |||||||
|
|
Поместить модель в обойму и плотно заполнить обойму резиной |
Резиновые перчатки |
| |||||||
|
|
Сдавить с двух сторон |
Металлические пластины |
| |||||||
|
|
Вулканизировать обойму |
Вулканизатор (KERR P30) |
В расчете 15 минут на каждый слой резины, при t=170°С | |||||||
|
|
Охладить обойму |
|
Охлаждение на воздухе, t= 18-25 С | |||||||
|
|
Разрезать пресс-форму на две части |
Скальпель, держатель |
| |||||||
|
|
Извлечь модель |
|
| |||||||
|
|
ОТК |
лампа 300 люкс, лупа × 6 |
Осмотр резиновой пресс-формы на наличие дефектов
| |||||||
|
4 |
Изготовление восковой модели №1 и №2 | |||||||||
|
|
Заполнить плавильную камеру инжектора на 75% |
Восковой инжектор LOGIMEC 1500D |
Воск инжекционный зеленый | |||||||
|
|
Растопить воск в восковом инжекторе |
Восковой инжектор |
T=65 0 С | |||||||
|
|
Установить пресс-форму в обойму |
Восковой инжектор |
| |||||||
|
|
Заполнить пресс-форму воском |
Восковой инжектор |
| |||||||
|
|
Охладить пресс-форму |
|
Воздух, t=18-25°С, 1,5-2 минуты | |||||||
|
|
Извлечь восковую модель |
|
| |||||||
|
|
Очистить от облоя (в случае необходимости) |
Скальпель, восковая модель |
| |||||||
|
|
ОТК |
лампа 300 люкс, лупа × 6 |
Осмотр восковой модели на наличие дефектов | |||||||
|
5 |
Изготовление воскового дерева с моделями №1 и №2 | |||||||||
|
|
Собрать модели в единый литейный блок |
Электрошпатель, восковые модели, восковой стояк |
Угол 120 ° | |||||||
|
|
Очистить и обезжирить модельный блок |
Емкость, модельный блок |
Этиловый спирт | |||||||
|
|
Промыть модельный блок |
Емкость, модельный блок |
Проточная вода, дистиллированная вода | |||||||
|
|
Просушить модельный блок |
Модельный блок |
Воздух, t=18-25°С | |||||||
|
6 |
Изготовление литейной формы для моделей №1 и №2 | |||||||||
|
|
Закрепить модельный блок в опоке |
Опока, модельный блок |
| |||||||
|
|
Приготовить формовочную смесь |
Миксер вакуумный ST.LOUIS 82/6L ХL XP) |
Формовочная масса, вода, 23 0С | |||||||
|
|
Заполнить опоку формовочной смесью |
Опока, обмотанная пленкой, формовочная смесь |
| |||||||
|
|
Вакуумировать формовочную смесь в опоке |
Вибровакуумный стол |
Давление 0,1бар | |||||||
|
|
Сушка опок |
Опоки |
t=18-25°С | |||||||
|
|
Выплавка воска |
Индукционная электрическая печь |
Установка литниковой чашей вниз, t=110-200°С | |||||||
|
|
Прокалка опок |
Индукционная электрическая печь |
Многоступенчатый режим прокалки: - Нагрев до t 150С со скоростью 4-5°/мин, выдержка 30 мин. -Нагрев до t 300° С со скоростью 4-5°/мин, выдержка 30 мин. -Нагрев до t 500° С со скоростью 4-5°/мин, выдержка 40 мин. -Нагрев до t 715-720° С со скоростью 4-5°/мин, выдержка 60 мин. -Охлаждение до t 540-560° С (температура для литья), за 4 часа. | |||||||
|
|
Подготовка шихты |
Электронные весы |
Чистый металл, лигатура | |||||||
|
|
Плавка |
Индукционная электрическая печь |
До температуры заливки t=1000 С |
| ||||||
|
|
Литье |
Вакуумная литейная машина с функцией литья под давлением INDUTHERM VC 600V |
Температура заливки серебра 925 пробы t =10000С | |||||||
|
|
Охлаждение опок |
Щипцы, керамическая подставка |
t=18-25°С | |||||||
|
|
Остужение в воду |
Ёмкость с водой, пинцет |
| |||||||
|
|
Очистка отливок от формомассы |
Водоструйная кабина |
Давление 60 атм., проточная вода | |||||||
|
|
Очистка блока от остатков формомассы |
Кислотостойкая ванна, вытяжной шкаф |
Водный раствор 15%-й плавиковой кислоты, 4-5 мин, t=40°С | |||||||
|
|
Промыть блок |
Ванна, модельный блок |
Проточная вода | |||||||
|
|
Отбел |
Емкость, пинцет |
10%-ый раствор H2SO4 | |||||||
|
|
Промывка |
Емкость, пинцет |
Проточная вода | |||||||
|
|
Просушить блок |
|
t=18-25°С | |||||||
|
|
Отделить блок отливок от стержня, удалить литники |
Механические ножницы |
| |||||||
|
|
ОТК |
лампа 300 люкс, лупа × 6 |
Осмотр отливок на наличие дефектов | |||||||
|
7 |
Монтировочные операции для деталей №1 и №2 | |||||||||
|
|
Обработать места удаления литников |
Грубая шлифовальная шкурка № 300, № 380, бормашина, дискодержатель |
| |||||||
|
|
Шлифовка изделий и полировка мест под клеймо |
Шлифовальный станок SO-TEC Standard, Бормашина Foredom SR, шкурка № 380, 600, 800, дискодержатели, шкуркодержатели, резиновые диски, щетки |
| |||||||
|
|
Именник предприятия – изготовителя |
Клеймо предприятия-изготовителя, станок для клеймления |
Ударное клеймение | |||||||
|
|
Клеймление |
|
Транспортировка в гос.пробирную палату | |||||||
|
8 |
Операция полировки для детали №1 после клеймения в пробирной палате | |||||||||
|
|
Полировать изделие |
Полировальный станок, полировальные круги |
паста DIALUX (голубая, красная) | |||||||
|
|
Промыть изделие |
У.З.У. (ультразвуковая установка) |
Мыльный раствор: вода, моющее средство, нашатырный спирт, t=60-700 C, 5-7 мин. | |||||||
|
|
Промывка |
|
Проточная вода | |||||||
|
|
Сушка |
Сушильный шкаф |
60 - 70ºС, 10 минут | |||||||
|
9 |
Операция закрепки вставок для детали №1 | |||||||||
|
|
Закрепка камней (корнеровая и глухая) |
Пинцет, корневертка, посадочный бор, микроскоп, лампа 300 люкс, давчик, бормашина |
Фианит 7 шт, d=1 мм; ювелирное кобальтовое стекло, огранка кабошон 2 шт, 6х4 мм | |||||||
|
|
Фетровка |
Войлочный круг, станок |
| |||||||
|
|
Промыть изделие |
У.З.У. (ультразвуковая установка) |
Мыльный раствор: вода, моющее средство, нашатырный спирт, t=60-700 C, 5-7 мин. | |||||||
|
|
ОТК |
лампа 300 люкс, лупа × 6 |
Визуальный контроль | |||||||
|
10 |
Золочение детали №1 | |||||||||
|
|
Декапирование |
Подвесочное устройство, ванна, резиновые перчатки |
H2SO4 10 г/л , 5-10 A/дм², 20ºС, 1 мин |
|
HCl 10 г/л, H2SO4 10 г/л , 5-10 A/дм², 20ºС, 1 мин | |||||
|
|
Промывка в горячей, затем холодной воде. |
Подвесочное устройство, резиновые перчатки, 2 промывочные ванны |
Вода | |||||||
|
|
Сушка |
Сушильный шкаф |
60-70ºС, 10-15 минут | |||||||
|
|
Основное золочение |
Стационарная ванна золочения, подвесочное устройство, резиновые перчатки, вытяжка |
Дицианоурат калия (KAu(CN)2) 8-12 г/л, кислота лимонная 50-140 г/л, t=20-60 С | |||||||
|
|
Промывка (х3) |
3 ванны улавливания, подвесочное устройство, резиновые перчатки |
Вода | |||||||
|
|
Сушка |
Сушильный шкаф |
60-70ºС, 10 - 15 минут | |||||||
|
|
ОТК |
лампа 300 люкс, лупа × 6 |
Осмотр покрытия на наличие не прокрытых участков, неравномерностей | |||||||
|
11 |
Придание матовой текстуры детали №2 | |||||||||
|
|
Придание матовой текстуры |
Пескоструйная установка Minisab 2T |
Рабочее давление 5 бар, наполнитель – оксид алюминия, белый, 250 мкм | |||||||
|
12 |
Закрепка вставок для детали №2 | |||||||||
|
|
Закрепка камней (корнеровая и глухая) |
Пинцет, корневертка, посадочный бор, микроскоп, лампа 300 люкс, давчик, бормашина |
Фианит 7 шт, d=1 мм; ювелирное кобальтовое стекло, огранка кабошон 2 шт, 6х4 мм
| |||||||
|
13 |
Сборка готового изделия | |||||||||
|
|
Получение деревянной детали (гребня) со склада |
|
| |||||||
|
|
Припасовка деталей и последующая заклепка |
Корневертка, молоток, подставка |
| |||||||
|
|
ОТК |
лампа 300 люкс, лупа × 6 |
Визуальный контроль | |||||||
|
14 |
Упаковка |
Упаковочная тара |
| |||||||
Билет №7. Чаша в фольклорном стиле из керамики, сверху окаймлённая накладкой из сплава на основе меди.
Для изготовления накладки используется оловянистая бронза БрОФ7, в качестве основного материала керамики – терракота, изделие не покрытое глазурью, имеет пористую структуру и цвет от бледно-бежевого до насыщенного кирпично-красного, цвет черепка зависит от количества примесей железа. Обжиг до 950–1100°С. Терракота находит широкое применение в изделиях бытового, строительного и художественного назначения, например вазы, изразцы, фигурные части архитектурной отделки, садово-парковая скульптура и т.п.
1. Одним из наиболее ярких направлений в ювелирном дизайне стало фольклорное направление.
В каждой стране дизайнеры обратились к поискам народно-этнографических и национальных истоков. И это не случайно. Если общность моды, архитектуры, развитие техники нивелируют общество, то народное искусство утверждает самобытность каждого народа. Ювелирный дизайн очень тонко реагирует на зарождающиеся тенденции в обществе, рождая вещи интернациональные по духу.
Собственно этнодизайн, в понимании принадлежности к какой-либо национальной культуре, существовал всегда наряду с существованием самой нации, народа, племени. Творческая деятельность народа не может быть свободной от национальных черт и искусство ростовских эмальеров, также как и искусство кубачинских мастеров, например, несет на себе печать народного духа и национального самосознания.
Как правило, такое традиционалистское течение имеет вполне определенную привязку к региону, социально-экономическим, природно-климатическим, местным локальным условиям. С другой стороны интерес к прошлому, к народным корням культуры породил этнодизайн как, скорее, явление стилизации, чем стиля. Фольклорная стилизация (этнодизайн) – это не отказ от современности, не реставрация, не подделка. Это уважение к истории, восхищение народной традицией, национальной культурой и не только своей. Это потребность людей в надежной духовной опоре, базирующейся на исторических национальных традициях; это ощущение преемственной связи поколений как смены национальных культур в контексте мировой истории. В современном ювелирном этнодизайне прослеживается ряд ретро-тенденций.
Многие ювелирные фирмы, применяющие в дизайне этнические мотивы, обращают свои взгляды на Восток. Сплав традиций, технологий, обычаев, материалов привел к созданию нового барокко, в котором восточная роскошь и драгоценность материалов со-етается с современной изысканностью и рациональностью структуры. Таковы изделия фирм «John Hardy», «Boucheron», «Gianmaria Donini»,"Henry Dunay", "La Nouvelle Bague". Для изделий фирм, эксплуатирующих восточную экзотику, характерна избыточность цвета, использование асимметрии, новых материалов, а также преобладание крупных форм, квадратных и круглых поверхностей, покрытых бриллиантами.
Использование новых технологий и материалов, сочетание драгоценных материалов с натуральными (коралл, дерево, керамика, жемчуг) и с природными формами дает по-новому неожиданное прочтение образов.
Все это ярко и динамично и по ощущению и в прямом смысле – и отвечает духу нашего мобильного времени. Необычные сочетания цветов, необычные смелые сочетания материалов, драгоценные с природными, обработанных с необработанными, обращение к различным стилям и манерам – все это современный этнодизайн.
Главное, что перед современным ювелирным искусством стоит художественная задача создания емкого символа художественно отображающего современную жизнь, и для решения этой задачи с успехом могут применяться как отдельные художественные средства национального искусства, так и национальные народные искусства в целом. Национальное наследие каждого народа входит в систему интернациональной культуры человечества, и собирание мировой интернациональной сокровищницы высочайших достижений творческого духа человека происходит через национальное.
Данное изделие выполнено с элементами, характерными для исконно русских фольклорных традиций росписи – хохлома. Сочетание блестящей золочёной металлической накладки с матовой красной поверхностью терракота удачно смотрится именно в стиле фольклор, указывая керамической поверхностью на принадлежность к этому стилю. Но добавление в изделие золочёной накладки подчёркивает, что чаша выполнена с применением современных технологий, которые добавляют изделию современный оттенок.