

Составы лигатур для плавки медных сплавов
|
Тип лигатуры |
Содержание легирующего элемента, % |
Температура плавления, ^ПЛ) С |
|
Cu-Mn |
Мп 27 • |
860 |
|
Cu-Be |
Be 5... 15 |
900 |
|
Cu-Si |
Si 16 |
800 |
|
Cu-Sn |
Sn 50 |
780 |
|
Cu-Ni |
Ni 15...33 |
1050... 1080 |
|
Al-Cu-Ni |
A1 50, Ni 10 |
670 |
шихтовых материалов должна обеспечить минимальный угар легирующих элементов.
Как правило, в начале расплавляют основной металл, затем в расплавленную ванну вводят остальные компоненты. Лигатуры добавляют в порядке возрастания активности содержащихся в них элементов.
Защита от атмосферы эффективнее всего осуществляется древесным углем, который наносят на поверхность первой порции металла слоем толщиной 100... 105 мм. При окислении древесного угля образуется слой газа — восстановителя СО. Кроме того, углерод является восстановителем для меди.
В состав покровных флюсов могут входить битое стекло, бура, сода и другие вещества. Расход флюса составляет около 2 % массы металла.
Для плавки сплавов высокой чистоты и бескислородной меди в качестве защитных средств применяют нейтральные газы (аргон и азот) или вакуумную плавку.
Рафинирование. Применение покровных флюсов не ис- ключаетаолностью взаимодействия металла с газовой фазой. Поэтому в металле растворяется водород, происходит окисление меди и легирующих элементов, которые в большинстве своем имеют большее сродство к кислороду, чем медь. Для ошлакования образующихся оксидов с флюсами вводят добавки, состав которых зависит от состава расплавляемой шихты и образующихся при этом оксидов. Так для ошлакования оксидов алюминия и кремния в рафинирующий (или покровно-рафинирующий) флюс вводят соду. Процессы протекают по реакциям:
Na2C03 + Si02 = Na2Si03 + С02, Na2C03 + А1203 = Na2Al204 + С02.
При многократном переплаве оловянистых бронз расплав загрязняется оксидом олова. Для его удаления также используют соду или известняк, а для разжижения шлака добавляют борный ангидрид или буру:
Sn02 + 2Na2C03 + В203 = Na2B204- Na2Sn03 + 2С02
или
Sn02 + 2СаС03 + Na2B407 = Ca2B408 Na2Sn03 + 2С02.
Обработка расплава медной окалиной и кварцевым песком приводит к ошлакованию железа:
3FeO + Cu20 = Fe304 + 2Cu, 2Fe304 + 4Si02 + 4Cu = 3Fe2Si04 + Cu4Si04.
Дегазация расплава может проводиться продувкой азотом, хлором или аргоном. При этом происходит всплытие неметаллических включений. Расход газа на 1 т металла составляет 0,05... 0,5 м3 при давлении около 0,02 МПа и продолжительности продувки 5... 10 мин.
Гексахлорэтан для дегазации медных сплавов используется так же эффективно, как и для алюминиевых сплавов.
Фильтрация через зернистые и сетчатые фильтры является эффективным способом рафинирования сплавов на основе меди. В качестве зернистых фильтрующих материалов применяют магнезит, алунд, плавленые фториды кальция и магния. Фильтрация происходит через слой фильтрующего материала толщиной 100 мм после предварительного прогрева до 700...800°С. Размер зерен фильтра 5... 10 мм. Сетчатые фильтры изготовляют из кварцевых или графитовых нитей или из молибдена.
Вакуумирование при остаточном давлении 9,3 кПа (70 мм рт. ст.) обычно проводится в ковше. Вакуумирование не применяется для латуней и нейзильберов, так как это приводит к большим потерям цинка.
Перегрев может использоваться для дегазации латуней. Метод основан на том, что при повышении температуры интенсифицируется процесс испарения цинка. Пары цинка, выходя из металла, производят дегазирующее и флотирующее действие.
Раскисление. Наибольшее распространение в качестве раскислителя для бронз получила фосфористая медь, содержащая около 10 % фосфора. Ее вводят в расплав (расход фосфористой меди 0,3... 0,5 %). В результате реакции
5Cu20 + 2Р = Р205 + ЮСи
образуются пары фосфорного ангидрида, способствующие удалению неметаллических включений. Раскисление фосфористой медью приводит к снижению электропроводности меди. В тех случаях, когда это нежелательно, раскисление проводят более дорогими раскислителями — литием, кальцием и калием.
Модифицирование. Медные сплавы модифицируют с целью измельчения зерна и нейтрализации вредных примесей. Для измельчения зерна вводят 0,002... 0,1 % тугоплавких элементов Ti, V, Zr, Mo, W, В в виде лигатур при температуре 1200... 1250°С. Для нейтрализации вредного действия Bi, Sb, As и Pb модифицирование ведут кальцием, церием или цирконием.
15.5. Плавка сплавов на основе никеля
Никель относится к тяжелым цветным металлам с плотностью 8,9 кг/дм3 и температурой плавления ^ = 1453 °С. Энтальпия расплава никеля (1100 кДж/кг) несколько больше, чем чугуна, а удельное электрическое сопротивление (около 1,1 Омм) немного ниже. При нагреве свыше 500 °С в открытых печах чистый никель покрывается плотной защитной пленкой NiO. Сплавы никеля содержат элементы, имеющие большее сродство к кислороду, которые вступают во взаимодействие с моноксидом никеля по реакциям типа:
NiO + Me = MeO + Ni.
Образующиеся при этом оксиды нарушают целостность защитной пленки NiO, что приводит к дальнейшему окислению никеля и легирующих элементов, а также к растворению в расплаве водорода и азота. Поэтому плавку жаропрочных и жаростойких сплавов никеля, содержащих наиболее активные элементы (алюминий, титан и ванадий), ведут в индукционных вакуумных печах. Остальные сплавы плавят под покровными флюсами.
Наибольшее распространение получили тигельные индукционные печи с шамотно-графитовым тиглем. В качестве флюса используют смеси, содержащие СаО, Si02, CaF2, MgF2 и другие соединения, а также древесный уголь и битое стекло. Толщина покровного флюса в течение плавки должна поддерживаться на уровне 100... 150 мм.
Компоненты шихты — никель, медь, возврат и лом — загружают под флюс одновременно. При плавке нейзильбера цинк вводят после расплавления всей шихты.
Раскисление безуглеродистых сплавов никеля производят кремнием, марганцем и магнием. Для остальных сплавов используется углерод в виде электродного боя или лигатуры Ni—С, содержащей 1,5...2% С.
15.6. Плавка титановых сплавов
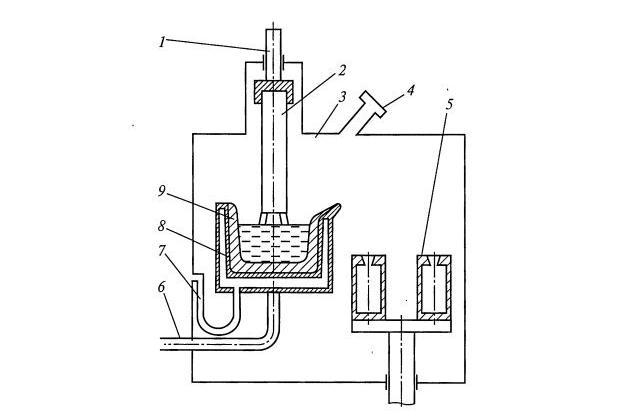
Рис. 15.3. Схема вакуумной дуговой печи с расходуемым электродом для
плавки титановых сплавов: 1 — электрододержатель; 2 — расходуемый электрод; 3 — вакуумная камера; 4 — смотровое окошко; 5 — литейные формы; 6 — токоподвод к тиглю; 7 — шланг подачи воды; 8 — медный водоохлаждаемый тигель; 9 — гарнисаж
Титан относится к легким (р = 4,5 кг/дм3) тугоплавким (^ = = 1668 °С) металлам. Теплопроводность расплава титана в 20 раз меньше, чем меди. Удельное электрическое сопротивление титана 0,61-10"6 Ом-м. По сравнению со сталью удельная теплота кристаллизации титана (419 кДж/кг) в 1,6 раза больше. Титан и его сплавы в жидком состоянии имеют чрезвычайно высокую химическую активность. Титан реагирует с кислородом, азотом, водородом,
вступает во взаимодействие с различными оксидами, образующими огнеупорные материалы, и восстанавливает их. Кроме того, расплав титана растворяет углерод графитового тигля, что приводит к резкому снижению пластичности сплавов. Поэтому титан нельзя плавить в печах, футерованных обычными огнеупорами. Для выплавки качественных титановых сплавов необходимо исключить взаимодействие металла с футеровкой и газовой фазой. Поэтому плавку ведут в вакуумных гарнисажных дуговых печах с расходуемым (рис. 15.3) или нерасходуемым электродом.
В
первом случае в вакуумную камеру 3
помещают медный водоохлаждаемый
тигель <?, расходуемый электрод
2
и литейные формы 5. Расходуемый
электрод представляет собой шихтовой
слиток титана или пруток, спрессованный
из титанового порошка. После вакуумирования
печи зажигают электрическую дугу между
электродом и дном тигля и прогревают
тигель и электрод на малой мощности.
При повышении мощности до рабочих ее
значений происходит плавление
расходуемого электрода, расплавленный
металл постепенно заполняет тигель.
По мере оплавления расходуемого
электрода он автоматически опускается
вниз электродо- держателем 1. В связи
с высокой теплопроводностью медного
во- доохлаждаемого тигля на его стенках
образуется слой затвердевшего
расплава толщиной 10... 15 мм, который
является своего рода футеровкой и
называется
гарнисажем 9.
В современных плавильных установках изменение мощности дуги в процессе плавки происходит по заранее разработанной программе, реализуемой с помощью компьютера.
Для низколегированного титана марок BT5JI, BT6JI и др. положительные результаты дает модифицирование бором или карбидом бора в количестве 0,007...0,01 %.
Если для плавки используют слиток заданного состава, то в слитке высверливают отверстие и в него закладывают модификатор.
Отверстие затем заделывают титановой пробкой, чтобы модификатор не выпал раньше времени. Место расположения модификатора выбирают таким образом, чтобы модификатор попал в ванну жидкого металла за 40...60 с до окончания плавки. Общее время от введения модификатора до начала затвердевания отливки не должно превышать 150... 180 с.
Для наблюдения за ходом плавки предусмотрено окошко 8. Готовый металл заливают в формы при повороте печи.