

3.3.2.2 Средний выходной уровень дефектности, предел среднего выходного уровня дефектности (и)
При
работе с планом контроля (![]() )
потребитель заинтересован не только в
том, чтобы знать вероятность приемки
)
потребитель заинтересован не только в
том, чтобы знать вероятность приемки![]() партии с засоренностью
партии с засоренностью![]() ,
но и число дефектных изделий, проходящих
незамеченными через контроль. Применение
данного плана (
,
но и число дефектных изделий, проходящих
незамеченными через контроль. Применение
данного плана (![]() )
даже при
)
даже при![]() ни в коем случае не гарантирует, что
будут приняты только годные изделия.
Здесь можно гарантировать только то,
что «хорошие» партии будут приниматься
с большей вероятностью, «плохие» - с
большей вероятностью будут браковаться.
ни в коем случае не гарантирует, что
будут приняты только годные изделия.
Здесь можно гарантировать только то,
что «хорошие» партии будут приниматься
с большей вероятностью, «плохие» - с
большей вероятностью будут браковаться.
В
дальнейшем будем исходить из того, что
производитель поставляет партии с
постоянным уровнем дефектности
![]() .
В партии объемом
.
В партии объемом![]() содержится всегда
содержится всегда![]() дефектных изделий. Средняя доля дефектных
изделий в принятых партиях называетсясредним
выходным уровнем дефектности,
сокращенно
дефектных изделий. Средняя доля дефектных
изделий в принятых партиях называетсясредним
выходным уровнем дефектности,
сокращенно
![]() (англ.:
average outgoing
quality). Пусть
(англ.:
average outgoing
quality). Пусть
![]() обозначаетчисло
дефектных изделий в принятой партии,
a
обозначаетчисло
дефектных изделий в принятой партии,
a
![]() -число
принятых изделий в этой партии.
Переменные
-число
принятых изделий в этой партии.
Переменные
![]() и
и![]() нужно рассматривать как условные
математические ожидания. Запишем
нужно рассматривать как условные
математические ожидания. Запишем![]() как
как
![]() .
(3.96)
.
(3.96)
Средний
выходной уровень дефектности
![]() является функцией уровня дефектности
является функцией уровня дефектности![]() в поставляемых партиях, то есть
в поставляемых партиях, то есть![]() .
Эта функция для определенного уровня
дефектности
.
Эта функция для определенного уровня
дефектности![]() имеет максимум. Соответствующее
имеет максимум. Соответствующее![]() значениеAOQ(PМ)
называется пределом
среднего выходного уровня дефектности,
сокращенно AOQL
(англ.: average outgoing quality limit)
значениеAOQ(PМ)
называется пределом
среднего выходного уровня дефектности,
сокращенно AOQL
(англ.: average outgoing quality limit)
![]() .
(3.97)
.
(3.97)
Сначала
выясним, как при данном уровне дефектности
![]() определить по формуле (3.96) средний
выходной уровень. Число
определить по формуле (3.96) средний
выходной уровень. Число![]() принятых изделий, математическое
ожидание которого стоит в знаменателе
выражения (3.96), определяется, во-первых,
тем, как мы после контроля поступим с
изделиями,входившими
в выборку.
Возможны три решения:
принятых изделий, математическое
ожидание которого стоит в знаменателе
выражения (3.96), определяется, во-первых,
тем, как мы после контроля поступим с
изделиями,входившими
в выборку.
Возможны три решения:
-
![]() - все изделия выборки (не только
дефектные) после контроля отбраковываются
без замены;
- все изделия выборки (не только
дефектные) после контроля отбраковываются
без замены;
-
![]() - отбраковывают без замены только
дефектные изделия;
- отбраковывают без замены только
дефектные изделия;
-
![]() - отбраковывают только дефектные изделия,
заменяя их при этом на годные (объем
выборки
- отбраковывают только дефектные изделия,
заменяя их при этом на годные (объем
выборки![]() остается прежним).
остается прежним).
Во-вторых,
величина
![]() зависит от того, что происходит с
зависит от того, что происходит с![]() изделиями остатка партии в случае ее
забраковки. Возможны три варианта:
изделиями остатка партии в случае ее
забраковки. Возможны три варианта:
-
![]() - все
- все![]() изделий остатка партии отбраковываются;
изделий остатка партии отбраковываются;
-
![]() - остаток партии подвергают сплошному
контролю, при этом все дефектные изделия
отбраковывают без замены на годные;
- остаток партии подвергают сплошному
контролю, при этом все дефектные изделия
отбраковывают без замены на годные;
-
![]() - остаток партии подвергают сплошному
контролю, а все дефектные изделия
отсортировывают и заменяют на годные
(объем остатка
- остаток партии подвергают сплошному
контролю, а все дефектные изделия
отсортировывают и заменяют на годные
(объем остатка![]() остается прежним).
остается прежним).
В
принципе, каждый из вариантов
![]() и
и![]() может выступать в комбинации с любым
из вариантов
может выступать в комбинации с любым
из вариантов![]() и
и![]() .
В случаях, когда в забракованных партиях
производят сплошной контроль с заменой
дефектных изделий годными, говорят обочищающем
контроле
.
В случаях, когда в забракованных партиях
производят сплошной контроль с заменой
дефектных изделий годными, говорят обочищающем
контроле
![]() (англ.: rectifying inspection). Очищающий контроль
является комбинацией
(англ.: rectifying inspection). Очищающий контроль
является комбинацией![]() .
.
Различают
в общей сложности девять комбинаций
![]() .
Это нашло свое отражение в табл.3.15.
.
Это нашло свое отражение в табл.3.15.
Для
понимания приведенных в табл.3.15
зависимостей по определению среднего
выходного уровня дефектности следует
помнить, что математическое ожидание
![]() в числителе выражения (3.96) во всех девяти
случаях одинаково. Убедимся, что все
прошедшие через контроль дефектные
изделия могут быть изделиями только из
остатка партии, а не из самой выборки,
так как или все
в числителе выражения (3.96) во всех девяти
случаях одинаково. Убедимся, что все
прошедшие через контроль дефектные
изделия могут быть изделиями только из
остатка партии, а не из самой выборки,
так как или все![]() изделий выборки отсортировываются (
изделий выборки отсортировываются (![]() ),
или удаляются только дефектные изделия
(
),
или удаляются только дефектные изделия
(![]() ),
или они заменяются годными (
),
или они заменяются годными (![]() ).
).
Количество
дефектных изделий в остатке партии
является случайной величиной
![]() .
Ее математическое ожидание в принятых
и забракованных партиях различно. В
забракованных партиях, то есть при
.
Ее математическое ожидание в принятых
и забракованных партиях различно. В
забракованных партиях, то есть при![]() ,
проводится сплошной контроль с отбраковкой
(
,
проводится сплошной контроль с отбраковкой
(![]() )
или заменой (
)
или заменой (![]() )
дефектных изделий, либо остаток партии
отсортировывают полностью, не подвергая
контролю (
)
дефектных изделий, либо остаток партии
отсортировывают полностью, не подвергая
контролю (![]() ).
Таким образом, гарантируется, что из
остатка забракованной партии потребителю
не попадет ни одного дефектного изделия
).
Таким образом, гарантируется, что из
остатка забракованной партии потребителю
не попадет ни одного дефектного изделия
![]() .
.
Если
партия принимается, то есть в случае
![]() ,
,![]() элементов остатка не контролируются и
выполняется соотношение
элементов остатка не контролируются и
выполняется соотношение
![]() .
.
Таким
образом, для среднего числа
![]() прошедших через контроль дефектных
изделий можно записать:
прошедших через контроль дефектных
изделий можно записать:
Таблица 3.15 Зависимости AOQ(P) для комбинаций принятия решения при однократных планах контроля
|
|
Остаток партии больше не используется |
Остаток после отбора дефектных изделий используется дальше |
Остаток после замены дефектных изделий используется дальше |
|
Выборка больше не используется |
|
|
|
|
Выборка после отбора дефектных изделий используется дальше |
|
|
|
|
Выборка после замены дефектных изделий используется дальше |
|
|
|
при
при
![]()

![]() .
.![]() ,
, (3.98)
(3.98)
Вероятности,
с которыми выполняются условия
![]() или
или![]() ,
являются вероятностями забраковки
,
являются вероятностями забраковки![]() или приемки партии
или приемки партии![]() ,
так что для искомого математического
ожидания
,
так что для искомого математического
ожидания![]() отсюда следует:
отсюда следует:
![]() .
.
В результате подстановки (3.98) получаем
![]() .
(3.99)
.
(3.99)
Средний выходной уровень дефектности во всех девяти случаях определяется одинаково (см. табл.3.15):
![]() .
(3.100)
.
(3.100)
М атематическое
ожидание числа
атематическое
ожидание числа![]() принятых изделий из партии зависит от
выбора комбинаций действий с выборкой
и остатком партии. В качестве примера
рассмотрим комбинацию
принятых изделий из партии зависит от
выбора комбинаций действий с выборкой
и остатком партии. В качестве примера
рассмотрим комбинацию![]() .
Переменную
.
Переменную![]() - как и переменную
- как и переменную![]() ,
можно представить как условное
математическое ожидание. При условии,
что партия при
,
можно представить как условное
математическое ожидание. При условии,
что партия при![]() принимается, число
принимается, число![]() ,
так как в этом случае объем партии
,
так как в этом случае объем партии![]() уменьшается только на среднее число
содержащихся в выборке дефектных
изделий, которые, согласно
уменьшается только на среднее число
содержащихся в выборке дефектных
изделий, которые, согласно![]() ,
отбраковываются без замены. При условии,
что партия при
,
отбраковываются без замены. При условии,
что партия при![]() забраковывается, из партии, согласно
забраковывается, из партии, согласно![]() ,
сначала будут удалены в среднем
,
сначала будут удалены в среднем![]() дефектных изделий, а затем, согласно
дефектных изделий, а затем, согласно![]() ,
из проверяемого остатка партии удаляется
в среднем еще
,
из проверяемого остатка партии удаляется
в среднем еще![]() дефектных изделий, так что
дефектных изделий, так что![]() .
Таким образом
.
Таким образом
![]() при
при
![]()
![]()
![]() при
при
![]() (3.101)
(3.101)
Вероятности
событий
![]() и
и![]() равны соответственно
равны соответственно![]() и
и![]() .
Для
.
Для![]() имеем
имеем
![]() (3.102)
(3.102)
Путем
подстановки (3.102) в (3.100) получается
приведенная в табл.3.15 для комбинации
![]() формула для определения среднего
выходного уровня дефектности.
Аналогично получаются формулы для
вычисления
формула для определения среднего
выходного уровня дефектности.
Аналогично получаются формулы для
вычисления![]() и в других случаях.
и в других случаях.
Из
девяти комбинаций, приведенных в
табл.3.15, на практике распространены
лишь те, при которых решения по отношению
к выборке и остатку партии одинаковы.
Эти комбинации
![]() с
с![]() стоят на главной диагонали.
стоят на главной диагонали.
Комбинации
![]() встречаются при разрушающем контроле.
Равенство
встречаются при разрушающем контроле.
Равенство
![]() означает, что входной и выходной уровни
дефектности совпадают, если поставляются
партии с постоянной долей брака
означает, что входной и выходной уровни
дефектности совпадают, если поставляются
партии с постоянной долей брака![]() .
Если оценку способа контроля производят
на основании того, насколько средний
уровень дефектности
.
Если оценку способа контроля производят
на основании того, насколько средний
уровень дефектности![]() лежит ниже входного уровня
лежит ниже входного уровня![]() ,
то разрушающий контроль дает наихудшие
результаты. Разрушающий контроль имеет
смысл тогда, когда поставляются партии
с переменным уровнем качества. В этом
случае он защищает потребителя от
приемки «плохих» партий.
,
то разрушающий контроль дает наихудшие
результаты. Разрушающий контроль имеет
смысл тогда, когда поставляются партии
с переменным уровнем качества. В этом
случае он защищает потребителя от
приемки «плохих» партий.
Комбинация
![]() типична для входного контроля товара
потребителем,
такт как он обычно не в состоянии заменить
дефектные изделия на годные ни в выборке,
ни в остатке партии. Потребитель может
провести только выбраковку дефектных
изделий.
типична для входного контроля товара
потребителем,
такт как он обычно не в состоянии заменить
дефектные изделия на годные ни в выборке,
ни в остатке партии. Потребитель может
провести только выбраковку дефектных
изделий.
Комбинация
![]() типична для внутрипроизводственного
приемочного контроля производителем
(контроль между двумя этапами изготовления
или выходной контроль), так как
производитель может заменить в выборке
и в остатке партии дефектные изделия
годными.
типична для внутрипроизводственного
приемочного контроля производителем
(контроль между двумя этапами изготовления
или выходной контроль), так как
производитель может заменить в выборке
и в остатке партии дефектные изделия
годными.
Остановимся
на определении предела среднего выходного
уровня дефектности
![]() .
В случае
.
В случае
![]() имеет
место
имеет
место
![]() ,
то есть определенный в интервале
,
то есть определенный в интервале![]() средний выходной уровень дефектности
средний выходной уровень дефектности![]() будет наибольшим при
будет наибольшим при![]() ;
тогда
;
тогда![]() .
В других случаях, приведенных в табл.3.15,
максимальное значение среднего выходного
уровня дефектности
.
В других случаях, приведенных в табл.3.15,
максимальное значение среднего выходного
уровня дефектности![]() получается из условия
получается из условия
![]() ,
(3.103)
,
(3.103)
если
предположить, что
![]() дифференцируема. Поясним определение
дифференцируема. Поясним определение![]() из уравнения (3.103) на примере комбинаций
из уравнения (3.103) на примере комбинаций![]() и
и
![]() .
В этих случаях особенно просто вычислить
.
В этих случаях особенно просто вычислить
![]() ,
так как функции
,
так как функции![]() имеют здесь простой вид (определение
предела среднего выходного уровня
дефектности в других случаях будет
рассмотрено ниже).
имеют здесь простой вид (определение
предела среднего выходного уровня
дефектности в других случаях будет
рассмотрено ниже).
Применяя
план контроля
![]() при комбинации решений
при комбинации решений![]() или
или
![]() ,
по табл.5.10 определяем, что
,
по табл.5.10 определяем, что
![]() ,
и, соответственно,
,
и, соответственно,![]() .
Значение
.
Значение![]() получаем согласно (3.103) из условия
получаем согласно (3.103) из условия
![]() .
(3.104)
.
(3.104)
Вычисление
![]() по нелинейному уравнению (3.104) возможно
только численными методами. Результат,
конечно, зависит от того, какую функцию
по нелинейному уравнению (3.104) возможно
только численными методами. Результат,
конечно, зависит от того, какую функцию![]() берут за основу: гипергеометрическую
(3.58), биномиальную (3.59) или же оперативной
характеристики Пуассона (3.68). Для
последнего случая существуют соотношения
(см. табл.3.16) для различных приемочных
чисел
берут за основу: гипергеометрическую
(3.58), биномиальную (3.59) или же оперативной
характеристики Пуассона (3.68). Для
последнего случая существуют соотношения
(см. табл.3.16) для различных приемочных
чисел![]() ,
в которые внесены вспомогательные
параметры
,
в которые внесены вспомогательные
параметры![]() и
и![]() ,
с помощью которых можно вычислить
интересующие значения
,
с помощью которых можно вычислить
интересующие значения![]() и
и![]() при заданных
при заданных![]() и
и![]() ,
используя соотношения
,
используя соотношения
![]() (3.105а)
(3.105а)
![]() .
(3.105б)
.
(3.105б)
Таблица
3.16 Вспомогательные параметры для
определения
![]() и соответствующего уровня дефектности
и соответствующего уровня дефектности![]() при одноступенчатом плане контроля
при одноступенчатом плане контроля
|
|
|
|
|
|
|
|
|
|
|
|
|
|
0 |
1.00 |
0.368 |
11 |
8.82 |
7.233 |
21 |
16.73 |
14.66 |
31 |
24.95 |
22.50 |
|
1 |
1.62 |
0.840 |
12 |
9.59 |
7.948 |
22 |
17.54 |
15.43 |
32 |
25.78 |
23.30 |
|
2 |
2.27 |
1.371 |
13 |
10.37 |
8.670 |
23 |
18.35 |
16.20 |
33 |
26.62 |
24.10 |
|
3 |
2.95 |
1.942 |
14 |
11.15 |
9.398 |
24 |
19.17 |
16.98 |
34 |
27.45 |
24.90 |
|
4 |
3.64 |
2.544 |
15 |
11.93 |
10.13 |
25 |
19.99 |
17.76 |
35 |
28.29 |
25.71 |
|
5 |
4.35 |
3.168 |
16 |
12.72 |
10.88 |
26 |
20.81 |
18.54 |
36 |
29.13 |
26.52 |
|
6 |
5.07 |
3.812 |
17 |
13.52 |
11.62 |
27 |
21..63 |
19.33 |
37 |
29.97 |
27.33 |
|
7 |
5.80 |
4.472 |
18 |
14.31 |
12.37 |
28 |
22.46 |
20.12 |
38 |
30.82 |
28.14 |
|
8 |
6.55 |
5.146 |
19 |
15.12 |
13.13 |
29 |
23.29 |
20.91 |
39 |
31.66 |
28.96 |
|
9 |
7.30 |
5.831 |
20 |
15.92 |
13.89 |
30 |
24.11 |
21.70 |
40 |
32.51 |
29.77 |
|
10 |
8.05 |
6.528 |
|
|
|
|
|
|
|
|
|
Пример
3.43 В
табл.3.17 приведены значения девяти
функций
![]() из табл.3.15 для плана контроля
из табл.3.15 для плана контроля![]() .
При этом для
.
При этом для![]() применяется гипергеометрическая функция
применяется гипергеометрическая функция![]() .
Максимальное значение
.
Максимальное значение![]() обозначено звездочкой (*).
обозначено звездочкой (*).
Таблица
3.17 Характеристики
![]() плана контроля
плана контроля![]() при различных комбинациях решений
относительно выборки и остатка партии
при различных комбинациях решений
относительно выборки и остатка партии
|
|
|
| ||||||||
|
|
|
|
|
|
|
|
|
| ||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
|
0 |
1 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
|
0.02 |
1 |
0.0200 |
0.0200 |
0.0200 |
0.0169 |
0.0169 |
0.0169 |
0.0168 |
0.0168 |
0.0169 |
|
0.04 |
1 |
0.0400 |
0.0400 |
0.0400 |
0.0338 |
0.0338 |
0.0338 |
0.0336 |
0.0336 |
0.0336 |
|
0.06 |
0.9971 |
0.0600 |
0.0598 |
0.0598 |
0.0509 |
0.0507 |
0.0503 |
0.0504 |
0.0503 |
0.0503 |
|
0.08 |
0.9895 |
0.0800 |
0.0792 |
0.0792 |
0.0680 |
0.0674 |
0.0674 |
0.0671 |
0.0665 |
0.0665 |
|
0.10 |
0.9758 |
0.1000 |
0.0978 |
0.0976 |
0.0851 |
0.0835 |
0.0833 |
0.0834 |
0.0821 |
0.0820 |
|
0.12 |
0.9556 |
0.1200 |
0.1153 |
0.1147 |
0.1021 |
0.0987 |
0.0982 |
0.1006 |
0.0968 |
0.0963 |
|
0.14 |
0.9287 |
0.1400 |
0.1313 |
0.1300 |
0.1190 |
0.1127 |
0.1117 |
0.1162 |
0.1101 |
0.1092 |
|
0.16 |
0.8954 |
0.1600 |
0.1457 |
0.1433 |
0.1357 |
0.1253 |
0.1235 |
0.1319 |
0.1221 |
0.1203 |
|
0.18 |
0.8563 |
0.1800 |
0.1582 |
0.1541 |
0.1522 |
0.1363 |
0.1333 |
0.1472 |
0.1323 |
0.1295 |
|
0.20 |
0.8122 |
0.2000 |
0.1688 |
0.1624 |
0.1624 |
0.1457 |
0.1410 |
0.1620 |
0.1409 |
0.1364 |
|
0.22 |
0.7640 |
0.2200 |
0.1773 |
0.1681 |
0.1842 |
0.1533 |
0.1463 |
0.1761 |
0.1476 |
0.1412 |
|
0.24 |
0.7125 |
0.2400 |
0.1837 |
0.1710 |
0.1995 |
0.1590 |
0.1494 |
0.1894 |
0.1525 |
0.1436 |
|
0.26 |
0.6590 |
0.2600 |
0.1880 |
0.1713* |
0.2142 |
0.1628 |
0.1501* |
0.2017 |
0.1555 |
0.1439* |
|
0.28 |
0.6040 |
0.2800 |
0.1902 |
0.1691 |
0.2282 |
0.1648 |
0.1487 |
0.2129 |
0.1567* |
0.1421 |
|
0.30 |
0.5492 |
0.3000 |
0.1905* |
0.1648 |
0.2414 |
0.1651* |
0.1454 |
0.2227 |
0.1561 |
0.1384 |
|
0.32 |
0.4947 |
0.3200 |
0.1888 |
0.1583 |
0.2536 |
0.1636 |
0.1402 |
0.2310 |
0.1539 |
0.1330 |
|
0.34 |
0.4417 |
0.3400 |
0.1854 |
0.1502 |
0.2647 |
0.1605 |
0.1334 |
0.2376 |
0.1508 |
0.1261 |
|
0.36 |
0.3907 |
0.3600 |
0.1802 |
0.1407 |
0.2744 |
0.1558 |
0.1254 |
0.2420 |
0.1448 |
0.1181 |
|
0.38 |
0.3423 |
0.3800 |
0.1734 |
0.1301 |
0.2825 |
0.1498 |
0.1163 |
0.2441* |
0.1383 |
0.1093 |
|
0.40 |
0.2969 |
0.4000 |
0.1652 |
0.1188 |
0.2888 |
0.1426 |
0.1066 |
0.2437 |
0.1306 |
0.0998 |
|
0.42 |
0.2548 |
0.4200 |
0.1558 |
0.1070 |
0.2930 |
0.1342 |
0.0964 |
0.2403 |
0.1220 |
0.0898 |
|
0.44 |
0.2164 |
0.4400 |
0.1453 |
0.0952 |
0.2947* |
0.1250 |
0.0860 |
0.2340 |
0.1126 |
0.0800 |
|
0.46 |
0.1817 |
0.4600 |
0.1340 |
0.0836 |
0.2937 |
0.1151 |
0.0758 |
0.2246 |
0.1027 |
0.0702 |
|
0.48 |
0.1507 |
0.4800 |
0.1221 |
0.0723 |
0.2896 |
0.1046 |
0.0658 |
0.2120 |
0.0924 |
0.0608 |
Анализ данных табл.3.17 позволяет сделать следующие выводы.
В хороших партиях (при малых
 )
средний выходной уровень дефектности
)
средний выходной уровень дефектности также мал, как и входной уровень
также мал, как и входной уровень ,
так как хорошие партии практически
всегда принимаются. Последнее видно
из второй колонки, где представлена
вероятность приемки
,
так как хорошие партии практически
всегда принимаются. Последнее видно
из второй колонки, где представлена
вероятность приемки .
.В плохих партиях (при больших
 ),
если не принимать по внимание комбинацию
),
если не принимать по внимание комбинацию
 ,средний
выходной уровень дефектности
,средний
выходной уровень дефектности
 низок. Он в любом случае значительно
ниже входного уровня дефектности
низок. Он в любом случае значительно
ниже входного уровня дефектности .
Здесь контроль «фильтрует» сильнее. В
данном случае, исключая комбинацию
.
Здесь контроль «фильтрует» сильнее. В
данном случае, исключая комбинацию ,
при
,
при
 стремится к нулю. Очевидно, что при
большой доле брака
стремится к нулю. Очевидно, что при
большой доле брака остатки партии не будут приниматься
без контроля.
остатки партии не будут приниматься
без контроля. при
любом уровне дефектности
при
любом уровне дефектности
 и любом принятом решении
и любом принятом решении относительно остатка партии будет
больше при решении
относительно остатка партии будет
больше при решении ,
чем при решении
,
чем при решении ,
а при
,
а при больше, чем при
больше, чем при .
Соответственно ведут себя значения
.
Соответственно ведут себя значения при фиксированном решении
при фиксированном решении .
. при
любом уровне дефектности
при
любом уровне дефектности
 при данном
при данном имеет наибольшее значение при решении
имеет наибольшее значение при решении (остаток партии бракуется и не
используется), а при решении
(остаток партии бракуется и не
используется), а при решении (сплошной контроль остатка партии с
заменой дефектных изделий годными) -
наименьшее. Также ведут себя значения
(сплошной контроль остатка партии с
заменой дефектных изделий годными) -
наименьшее. Также ведут себя значения .
При решении
.
При решении значение
значение достигается при больших
достигается при больших ,
чем при решении
,
чем при решении ,
и при тем больших
,
и при тем больших ,
чем при
,
чем при .
Эти результаты хорошо видны на графиках
(рис.3.25) функций
.
Эти результаты хорошо видны на графиках
(рис.3.25) функций для трех случаев
для трех случаев .
(см. колонки 9-11 в табл.3.17).
.
(см. колонки 9-11 в табл.3.17).
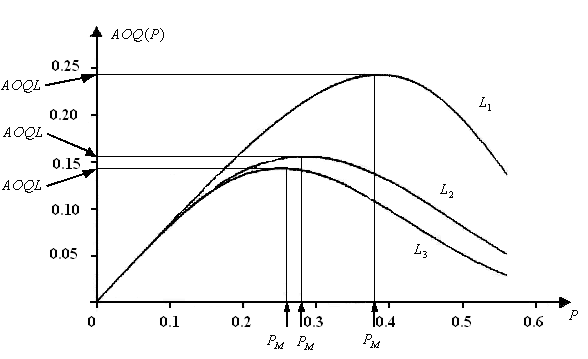
Рис.3.25
Кривые
![]() плана контроля
плана контроля![]() при различных решениях относительно
остатка партии
при различных решениях относительно
остатка партии
С
помощью табл.3.17 можно получить
представление о качестве приближения
формулами (3.105). По таблице, например,
видно, что значение
![]() реализуется в случае
реализуется в случае![]() в точке
в точке![]() и составляет
и составляет
![]() .
.
При
применении формул (3.105) и табл.3.16 имеем
![]() и
и
![]() .
.
Полное
совпадение точного значения
![]() и значения
и значения![]() ,
полученного с помощью (3.105), удивительно,
если принять во внимание, что формула
(3.105) базируется на аппроксимации Пуассона
(3.66), которая мало подходит для плана
,
полученного с помощью (3.105), удивительно,
если принять во внимание, что формула
(3.105) базируется на аппроксимации Пуассона
(3.66), которая мало подходит для плана![]() .
.
Примечание
1. Исходя из значения
слова «average outgoing quality» более точным было
бы определять
![]() не по формуле (200), а как математическое
ожидание отношения числа прошедших
через контроль дефектных изделий к
числу принятых изделий в партиях. Это
определение по сравнению с (3.96) имело
бы значительный недостаток - в этом
случае
не по формуле (200), а как математическое
ожидание отношения числа прошедших
через контроль дефектных изделий к
числу принятых изделий в партиях. Это
определение по сравнению с (3.96) имело
бы значительный недостаток - в этом
случае![]() аналитически можно было бы представить,
только используя сложные математические
расчеты.
аналитически можно было бы представить,
только используя сложные математические
расчеты.
2. В литературе по
контролю качества встречаются, прежде
всего, формулы:
![]() и
и![]() .
Они корректны и адекватны для комбинаций
.
Они корректны и адекватны для комбинаций![]() и
и![]() .
Во всех остальных случаях они только
приблизительны, но тем точнее, чем меньше
доля брака
.
Во всех остальных случаях они только
приблизительны, но тем точнее, чем меньше
доля брака![]() и/или относительный объем выборки
и/или относительный объем выборки![]() .
.
Пример
3.44 Составьте
таблицу аналогичную табл.3.17 для плана
контроля
![]() .
Используйте при этом полученные ранее
шестнадцать значений для оперативной
характеристики
.
Используйте при этом полученные ранее
шестнадцать значений для оперативной
характеристики![]() .
.
Таблица
3.18 Средний выходной уровень дефектности
для простого плана контроля
![]() при различных комбинациях решений
при различных комбинациях решений
|
|
|
| ||||||||
|
|
|
|
|
|
|
|
|
| ||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
|
0 |
1 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
|
0.02 |
0.8400 |
0.0200 |
0.0169 |
0.0168 |
0.0164 |
0.0142 |
0.0142 |
0.0163 |
0.0142 |
0.0141 |
|
0.04 |
0.7029 |
0.0400 |
0.0285 |
0.0281 |
0.0317 |
0.0240 |
0.0238 |
0.0315 |
0.0239 |
0.0236 |
|
0.06 |
0.5857 |
0.0600 |
0.0360 |
0.0350 |
0.0460 |
0.0304 |
0.0298 |
0.0453 |
0.0301 |
0.0295 |
|
0.08 |
0.4860 |
0.0800 |
0.0405 |
0.0389 |
0.0588 |
0.0342 |
0.0331 |
0.0575 |
0.0338 |
0.0327 |
|
0.10 |
0.4015 |
0.1000 |
0.0427 |
0.0402* |
0.0701 |
0.0361 |
0.0343* |
0.0678 |
0.0355 |
0.0337* |
|
0.12 |
0.3301 |
0.1200 |
0.0431* |
0.0396 |
0.0796 |
0.0364* |
0.0339 |
0.0761 |
0.0357* |
0.0333 |
|
0.14 |
0.2701 |
0.1400 |
0.0421 |
0.0378 |
0.0871 |
0.0356 |
0.0325 |
0.0821 |
0.0347 |
0.0318 |
|
0.16 |
0.2198 |
0.1600 |
0.0402 |
0.0352 |
0.0926 |
0.0340 |
0.0303 |
0.0857 |
0.0330 |
0.0295 |
|
0.18 |
0.1780 |
0.1800 |
0.0376 |
0.0320 |
0.0959 |
0.0318 |
0.0277 |
0.0870* |
0.0307 |
0.0269 |
|
0.20 |
0.1432 |
0.2000 |
0.0348 |
0.0287 |
0.0971* |
0.0293 |
0.0249 |
0.0860 |
0.0282 |
0.0241 |
|
0.22 |
0.1146 |
0.2200 |
0.0313 |
0.0252 |
0.0958 |
0.0264 |
0.0220 |
0.0826 |
0.0253 |
0.0212 |
|
0.24 |
0.0911 |
0.2400 |
0.0280 |
0.0219 |
0.0927 |
0.0236 |
0.0191 |
0.0776 |
0.0225 |
0.0184 |
|
0.26 |
0.0719 |
0.2600 |
0.0246 |
0.0187 |
0.0878 |
0.0208 |
0.0164 |
0.0712 |
0.0197 |
0.0157 |
|
0.28 |
0.0564 |
0.2800 |
0.0215 |
0.0158 |
0.0816 |
0.0181 |
0.0139 |
0.0640 |
0.0170 |
0.0133 |
|
0.30 |
0.0438 |
0.3000 |
0.0184 |
0.0131 |
0.0742 |
0.0155 |
0.0116 |
0.0561 |
0.0145 |
0.0110 |
Пример
3.45 Вычислите
на основании предыдущей таблицы значение
![]() при комбинации решений
при комбинации решений![]() и сравните его с результатом, получающимся
при применении приближенного решения
(209).
и сравните его с результатом, получающимся
при применении приближенного решения
(209).
Согласно
табл.3.18 функция
![]() в случае
в случае![]() имеет максимум при
имеет максимум при![]() ,
равный
,
равный
![]() .
.
По формуле (3.105) и данным табл.3.16 получаем
![]() .
.
Пример
3.46 Сравните
графики функций
![]() для планов контроля
для планов контроля![]() и
и![]() при комбинации
при комбинации![]() .
.
Зависимость
![]() для планов
для планов![]() при
при![]() и
и![]() для комбинации решений
для комбинации решений![]() согласно табл.3.15 определяется как
согласно табл.3.15 определяется как
![]() .
.
Кроме
того, для всех
![]() имеет место неравенство [см. рис.3.18 –
гипергеометрические оперативные
характеристики для трех планов
имеет место неравенство [см. рис.3.18 –
гипергеометрические оперативные
характеристики для трех планов![]() ]
]
![]() .
.
Поэтому
график
![]() при
при![]() должен лежать выше, чем при
должен лежать выше, чем при![]() ,
так как при более жестком контроле (
,
так как при более жестком контроле (![]() )
незамеченным проходит меньшее число
бракованных изделий. Используя данные
табл.3.17 и 3.18 только в части комбинации
)
незамеченным проходит меньшее число
бракованных изделий. Используя данные
табл.3.17 и 3.18 только в части комбинации![]() ,
получаем кривые, изображенные на рис.
3.26.
,
получаем кривые, изображенные на рис.
3.26.