

2 Разработать технологический процесс изготовления изделия
2.1. Технология – листовая штамповка и электрохимическое гравирование металлов
Листовая штамповка
Наиболее оптимальным процессом изготовления столовых приборов из цветного металла (мельхиора) является штамповка – один из видов обработки металлов давлением, производимый при помощи штампов на прессах. Все холодноштамповочные операции могут быть разделены на следующие основные группы: разделительные, формообразующие, комбинированные и штампосварочные.
Штамповка — процесс пластической деформации материалас изменением формы и размеров тела. Существуют два основных вида штамповки - листовая и объёмная. Листовая штамповка подразумевает в исходном виде тело, одно из измерений которого пренебрежимо мало по сравнению с двумя другими (лист-до 6 мм). В противном случае штамповка называется объёмной. Для процесса штамповки используютсяпрессы- устройства, позволяющие деформировать материалы с помощью механического воздействия.
Листовая штамповка. Сущность способа заключается в процессе, где в качестве заготовки используют полученные прокаткойлист, полосу или ленту, свёрнутую в рулон.
Для деталей, получаемых листовой штамповкой, характерно то, что толщина их стенок незначительно отличается от толщины исходной заготовки. К преимуществам листовой штамповки относятся: возможность получения деталей минимальной массы при заданной их прочности и жёсткости; достаточно высокие точность размеров и качество поверхности, сравнительная простота механизации и автоматизации процессов штамповки, обеспечивающая высокую производительность.
Электрохимическое гравирование металлов
Основой методики является метод электрохимического травления металлов. Коротко он заключается в следующем. Деталь, на которой делается надпись, рисунок (предварительно нанесенный специальным лаком), погружается в раствор электролита, она является анодом. Катодом, который также погружен в раствор электролита, служит полоска нержавеющей стали. При включении тока происходит электрохимическое травление, то есть растворение незащищенных лаком поверхностей детали.
На
рисунке схематично показан принцип
процесса. 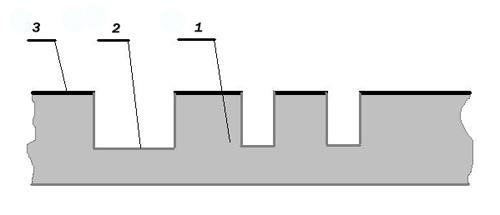
Цифрами показаны:
1. Металлическая деталь.
2. Протравленный участок.
3. Слой лака сохраняет металл не протравленным.
2.2 Выбор и обоснование выбора основных и вспомогательных материалов
Основной материал:
Мельхиор – сплав меди главным образом с никелем (5—30%). М. — однофазный сплав, представляющий собой твёрдый раствор; хорошо обрабатывается давлением в горячем и холодном состоянии, после отжига имеет предел прочности около 400 Мн/м2 (40 кгс/мм2). Наиболее ценное свойство М. — высокая стойкость против коррозии в воздушной атмосфере, пресной и морской воде. Увеличенное содержание никеля, а также добавки железа и марганца обеспечивают повышенную коррозионную и кавитационную стойкость, особенно в морской воде и в атмосфере водяного пара. Благодаря никелю М., в отличие от латуней и бронз, имеет не желтоватый, а серебристый цвет, который в сочетании с высокой коррозионной стойкостью предопределил применение сплава МН19 (19% Ni) для изготовления посуды и др. изделий массового потребления, в том числе чеканных.
МН19
Температура плавления: 1190 °C
Температура горячей обработки: 900 - 1030 °C
Температура отжига: 600 - 780 °C
Химический состав в % материала МН19
|
Ni+Co |
Fe |
C |
Si |
Mn |
S |
P |
Cu |
As |
Pb |
Mg |
Zn |
Sb |
Bi |
Примесей |
|
18 - 20 |
до 0.5 |
до 0.05 |
до 0.15 |
до 0.3 |
до 0.01 |
до 0.01 |
78.5 - 82 |
до 0.01 |
до 0.005 |
до 0.05 |
до 0.3 |
до 0.005 |
до 0.002 |
всего 1.5 |
Электроды (катоды, -).
Самый подходящий материал - мягкая нержавеющая сталь. Чаще всего электроды представляют собой полоски листовой стали, расположенные с двух сторон по стенкам ванны травления. Если деталь имеет вытравливаемый рисунок с одной стороны, необходимо разместить электрод напротив вытравляемой поверхности, в противном случае возможно травление с различной (неравномерной) глубиной, что является заметным дефектом. Электрод должен превышать вытравливаемую площадь.
2.4 Описать технологию изготовления ложки методом штамповки: разработать схему вырубного штампа; задать схему раскроя; приближенно определить коэффициент использования металла; определить технологические режимы вырубки; усилие вырубки, зазор между матрицей и пуансоном, на один из размеров рассчитать исполнительные размеры матрицы и пуансона
При вырубке контуры вырубаемых заготовок должны быть удалены друг от друга на величину технологической перемычки.
а1 – межконтурная перемычка (м/у контурами деталей)
а – боковая (м/у контуром детали и краем заготовки)
Деталь – ложка с габаритами 165×23мм. Для вырубки данного вида детали выбираем прямой раскрой полосы заготовки:
Материал МН19, толщина металла S= 2 мм, B1=181 мм, B2=27 мм, толщина перемычек а=2 мм, а1= -2 мм.
Ширину полосы определяем по формуле:
bп = B + 2·а = 181 + 4 = 185 мм
Принимаем длину полосы L = 1000 мм
Площадь полосы S = В · L = 185 · 1000 = 185000 мм2
Шаг штамповки t = B + а1 = 27 -2 = 25 мм
Количество деталей, получаемых из полосы:
L/t = 1000 / 25 = 40 шт (40 ложки)
Неиспользуемый остаток полосы:
L ост = L – t · 40 = 1000 –1000 = 10 мм
Количество полос, необходимых для выполнения год. программы (1500 шт/год): 1500 / 40 = 38 шт
Площадь листа: S л = 38 · S = 7,030м2
Расчет коэффициента использования металла.
Для листовой штамповки выбор исходной заготовки осуществляется путем экономического анализа возможных вариантов раскроя материала и определения оптимального.
Общий коэффициент использования металла при штамповке из полосы или ленты определяется следующим образом:
η = 100 · (f · n / L · b)
f – площадь детали, мм2. При определении площади разделения - параметры изделия определяем укрупнено.
f = 2400мм2
n – количество фактических деталей, получаемых из полосы с учетом использованных концевых отходов
L – длина полосы или ленты, мм
b – ширина полосы или ленты, мм
η = 100 · ( 2400 · 40 / 1000 · 185) = 52,0 %
Выбор схемы вырубки-пробивки.
Вырубка в данном случае осуществляется без прижима.
Расчет усилия вырубки-пробивки.
Усилие вырубки-пробивки штампами с плоскими режущими кромками определяется по формуле:
Р=К · L · S · σср , [ H ]
К – коэффициент притупления режущих кромок (1,1 ÷ 1,3)
σсд – сопротивление сдвигу, МПа
σсд = 300-400 МПа
L – длинна контура вырубаемой детали
L1 = 450 мм;
S – толщина детали = 2 мм
Р = 1,3 · 410 · 2 · 350 = 373100 Н = 373,1 кН
Выбор конструктивных элементов матрицы и пуансона.
Деталь с размерами:
B1=181h14(),
B2=27h14()
Толщину матрицы Hм определяют следующим образом:
Нм = S + Kм √(ap + bp) + 7
S – толщина штампуемого материала, мм
ap + bp – размеры рабочей зоны матрицы, мм
Kм – коэффициент = 0,5
Нм = 2 + 0,5 √(181 + 27) + 7 = 11,96 мм
Принимаем Нм = 12 мм
а) двухсторонний зазор между матрицей и пуансоном:
z = 8% S;
z = 2 × 0.08 = 0,16 мм
б) глубина матрицы 12 мм
в) толщина рабочего пояска матрицы 3 мм
Расчет исполнительных размеров пуансона и матрицы, назначение допусков на них.
Толщина материала 2 мм.
При вырубке наружного контура:
Bм = (bH – δИ)+δ
bП = (bH – δИ – z )-δ
δИ – допуск размера изделия;
δМ – допуск размера матрицы;
δП – допуск размера пуансона;
+δ – допуск размера матрицы;
-δ – допуск размера пуансона;
z – зазор.
Bм1 = (bH –0,8 · δИ)+δ = 181 - 0,8 · 1,15 = 180,08+0,122+0,055
Bм2 = (bH –0,8 · δИ)+δ = 27 - 0,8 · 0,52 = 26,584+0,033
bП1 = (bH – 0,8 · δИ – z )-δ = 181 - 0,8 · 1,15 – 0,16 = 179,92-0,057
bП2 = (bH – 0,8 · δИ – z )-δ =27 - 0,8 · 0,52 – 0,16 = 26,424-0,021
Схема расположения допусков на исполнительные рабочие размеры пуансона и матрицы.
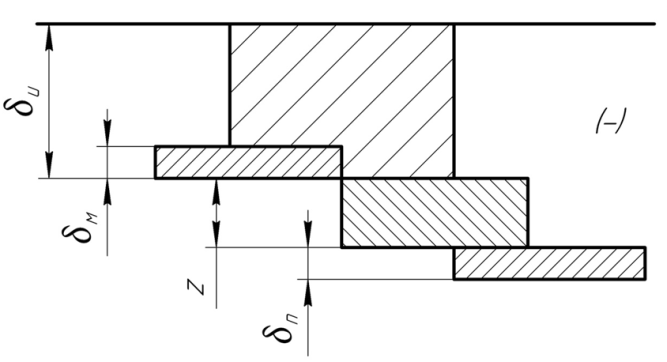
Рис. 1. Схема полей допусков размеров матрицы и пуансона при вырубке.
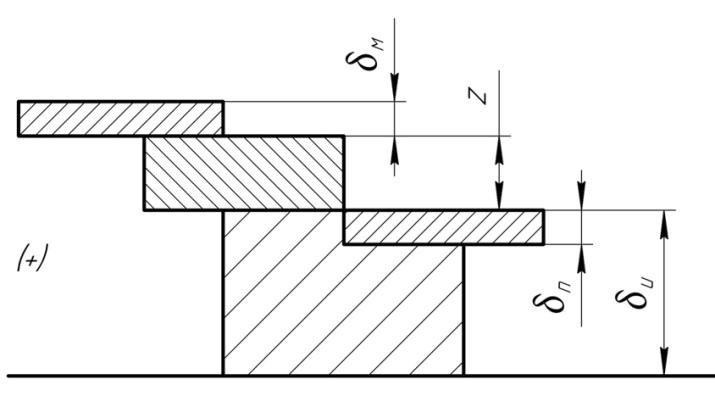
Рис. 2. Схема допусков размеров матрицы и пуансона при пробивке.
Квалитеты при изготовлении пуансона и матрицы определяют в зависимости от квалитета штампуемых изделий. Изделия по 9 квалитету, матрица – по 8, пуансон – 7.