

3.9. Склонность сплавов к насыщению газами и образованию газовой пористости
Под склонностью сплавов к насыщению газами понимается их способность к растворению газов, образованию растворов внедрения при нагреве и расплавлении и их выделению из сплава при охлаждении и затвердевании.
Следствием выделения газов при затвердевании отливок является образование газовой пористости и сильное снижение механических свойств. Поэтому литейщики разрабатывают технологический процесс изготовления отливок с учетом склонности сплавов к насыщению газами.
Растворимость газа в сплаве обычно оценивается величиной Q, см3/100 г. Одним из важнейших факторов, влияющих на рас-творимость газов в сплавах, является температура. При этом растворимость газов для большинства металлов и сплавов от температуры подчиняется обобщенной зависимости (рис. 1.28).
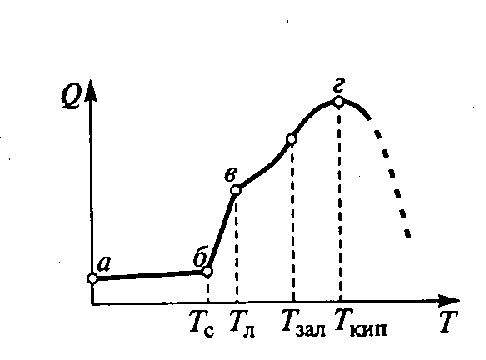
Рис. 1.28. Зависимость растворимости газов в металлах от температуру
При нагреве твердого сплава (до температур солидуса Тс — участок аб на рис. 1.28) поглощение газов незначительное. При нагреве в интервале температур кристаллизации (участок бв) наблюдается резкое (скачкообразное) увеличение растворимости.
Этот факт является существенным при образовании газовой пористости. После расплавления при температуре ликвидуса Тл растворимость газа продолжает увеличиваться до температуры заливки Тзал и выше вплоть до начала кипения при температуре Ткип (точка г). Когда металл начинает кипеть, выделяющиеся пары предохраняют его от насыщения внешними газами, и растворимость газов в металле резко снижается.
Описанная зависимость связана с тем, что растворение газов в металлах в большинстве случаев является эндотермическим процессом. Однако для некоторых металлов (титан, цирконий, ванадий и др.) при повышении температуры наблюдается обратная картина уменьшения растворимости в твердом состоянии. Следует обратить внимание и на то, что взаимодействие титана с водородом имеет обратимый характер, что используется в водородной технологии изготовления титановых отливок.
Другим фактором, влияющим на растворимость газов, является их парциальное давление: с увеличением давления растворимость увеличивается. Для оценки растворимости Q газов при Т= const чаще всего используется закон Сивертса:
 (26)
(26)
где k — коэффициент пропорциональности; р — парциальное давление газа.
Совместное влияние температуры перегретых выше температуры плавления металлов и давления водорода на его растворимость в них может быть описано следующим уравнением:
 (27)
(27)
где Т — температура; А и В — коэффициенты.
Существенное влияние на растворимость газов в металлах оказывает размерный фактор атомов металла и растворяющегося газа. С этим, например, связывается различная растворимость азота и водорода, сильно различающихся по размерам атомов (у азота они существенно больше).
Растворение газов зависит, как это следует из рис. 1.28, от агрегатного состояния, а также от интенсивности перемешивания в плавильном агрегате, характера движения потока жидкого металла. При движении мелкими струйками или каплями в газовой среде растворяется больше газа, чем при движении потока газа над расплавленным металлом, находящимся под слоем шлака. Турбулентный поток металла захватывает и растворяет при прочих равных условиях больше газа, чем ламинарный.
По своей природе и свойствам растворы внедрения газов в жидких и твердых металлах ничем не отличаются от других растворов. Обычно концентрация газов незначительная, и растворы являются разбавленными.
Влияние растворенных газов на свойства сплава также не отличается от влияния других элементов, образующих твердые растворы внедрения: с увеличением концентрации повышается твердость, снижается пластичность. Прочность первоначально растет, но при развитии хрупкости — снижается, что является решающим при определении допустимого содержания газов в сплаве.
Процесс растворения складывается из адсорбции газа на поверхности, диссоциации газа на атомы, перехода атомарного газа с поверхности в объем металла и выравнивания концентрации за счет диффузии.
Условия
выделения газов из раствора и образования
газовой пористости. Если
газ находится в растворе, то образование
пористости в металле не происходит.
Однако при изготовлении отливок
температура металла понижается, и в
соответствии
с зависимостью на рис. 1.28 растворимость
уменьшается и газ будет выделяться
из раствора. Еще Д.К.Чернов показал, что
независимо от происхождения газа
газовые пузырьки могут образоваться,
если общее давление
 всех
выделяющихся из металла газов будет
больше суммы внешних давлений
всех
выделяющихся из металла газов будет
больше суммы внешних давлений
 т.е.
т.е.
 >
>
Общее давление всех выделяющихся газов складывается из парциальных давлений растворенных газов:

Сумма внешних давлений находится из уравнения
 (27)
(27)
где
 — давление
над поверхностью металла;
— давление
над поверхностью металла;
 —
гидростатическое
давление металла;
—
гидростатическое
давление металла; — поверхностное натяжение; r
—
радиус газового пузырька.
— поверхностное натяжение; r
—
радиус газового пузырька.
Анализируя приведенные уравнения, можно заключить, что при прочих равных условиях повышенное давление над поверхностью металла препятствует удалению газов из металла и образованию пористости. Примером может служить способ литья в автоклаве, когда затвердевание отливок происходит при повышенном давлении и растворенный газ фиксируется в твердом растворе.
Точно так же действует и увеличение гидростатического напора.
При
вакуумировании, наоборот, уменьшается, и выделение газов
происходит энергичнее.
уменьшается, и выделение газов
происходит энергичнее.
Следует обратить внимание на последний член уравнения (27). Если радиус пузырька r равен нулю, то давление, необходимое для его возникновения, становится бесконечным. Поэтому следует признать, что образование пузырьков происходит на твердых поверхностях в виде гетерогенных зародышей, так как в реальных расплавах всегда есть посторонние примеси. Кроме того, выделению газа способствуют объемные изменения при кристаллизации сплава.
Механизм выделения газа и возникновения газовой пористости можно представить следующим образом. Кристаллизация залитого сплава начинается от стенок литейной формы. При образовании твердой корки на отливке выделяется значительное количество газов как вследствие уменьшения растворимости из-за понижения температуры, так и особенно из-за перехода жидкого состояния в твердое. Образующиеся пузырьки могут уйти из отливки в атмосферу через прибыль и стояк, в частности если сплав затвердевает при постоянной температуре. Но даже в этом случае уходу газов могут препятствовать плотные оксидные пленки, например А12О3 в алюминиевых сплавах, и затвердевшая корка металла.
С увеличением интервала кристаллизации ширина двухфазной зоны становится больше. В этом случае образовавшийся пузырек при прохождении длинного лабиринта извилистых каналов между дендритами может застрять, образуя газовую пористость, особенно после смыкания дендритов в середине отливки. Рассмотренная выше (подраздел 1.4) усадочная пористость и только что рассмотренная газовая пористость могут возникать во времени как раздельно, так и последовательно. Сначала происходит разрыв жидкой фазы в изолированных пространствах с образованием усадочной поры, давление в которой равно нулю (вакуум). Естественно, что растворенный в оставшейся жидкой фазе газ из-за уменьшения давления и растворимости интенсивно начнет выделяться в такую усадочную пору. Давление в ней начнет повышаться, что служит препятствием для проникновения в пору расплава и способствует увеличению объема пор в отливке. Следовательно, усадочная пористость отливок может носить газоусадочный характер, особенно когда газонасыщенность спла-на невелика.
Усадочную, газовую и газоусадочную пористость можно различить по внешнему виду. Усадочные поры имеют, как правило, шероховатую поверхность и неправильную форму. Газовые поры, наоборот, имеют гладкую поверхность округлой формы. В соответствии со сказанным газоусадочные поры приобретают округлую форму.
Анализ газов, экстрагированных, например, из алюминия и его сплавов, показывает, что доля водорода в них составляет 70...80 %, 10... 15 % - СО, 5...8 % - СО2, 3...5 % - N2 и до 5 % -другие газы. В среднем эти данные применимы и для других сплавов.
Водород образует растворы почти во всех литейных сплавах. В табл. 3.4 приведена растворимость водорода в важнейших металлах при температуре кристаллизации. Следует отметить, что водород, остающийся в твердом растворе внедрения, при некоторых концентрациях резко снижает пластичность и вызывает «водородную хрупкость». Это явление наиболее характерно для высокопрочных сталей и титановых сплавов. Алюминий, несмотря на малую растворимость в нем водорода, весьма склонен к газовой пористости.
Азот растворяется в железе примерно в тех же количествах, что и водород. Однако участие азота в образовании газовой пористости в железных сплавах невелико по сравнению с водородом. С алюминием и магнием азот образует нитриды, хотя в реальных сплавах они особого значения не имеют. С медью азот практически не взаимодействует.
Кислород со всеми металлами образует оксиды, которые присутствуют в виде неметаллических включений. Растворимость кислорода в твердых чистых металлах очень мала.
Аргон и гелий, имея большие размеры атомов, инертны по отношению ко всем металлам.
Причиной насыщения сплавов газами и образования газовой пористости наряду с изменением растворимости в некоторых случаях является выделение газообразных продуктов в процессе протекания реакций в массе металла. Например, при недостаточно раскисленной стали в результате увеличения концентрации углерода и кислорода вблизи границы твердой фазы при кристаллизации протекает реакция
FeO + С = Fe + CO.
Таблица 1.4