

Изготовление футеровки печи
Футеровка индукционной тигельной печи работает в исключительно напряженных условиях. Она испытывает многократные изменения температуры при плавке и холодных простоях печи, удары шихты при загрузке, химическое воздействие со стороны металла и шлака, ферростатическое давление и размывающее действие металла, который интенсивно перемешивается в печи под действием электромагнитных сил. Перепад температур по толщине стенок футеровки достигает 1000 °С (1400... 1600 °С в слое, контактирующем с расплавом, и около 500 °С в слое, прилегающем к водоохлаждаемому индуктору). Толщина футеровки должна быть минимальной для уменьшения реактивной мощности печи.
Для изготовления тигля печи применяются футеровочные массы. Наибольшее распространение для плавки чугуна получили кислые футеровочные массы на основе кварцитов. Кварцит — это горная порода, состоящая из частиц Si02 размером зерен от 4... 5 мм до пылевидной фракции. Для создания футеровки индукционных тигельных печей природные кварциты высушивают, рассеивают на фракции и затем смешивают таким образом, чтобы получить оптимальную плотность упаковки при уплотнении. Гранулометрический состав футеровочных масс оказывает существенное влияние на стойкость футеровки. При использовании мелких фракций получают хорошее спекание и плотную футеровку, хорошо противостоящую воздействию металла и шлака. Но при этом толщина сыпучего наружного слоя футеровки быстро уменьшается, и увеличивается опасность образования сквозных трещин. При большом количестве крупных фракций плотность футеровки ниже, но сыпучий наружный слой сохраняется дольше. Для футеровки наиболее распространенных на заводах СНГ 30-тонных тигельных печей используется кварцит следующей крупности, %:
Зерна более 2 мм 8... 14
В том числе:
более 3,2 мм До 5
Зерна 0,5...2 мм 37...44
Зерна менее 0,5 мм 46...51
В том числе:
менее 0,1 мм 27...32
Связующим веществом при спекании является порошкообразный гидроксид бора В(ОН)3 (тривиальное название — борная кислота) в количестве около 1 %. Влажность футеровочной массы не должна превышать 0,3 %.
Стенки печей емкостью до 25 т футеруют целиком набивнымй массами, в печах большей емкости прилегающий к индуктору слой выполняют из огнеупорного кирпича, а остальную часть стеноК тигля — из набивной массы.
Основание подины выполняется из фасонных шамотных кирпичей с плотной подгонкой по стыкам. Затем на внутреннюю поверхность индуктора наносят слой кварцитовой обмазки толщиной 10 мм, который после высыхания оклеивают листами теплоизоляционного материала. Уплотнение футеровочной массы производят слоями 70...300 мм. После уплотнения подины на нее устанавливают металлический шаблон и в зазор между шаблоном и обмазкой индуктора засыпают огнеупорную массу. После уплотнения трамбовкой первого слоя его поверхность разрыхляют, засыпают и уплотняют новую порцию огнеупорной массы. Для получения высококачественной набивки высота шаблона не должна превышать 600 мм, поэтому для печей большой емкости шаблон тигля состоит из нескольких частей, устанавливаемых одна на другую последовательно по мере набивки тигля.
Верхняя часть тигля («воротник») выполняется из фасонного кирпича и огнеупорных паст.
Спекание футеровки осуществляют путем разогрева литого шаблона вихревыми токами при включении печи по определенному режиму, указанному в инструкции по эксплуатации печи. В конце спекания шаблон и загруженная шихта расплавляются.
В результате спекания в стенке набивного кварцитового тигля образуются три зоны: сыпучий буферный слой 5, переходный слой 6, в котором масса неполностью спечена, и рабочий спек-
3
4 5 6 7
Рис.
12.6. Схематичный разрез футеровки
индукционной тигельной печи: 1
— межвитковая изоляционная пластина;
2
— трубка индуктора; 3 — обмазка индуктора;
4
— термоизоляционный картон;
5
— сыпучий буферный слой;
6 — переходный
неполностью спекшийся слой; 7 — рабочий
спекшийся слой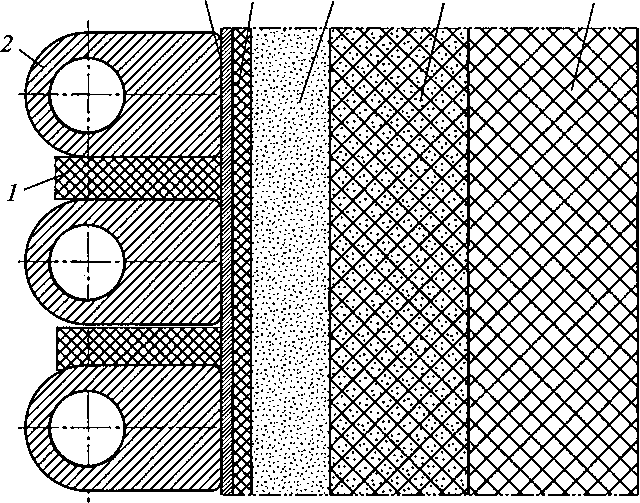
шийся слой 7 (рис. 12.6). Если в процессе плавки образуется трещина в жестком рабочем слое и в полуспекшемся слое, то струйка металла застывает, проникнув до сыпучего буферного слоя. Это позволяет довести плавку до конца и избежать аварии. Стойкость кварцитовой футеровки составляет обычно 2...3 мес.
Нейтральная футеровка (дистенсиллиманитовая) для ИЧТ содержит около 70 % А1203 и 27 % Si02. В качестве связующего применяют гидроксид бора. При нейтральной футеровке практически исключается пригар кремния, а угар марганца и хрома в 1,5 раза ниже, чем в кислой печи. Нейтральная футеровка имеет большие прочность, термостойкость, огнеупорность, но в связи с высокой стоимостью и дефицитностью она применяется значительно реже кварцитовой.