

2.3.2 Методы реализации случайного отбора выборок штучной продукции
Выборкой называют одну или несколько выборочных единиц, взятых из генеральной совокупности и предназначенных для получения информации о ней.
Отбор выборки - это процесс извлечения или составления выборки, при этом число выборочных единиц в выборке называют объемом выборки.
Выборку
из
![]() единиц, взятых из генеральной совокупности
в
единиц, взятых из генеральной совокупности
в![]() единиц таким образом, чтобы все возможные
комбинации из
единиц таким образом, чтобы все возможные
комбинации из![]() единиц по
единиц по![]() имели одинаковую вероятность быть
взятыми, называютпростой
случайной выборкой.
имели одинаковую вероятность быть
взятыми, называютпростой
случайной выборкой.
Выборку установленного числа или объема, взятую в указанном месте материала или в указанных местах и времени в потоке и считающуюся представительной, называется локальной выборкой.
Метод случайного отбора единиц продукции в выборку зависит от четырех способов представления продукции на контроль: «ряд», «россыпь», «в упаковке» и «поток».
0 1 2 . . . . . . . . . . . 2 1 0
![]() –объем партии;
–объем партии;
![]() – количество колонок;
– количество колонок;![]() – количество строк;
– количество строк;![]() – номер колонки;
– номер колонки;![]() – номер строки.
– номер строки.
Рис.2.18 Представление продукции на контроль способом «ряд»
Способ «ряд» характеризуется следующими особенностями (см. рис.2.18):
- единицы продукции, поступающие на контроль, должны быть упорядочены, т.е. пронумерованы сплошной нумерацией и расположены таким образом, чтобы единицу продукции, отмеченную любым номером, можно было легко отыскать и достать;
![]()
![]()
![]()
![]()
![]()
![]()
![]() –объем партии;
–объем партии;
![]() – объем выборки;
– объем выборки;![]() – количество упаковочных единиц;
– количество упаковочных единиц;![]() – количество упаковочных единиц,
выбранных для образования выборки;
– количество упаковочных единиц,
выбранных для образования выборки;![]() – количество штук в упаковочной единице.
– количество штук в упаковочной единице.
Рис.2.19 Представление продукции на контроль «в упаковке»
- единицы продукции должны поступать на контроль в виде однородных партий.
Способ «в упаковке» характеризуется теми же особенностями, как и способ «ряд», но продукция при этом находится в упаковочных единицах (первичных, вторичных и т.д.) (рис.2.19).
Способ «поток» характеризуется следующими особенностями (рис.2.20):
- единицы продукции поступают непрерывным потоком одновременно с выпуском продукции;
- на контроль поступает большое количество единиц продукции;
- единицы продукции упорядочены, можно легко отыскать и достать каждую вторую, пятую, десятую и т.д. единицы продукции.

Рис.2.20 Представление продукции на контроль «потоком»
Как правило, на практике второй и третий способы представления продукции на контроль применяются одновременно. При отборе выборки эти способы применяются самостоятельно, то есть выбирают определенное количество упаковочных единиц (первичных, вторичных и т.д.), при этом продукция в них находится в «россыпь», а образцы отбирают примерно в равных количествах из выбранных упаковочных единиц (табл.2.8 и 2.9).
Таблица 2.8 Количество первичных упаковочных единиц, подлежащих отбору от партии
|
Количество ящиков в партии |
Количество ящиков, подлежащих отбору, шт. |
|
1 – 5 |
Все |
|
6 – 99 |
5 |
|
100 – 399 |
1/20 часть (5 %) |
|
400 и более |
20 |
Таблица 2.9. Объем выборки в зависимости от объема партии
|
Объем партии, шт. |
Объем выборки, шт., для контроля | ||
|
внешнего вида и размеров |
Механических свойств | ||
|
без разрушения |
С разрушением | ||
|
до 1200 |
32 |
13 |
5
|
|
1201 – 3200 |
50 |
13 | |
|
3201 – 10000 |
80 |
20 | |
|
10001 – 35000 |
125 |
20 | |
Примечание. Образцы для контроля механических свойств отбирают из выборки для контроля внешнего вида и размеров.
В зависимости от способа представления продукции на контроль применяются следующие методы отбора единиц продукции в выборку:
- отбор с применением случайных чисел;
- многоступенчатый отбор;
- отбор «вслепую»;
- систематический отбор.
Отбор с применением случайных чисел применяется для однородной продукции, представленной на контроль, как правило, способом «ряд».
Метод предполагает сплошную предварительную нумерацию единиц продукции. Все номера должны иметь одно и то же количество цифр. Номера с разным количеством цифр дополняют слева нулями.
При методе отбора продукции в выборку с применением случайных чисел используют:
- таблицы случайных чисел;
- карточки (числа в урне).
Пример 2.41 Продукция, представленная на контроль в виде «ряда», состоит из 4000 единиц продукции, расположенных в 50 колонках и 80 строках (см. рис.2.17). Требуется случайным образом отобрать для контроля 8 единиц продукции.
Присваиваем каждой колонке порядковый номер от 00 до 49, а каждой строке от 00 до 79.
Каждая единица продукции определяется условным четырехзначным номером строки и колонки. В данном случае первые порядковые номера меньше или равны 79, а вторые меньше или равны 49.
Установим начало отсчета: 2 строка, 9 колонка таблицы 2 случайных чисел, получим следующие числа – 30 11, (43 58), (61 51), 43 21, (86 94), (07 71), (83 03), 32 06, 06 10, (91 83), (66 78), (31 72), (24 65), (41 75), (17 82), (95 10), 74 49, 70 25, (13 62), (52 96), 26 43, 11 93, 37 40. В данном примере получим числа 3011, 4321, 3206, 0610, 7449, 7025, 2643 и 3740.
Цифры в скобках следует исключить, так как они выходят за пределы интервала.
Пример 2.42 Необходимо проконтролировать 8 тысяч штук ящиков с лампами дневного света. Известно, что в каждом ящике лежат по две лампы, а объем выборки равен 320 лампам, то есть 160 ящиков.
Ящики
уложены в четыре штабеля по 2 тыс. штук
в каждом. В каждом штабеле ящики плотно
уложены в четыре слоя по 500 штук (20![]() 25)
в каждом слое. Доступ к каждому штабелю
одинаково свободен с любой стороны.
25)
в каждом слое. Доступ к каждому штабелю
одинаково свободен с любой стороны.
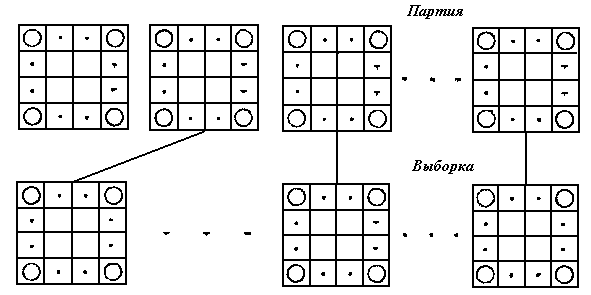
Для обеспечения представительности формируем расслоенную выборку – каждый штабель представляет собой один выборочный слой, при этом объем выборки из каждого слоя пропорционален количеству ящиков в штабеле и составляет 40 ящиков. Кроме того, в связи с тем, что доступ к центру штабеля затруднителен и по верхней и боковым поверхностям находится значительная часть ящиков, выборку формируем следующим образом: из одного штабеля, например, третьего, выбранного методом случайного отбора по карточкам (числам в урне), производим выборку из всего объема. Из остальных трех штабелей (1, 2 и 4-го) производим выборку только по верхней и боковым поверхностям.
Ящики третьего штабеля нумеруем от 0000 до 1999 (рис.2.21а), а 1, 2 и 4-го штабелей от 000 до 757 каждый (рис.2.21б).

а. б.
Рис.2.21 Сквозная нумерация 3-го штабеля (а) и несквозная нумерация 1, 2 и 4-го штабелей (б)
Для отбора ящиков из штабелей применяем таблицу случайных чисел. За начало отсчета для 3-го штабеля возьмем 8 строку и 5 колонку таблицы 6 случайных чисел. Получим – (22 53), 14 17, (67 00), …, 07 10, 17 69, 06 48, …, 18 19… За начала отсчета 1-го штабеля возьмем 5 строку и 1 колонку таблицы 1 случайных чисел. Получим – 719, 317, 039, 723, 679, 020, 447, 092…
Аналогично осуществляем отбор для 2 и 4-го штабелей, но используя другие таблицы случайных чисел. Таким образом, получаем общую выборку.
Метод многоступенчатого отбора единиц продукции применяют для однородной продукции, представленной на контроль в упаковках (упаковочных единицах), содержащих одинаковое количество единиц продукции.
При многоступенчатом отборе выборку образуют по ступеням и единицы продукции на каждой ступени отбирают случайным образом из единиц, отобранных на предыдущей степени.
Для упаковочных единиц применяют метод отбора с применением случайных чисел. Если же продукция находится в «россыпи», то используют метод «вслепую».
Метод отбора «вслепую» (метод наибольшей объективности) применяют для продукции, представленной на контроль россыпью, а также в том случае, когда применение метода отбора с применением случайных чисел технически затруднительно или экономически невыгодно.
Метод «вслепую» не применяют в тех случаях, когда бракованные единицы продукции можно определить органолептически.
В выборку должны быть включены единицы продукции из разных частей контролируемой партии.
Пример 2.43 Продукция представлена на контроль россыпью, количество единиц продукции 1000 штук, необходимо проконтролировать 100 единиц. Продукция уложена в 10 ящиков по 100 штук в каждом.
Из каждого ящика «вслепую» отбирают для контроля по 10 любых единиц продукции.
Метод систематического отбора применяют для продукции, представленной на контроль в виде потока.
Данным методом можно образовать выборку, если имеется определенный порядок следования единиц продукции. Единицы продукции отбирают через определенный интервал времени или определенное количество продукции. Например, если выборка должна составлять 5 % от контролируемой партии, то отбирают каждую двадцатую единицу продукции. Начало отсчета определяется методом случайных чисел.
При использовании настоящего метода необходимо учитывать, что в следующих одна за другой единицах продукции значение контролируемого параметра не должно меняться с той же периодичностью, что и периодичность отбора единиц в выборку.
Пример 2.44 Необходимо проконтролировать продукцию, поступающую с конвейера за первые пять смен месяца. За смену изготавливают 100 единиц продукции. Выборка должна составлять 10 % от продукции, изготовляемой за смену.
Для отбора единиц продукции в выборку применяют метод систематического отбора. Случайным образом выбирают начало отсчета для первых пяти смен, например, 20 строку 9, 10, 11, 12 и 13 колонок таблицы 4 случайных чисел, то получим числа – 9, 4, 9, 6 и 2. Так как выборка в 1- %, то отбираем каждую десятую единицу. Для первой смены в выборку попадут единицы 9, 19, 29, 39, 49, 59, 69, 79, 89 и 99. Для второй смены в выборку попадут единицы 4, 14, 24, 34, 44, 54, 64, 74, 84 и 94 и т.д.