

3.2.4 План выборочного контроля при двустороннем ограничении
Предыдущие
рассуждения о планах контроля по
количественному признаку строились на
том, что для признака качества
![]() ,
имеющего распределение
,
имеющего распределение![]() ,
задано только нижнее
,
задано только нижнее![]() или верхнее
или верхнее![]() предельное значение. Если указаны две
границы допуска на изготовление
предельное значение. Если указаны две
границы допуска на изготовление![]() и
и![]() ,
то доля брака
,
то доля брака![]() согласно (3.2в) состоит из двух компонентов
согласно (3.2в) состоит из двух компонентов![]() и
и![]() .
При этом
.
При этом![]() является вкладом в общую долю брака
является вкладом в общую долю брака![]() ,
связанную с недостижением значения
,
связанную с недостижением значения![]() ,
а
,
а![]() получается вследствие превышения
значения
получается вследствие превышения
значения![]() .
.
Рассмотрим
случай, когда ширина
![]() поля допуска
поля допуска![]() больше, чем
больше, чем![]() .
В этом случае можно пренебречь меньшей
из двух составляющих
.
В этом случае можно пренебречь меньшей
из двух составляющих![]() или
или![]() .
Большая доля брака
.
Большая доля брака![]() в партии может быть только следствием
сдвига
в партии может быть только следствием
сдвига![]() по отношению к середине поля допуска
по отношению к середине поля допуска![]() .
Поэтому можно вновь вернуться к планам
контроля при одностороннем ограничении.
.
Поэтому можно вновь вернуться к планам
контроля при одностороннем ограничении.
Если
контрольной величиной является выборочное
среднее
![]() ,
то партия бракуется, если выполняется
одно из неравенств
,
то партия бракуется, если выполняется
одно из неравенств![]() или
или![]() .
Соответствующие условия можно легко
сформулировать и для случаев, когда
вместо
.
Соответствующие условия можно легко
сформулировать и для случаев, когда
вместо![]() контролируются другие величины (табл.3.2
и табл.3.6). Синтез плана контроля проводят
как в разделе 3.2.2 при известной
технологической дисперсия или как в
разделе 3.2.3, когда дисперсия неизвестна.
контролируются другие величины (табл.3.2
и табл.3.6). Синтез плана контроля проводят
как в разделе 3.2.2 при известной
технологической дисперсия или как в
разделе 3.2.3, когда дисперсия неизвестна.
Если
![]() ,
то применяется, как правило, контрольная
величина, аналогичная (3.14) (
,
то применяется, как правило, контрольная
величина, аналогичная (3.14) (![]() метод).
метод).
3.2.5 Национальные стандарты приемочного контроля по количественному признаку
Процедуры традиционных методов приемочного контроля по количественному признаку установлены в следующих национальных стандартах:
ГОСТ Р 50779.21 «Статистические методы. Правила определения и методы расчета статистических характеристик по выборочным данным. Часть 1. Нормальное распределение».
ГОСТ Р 50779.30 «Статистические методы. Приемочный контроль качества. Общие требования».
ГОСТ Р 50779.50 «Статистические методы. Приемочный контроль качества по количественному признаку. Общие требования».
ГОСТ Р 50779.53 «Статистические методы. Приемочный контроль качества по количественному признаку для нормального закона распределения. Часть 1. Стандартное отклонение известно».
ГОСТ Р 50779.74 (ИСО 3951) «Статистические методы. Процедуры выборочного контроля и карты контроля по количественному признаку для процента несоответствующих единиц продукции».
ГОСТ Р 50779.76 (ИСО 8423) «Статистические методы. Последовательные планы выборочного контроля по количественному признаку для процента несоответствующих единиц продукции (стандартное отклонение известно)».
ГОСТ Р 50779.77 «Статистические методы. Планы и процедуры статистического приемочного контроля нештучной продукции».
3.2.5.1 Выборочный контроль по количественному признаку на основе приемлемого уровня качества
Планы
и процедуры выборочного контроля по
количественному признаку на основе
объема партии, приемлемого уровня
качества
![]() и уровней контроля установлены в ГОСТ
Р 50779.74.
и уровней контроля установлены в ГОСТ
Р 50779.74.
Этот стандарт применим для случаев, когда:
- процедура контроля предназначена для непрерывной последовательности партий дискретной продукции, поставляемой одним поставщиком, использующим один и тот же производственный процесс;
-
рассматривается только одна характеристика
качества
![]() этой продукции, измеряемая с помощью
измерительного прибора с непрерывной
шкалой;
этой продукции, измеряемая с помощью
измерительного прибора с непрерывной
шкалой;
-
процесс находится в состоянии
статистической управляемости, и
измеряемая характеристика
![]() имеет нормальное или близкое к нормальному
распределение;
имеет нормальное или близкое к нормальному
распределение;
-
договором на поставку определен верхний
![]() или нижний
или нижний![]() предел поля допуска или оба предела, а
продукция оценивается как
несоответствующая, если измеряемая
характеристика
предел поля допуска или оба предела, а
продукция оценивается как
несоответствующая, если измеряемая
характеристика![]() этой продукции удовлетворяет одному
из следующих неравенств:
этой продукции удовлетворяет одному
из следующих неравенств:
![]() ,
(3.40а)
,
(3.40а)
![]() ,
(3.40б)
,
(3.40б)
![]() или
или
![]() .
(3.41)
.
(3.41)
Неравенства
(3.40) соответствуют случаю одностороннего
допуска, а неравенство (3.41) - двустороннего
допуска. В последнем случае возможны
два способа задания приемлемого уровня
качества
![]() :
:
-
для каждого предела поля допуска задается
отдельный
![]() (так называемые «предельные значения
с отдельными уровнями качества»);
(так называемые «предельные значения
с отдельными уровнями качества»);
-
задается общий
![]() для обоих пределов поля допуска
(«предельные значения с общим уровнем
качества»).
для обоих пределов поля допуска
(«предельные значения с общим уровнем
качества»).
Национальный
стандарт рекомендует одиннадцать
значений
![]() в интервале от 0.1 до 10 %.
в интервале от 0.1 до 10 %.
Приемлемость
партии основана на оценке мер расположения
(среднего арифметического) и изменчивости
(дисперсии) распределения измеряемого
параметра единицы продукции в
контролируемой партии относительно
пределов поля допуска. В настоящем
стандарте представлены два основных
метода:
![]() метод
для случаев, когда неизвестно стандартное
отклонение, и
метод
для случаев, когда неизвестно стандартное
отклонение, и![]() метод,
если значение
метод,
если значение![]() известно. Третий метод,
известно. Третий метод,![]() метод,
основанный на среднем размахе
метод,
основанный на среднем размахе![]() измерений показателя качества в
подгруппах выборки, не имеет широкого
практического применения.
измерений показателя качества в
подгруппах выборки, не имеет широкого
практического применения.
С
точки зрения минимального объема
контроля преимущество на стороне
![]() метода,
но прежде чем его применять необходимо
установить значение
метода,
но прежде чем его применять необходимо
установить значение![]() .
Поэтому на практике первоначально
начинают с контроля по
.
Поэтому на практике первоначально
начинают с контроля по![]() методу,
и переход к
методу,
и переход к![]() методу
возможен только при наличии серьезных
оснований считать стандартное отклонение
процесса постоянным и известным.
методу
возможен только при наличии серьезных
оснований считать стандартное отклонение
процесса постоянным и известным.
Процедура
контроля по
![]() методу,
для которого объем выборки сохраняется
неизменным во всем диапазоне значений
методу,
для которого объем выборки сохраняется
неизменным во всем диапазоне значений
![]() ,
предусматривает выполнение следующих
действий.
,
предусматривает выполнение следующих
действий.
По
заданному уровню контроля (как
правило, уровень
![]() )
и объему партии с помощью таблицы
)
и объему партии с помощью таблицы![]() национального стандарта (см. табл.3.7)
находят код объема выборки. С помощью
этого кода и заданного значения
национального стандарта (см. табл.3.7)
находят код объема выборки. С помощью
этого кода и заданного значения![]() из таблиц
из таблиц![]() (см. табл.3.8) получают объем выборки
(см. табл.3.8) получают объем выборки![]() и контрольный норматив
и контрольный норматив![]() ,
Затем, взяв случайную выборку объема
,
Затем, взяв случайную выборку объема![]() ,
измеряют показатель качества
,
измеряют показатель качества![]() каждой единицы, после чего вычисляют
среднее значение выборки
каждой единицы, после чего вычисляют
среднее значение выборки![]() ,
стандартное отклонение
,
стандартное отклонение![]() и статистики качества
и статистики качества![]() и/или
и/или![]() .
.
Мощность
критерия, то есть крутизна оперативной
характеристики, увеличивается от уровня
![]() до уровня
до уровня![]() .
Специальные уровни контроля
.
Специальные уровни контроля![]() и
и![]() применяются при работе с малыми объемами
выборок или когда имеет место разрушающий
контроль.
применяются при работе с малыми объемами
выборок или когда имеет место разрушающий
контроль.
Таблица
3.7 Коды объема выборки и уровни контроля
для специальных уровней
![]() ,
,![]() и общих уровней
контроля
и общих уровней
контроля
![]()

Статистики качества вычисляются по формулам:
![]() ,
(3.42а)
,
(3.42а)
и (или)
![]() (3.42б)
(3.42б)
и
сравниваются с контрольным нормативом
![]() .
Если при этом
.
Если при этом![]() или
или![]() ,
или
,
или![]() и
и![]() (если для каждой границы поля допуска
заданы различные
(если для каждой границы поля допуска
заданы различные![]() ),
топартия
принимается,
в противном случае партия отклоняется.
),
топартия
принимается,
в противном случае партия отклоняется.
Следует
отметить, что если выборочное стандартное
отклонение
![]() превышает значениемаксимального
стандартного отклонения выборки
превышает значениемаксимального
стандартного отклонения выборки
![]() для приемлемого уровня качества
для приемлемого уровня качества![]() ,
где
,
где![]() находят по таблице
находят по таблице![]() национального стандарта, топартия
считается неприемлемой и
должна быть отклонена сразу же.
национального стандарта, топартия
считается неприемлемой и
должна быть отклонена сразу же.
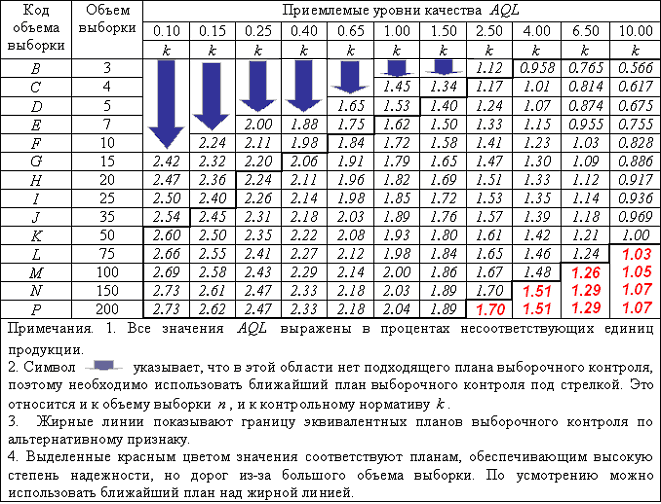
Таблица
3.8 Одноступенчатые выборочные планы
для нормального контроля (основная
таблица):
![]() метод
метод
При
использовании графического метода
строят прямые
![]() (для верхнего предельного значения) и
(для верхнего предельного значения) и![]() (для нижнего предельного значения) с
осями координат:
(для нижнего предельного значения) с
осями координат:![]() - вертикальная ось,
- вертикальная ось,![]() - горизонтальная ось (рис.3.11). Используя
конкретные значения
- горизонтальная ось (рис.3.11). Используя
конкретные значения![]() и
и![]() ,
рассчитанные по измерениям в выборке,
наносят точку
,
рассчитанные по измерениям в выборке,
наносят точку![]() на график (рис.3.11). Если эта точка лежит
в зоне приемки, то партия принимается,
если она выходит за границы этой зоны,
то партия не принимается.
на график (рис.3.11). Если эта точка лежит
в зоне приемки, то партия принимается,
если она выходит за границы этой зоны,
то партия не принимается.
Процедура
контроля для
![]() метода,
используемого при наличии серьезных
оснований считать стандартное отклонение
постоянным и равным
метода,
используемого при наличии серьезных
оснований считать стандартное отклонение
постоянным и равным
![]() ,
предусматривает по уровню контроля и
объему партии нахождение по таблице
,
предусматривает по уровню контроля и
объему партии нахождение по таблице![]() кода объема выборки. С помощью этого
кода объема выборки и заданного значения
кода объема выборки. С помощью этого
кода объема выборки и заданного значения![]() из таблиц
из таблиц![]() (см. табл.3.9) получают объем выборки
(см. табл.3.9) получают объем выборки![]() и контрольный норматив
и контрольный норматив![]() .
Далее, взяв случайную выборку, для каждой
единицы продукции, вошедшей в выборку,
измеряют значение показателя качества
.
Далее, взяв случайную выборку, для каждой
единицы продукции, вошедшей в выборку,
измеряют значение показателя качества![]() и вычисляют среднее
и вычисляют среднее![]() .
.

Рис.3.11
График приемки для двустороннего допуска
(![]() метод)
метод)
При этом если для односторонних допусков:
![]() ,
(3.43а)
,
(3.43а)
![]() ,
(3.43б)
,
(3.43б)
то партия принимается.
В
том случае, когда заданы оба предела
поля допуска, то партия принимается,
если одновременно выполняются условия
![]() и
и![]() .
.
Графический
![]() метод
аналогичен графическому
метод
аналогичен графическому![]() методу.
методу.
Пример
3.16 Пиротехническая
задержка по времени должна составлять
от 4 до 9 с. Произведенная продукция
контролируется партиями по 1000 изделий:
уровень контроля
![]() ,
нормальный контроль:
,
нормальный контроль:![]() - для нижнего предела поля допуска и
- для нижнего предела поля допуска и![]() - для верхнего предела.
- для верхнего предела.
Из
табл.3.8 видно, что для такого размера
партии код -
![]() .
Из табл.3.9 видно, что для
.
Из табл.3.9 видно, что для![]() метода
объем выборки равен 35, а верхний и нижний
контрольные нормативы равны
метода
объем выборки равен 35, а верхний и нижний
контрольные нормативы равны![]() и
и![]() соответственно.
соответственно.
Допустим, время задержки в выборке распределяется следующим образом:
|
6.95 |
6.04 |
6.68 |
6.63 |
6.65 |
|
6.40 |
6.44 |
6.34 |
6.04 |
6.15 |
|
6.44 |
7.15 |
6.70 |
6.59 |
6.51 |
|
6.35 |
7.17 |
6.83 |
6.25 |
6.96 |
|
6.80 |
5.84 |
6.15 |
6.25 |
6.57 |
|
6.52 |
6.59 |
6.86 |
6.57 |
6.91 |
|
6.29 |
6.63 |
6.70 |
6.67 |
6.67 |
Таблица
3.9 Одноступенчатые выборочные планы
для нормального контроля (основная
таблица):
![]() метод
метод

Требуется определить соответствие критериям приемки.
|
Необходимая информация: |
Полученные значения: |
|
Объем
выборки,
|
35 |
|
Среднее
выборки,
|
6.55 |
|
Стандартное
отклонение,
|
0.31 |
|
Верхнее
предельное значение,
|
9.0 |
|
Нижнее
предельное значение,
|
4 |
|
Верхняя
статистика качества,
|
7.90 |
|
Нижняя
статистика качества,
|
8.22 |
|
Верхний
контрольный норматив,
|
1.57 |
|
Нижний
контрольный норматив,
|
2.54 |
|
Критерий
приемки равен:
|
7.90>1.57 и 8.22>1.57 |
|
Данная партия отвечает критериям приемки и может быть принята. | |