

Влияние высоты холостой колоши на процесс плавки в вагранке
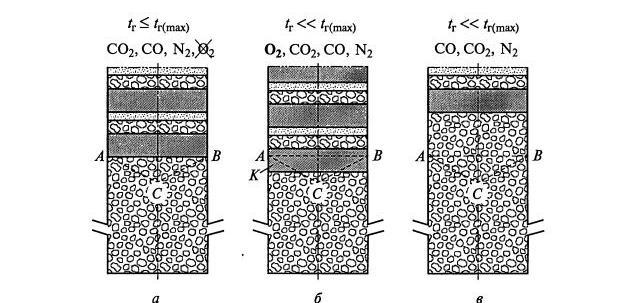
Нормальной считается высота холостой колоши, обеспечивающая максимальную производительность вагранки. Для этого верхняя часть холостой колоши должна быть на уровне основания конуса ABC, изображающего в первом приближении границу между кислородной и редукционной зонами. В этом случае (рис. 10.7, а) плавящиеся куски шихты, расположенные у стенок вагранки, омываются газами, температура которых максимальна. В осевой зоне вагранки плавящиеся куски шихты находятся уже в редукционной зоне, поэтому температура газов здесь уже несколько ниже максимума. В составе газов кроме азота присутствуют С02 и СО. Свободный кислород отсутствует, поэтому угар элементов невелик. При нормальной высоте холостой колоши производительность вагранки максимальная, температура на желобе достигает 1390 °С, а затвердевший шлак имеет стекловидный излом оливко- во-зеленого цвета.
При заниженной холостой колоше (рис. 10.7, б) куски шихты, расположенные у стенок (область К), плавятся в кислородной зоне. Температура газов здесь еще не достигла максимума, и в их составе присутствует свободный кислород. Поэтому производительность вагранки понижена, а угар увеличен по сравнению с работой при нормальной высоте холостой колоши. Высота зоны перегрева снижается, и температура металла на желобе вагранки уменьшается. Увеличенный угар приводит к изменению цвета шлака — из-за повышенного содержания в шлаке МпО и FeO цвет шлака черный.
Рис. 10.7. Влияние
высоты холостой колоши на процесс
плавления шихты: а
— нормальная высота;
б
— заниженная высота;
в —
завышенная высота
а практике снижение высоты холостой колоши можно выявить по сочетанию трех характерных признаков:
снижение температуры металла на желобе;
снижение производительности вагранки;
образование черного шлака.
Для восстановления нормальной высоты холостой колоши делают «пересыпку», т. е. загружают увеличенную рабочую коксовую колошу. Понятно, что действие пересыпки начнется по прошествии некоторого времени, необходимого для схода ее вниз, в пояс плавления. Время «схода колош» зависит от конструкции вагранки и составляет 30...40 мин.
При завышенной холостой колоше (рис. 10.7, в) плавящиеся куски шихты располагаются в редукционной зоне и омываются газами, температура которых значительно ниже максимальной. Поэтому производительность печи падает.
В составе этих газов понижено количество газа-окислителя С02 и повышено количество восстановителя СО. Поэтому угар элементов при плавке несколько снижается.
Высота зоны перегрева повышена, что приводит к увеличению температуры металла на желобе.
При чрезмерно высокой холостой колоше температура газов, выходящих из нее, может оказаться меньше средней температуры плавления шихты. В этом случае плавление приостанавливается, хотя кокс холостой колоши продолжает гореть. Процесс плавления возобновится только после того, как высота холостой колоши опустится ниже уровня точки Б (см. на рис. 10.6).
Это явление используют на практике при организации планового горячего простоя вагранки. Так, например, за 30...40 мин до предвиденного перерыва (в зависимости от времени схода колош в данной вагранке) делают пересыпку, т. е. загружают увеличенную рабочую коксовую колошу. К началу перерыва плавка приостановится вследствие чрезмерной высоты холостой колоши. Крышки на торцах фурм открывают и выключают дутье. При этом горение кокса холостой колоши будет происходить только за счет естественной тяги трубы. Выделяющейся при этом теплоты достаточно только для поддержания температуры в печи («горячий простой»), плавления металла при этом не происходит. К концу планового перерыва высота холостой колоши снизится до нормального уровня и можно продолжить работу в обычном режиме.
Открытие крышек на фурмах при выключении дутья обязательно, так как в противном случае внутри вагранки, при отсутствии движения газов, образуется большая концентрация СО и при возобновлении дутья произойдет взрывное горение этого газа.
Завышение холостой колоши используется также при необходимости перехода в ходе плавки с одного химического состава чугуна на другой. В этом случае металлические колоши шихт первого и второго состава разделяют пересыпкой. В результате этого после проплавления последней металлической колоши первого состава плавление приостанавливается, создавая этим возможность для полного слива из копильника чугуна первого химического состава, и далее, после небольшой паузы, приступают к наплав- лению чугуна нового (второго) состава.