

Литейные сплавы цветных металлов
6.1. Алюминиевые сплавы
Алюминиевые литейные сплавы обладают высокой удельной прочностью (ав/р) (большей, чем у углеродистых сталей), высокой коррозионной стойкостью, достаточно высокими тепло- и электропроводностью.
Кроме того, сплавы на основе алюминия имеют хорошие технологические литейные свойства, легко обрабатываются.
Именно этими обстоятельствами объясняется применение алюминиевых сплавов во всех отраслях промышленности, особенно в авиации и автостроении.
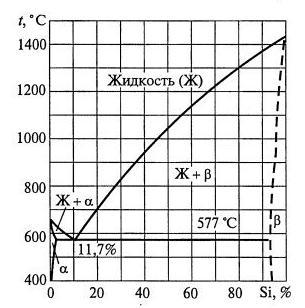
Рис. 6.1. Диаграмма состояния А1 - Si
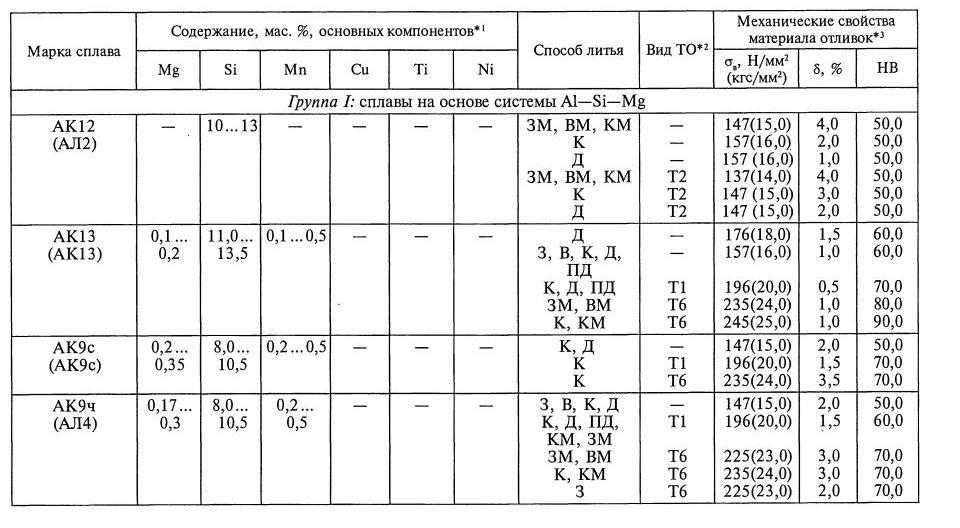
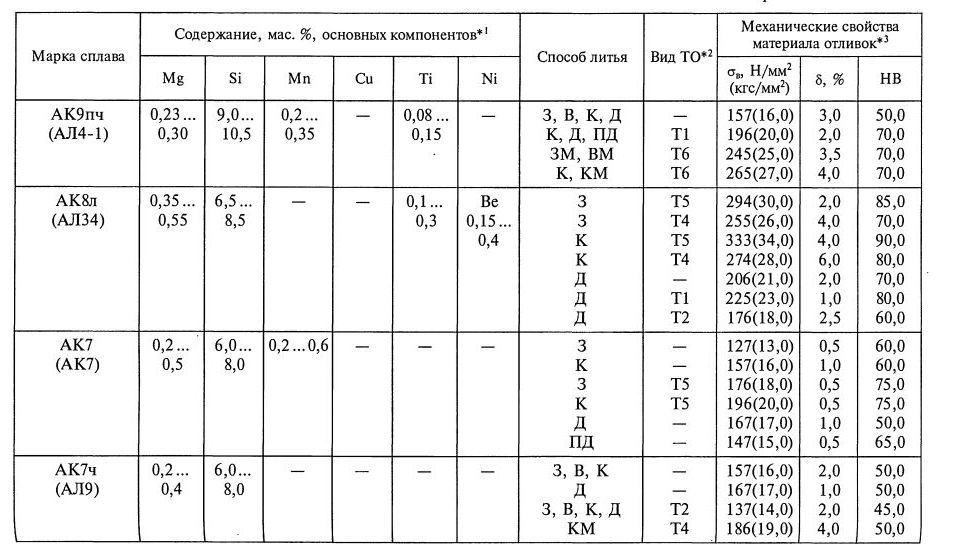
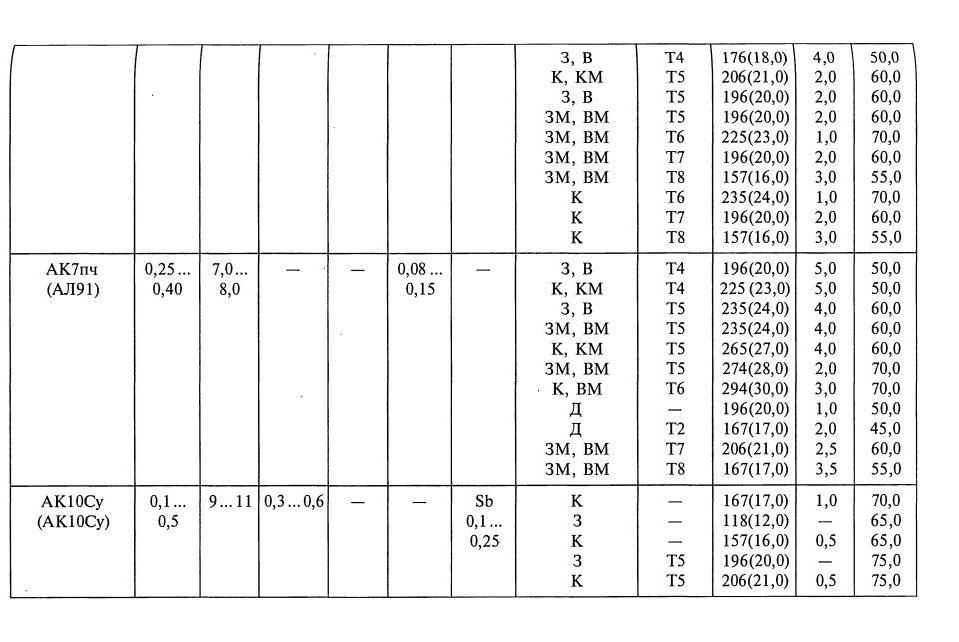
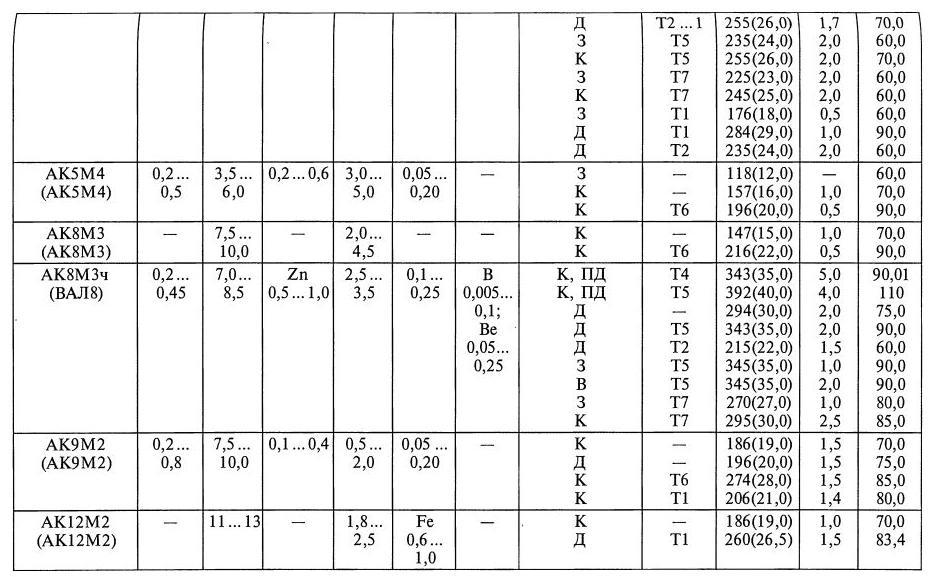
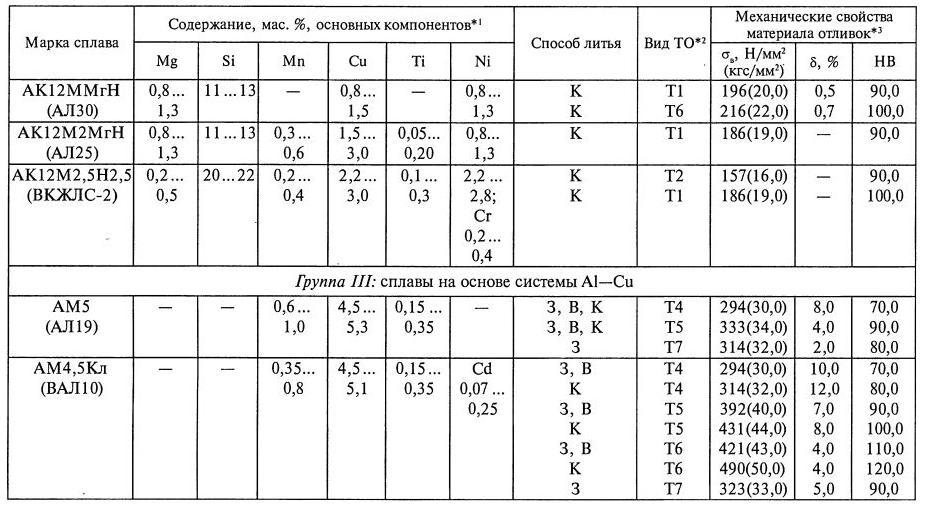
Классификация литейных сплавов приведена в ГОСТ 1583— 93, в соответствии с которым они подразделяются на пять групп (в табл. 6.1 приведены их химический состав и механические свойства):
- сплавы на основе системы А1- Si-Mg;
- сплавы на основе системы А1-Si -Си;
- сплавы на основе системы А1 -Си;
- сплавы на основе системы А1-Mg;
- сплавы на основе системы А1-Э (прочие элементы, явля-
Сплавы I и II групп. Данные сплавы являются наиболее распространенными и называются «силуминами». Их можно подразделить на простые силумины (AJI2) и специальные силумины, содержащие кроме А1 и Si дополнительно Mg (десятые доли процента) или совместно Mg (в тех же количествах) и Си.
Для изготовления
отливок используют доэтвектические
(до 9 % Si)
и заэвтектические (до 25 % Si)
сплавы (рис. 6.1)- Как видно из диаграммы
фазового равновесия системыХимический состав и механические свойства алюминиевых литейных сплавов по гост 1583—93

|
Марка сплава |
Содержание, мае. %, основных компонентов11 |
Способ литья |
Вид ТО*2 |
Механические свойства материала отливок*3 | ||||||||||
|
Mg |
Si |
Mn |
Си |
Ti |
Ni |
ав, Н/мм2 (кгс/мм2) |
5, % |
НВ | ||||||
|
АК9Ц6 (АК9Ц6р) |
0,35... 0,55/ 0,3... 0,5 |
8,0... 10,0 |
0,1...0,6 |
0,3... 1,5 |
Zn 5,0... 7,0 |
Fe 0,3... 1,0 |
3 К, д _ |
— |
147(15,0) 167(17,0) |
0,8 0,8 |
70,0 80,0 | |||
|
АЦМг (AJI24) |
1,55... 2,05/ 1,5... 2,0 |
|
0,2...0,5 |
Zn 3,5... 4,5 |
0,1... 0,2 |
|
3, в 3, В |
Т5 |
216(22,0) 265(27,0) |
2,0 2,0 |
60,0 70,0 | |||
Примечания: 1. Обозначение в марках сплавов: ч — чистый; пч — повышенной чистоты; оч — особой чистоты; л — литейные сплавы; с — селективный. В скобках приведены марки сплавов по ГОСТ 1583, ОСТ 48—178 и по техническим условиям для отливок.
Условные обозначения способов литья: 3 — литье в песчаные формы; В — литье по выплавляемым моделям; К — литье в кокиль; Д — литье под давлением; ПД — литье с кристаллизацией под давлением (жидкая штамповка); О — литье в оболочковые формы; М — сплав подвергается модифицированию.
Условные обозначения видов термической обработки (ТО):
Т1 — искусственное старение без предварительной закалки; Т2 — отжиг; Т4 — закалка; Т5 — закалка и кратковременное (неполное) искусственное старение; Т6 — закалка и полное искусственное старение; Т7 — закалка и стабилизирующий отпуск; Т8 — закалка и смягчающий отпуск.
В
заказе, в конструкторской документации,
при маркировке отливок допускается
указывать марку сплава без дополнительного
обозначения марки в скобках или марку,
обозначенную в скобках.
Al-Si,
эвтектика содержит 11,7% Si
и состоит из твердого раствора
кремния в алюминии. Максимальная
растворимость кремния в алюминии
составляет 1,65 % при эвтектической
температуре 577 °С.
По мере увеличения в доэвтектических сплавах содержания кремния в их структуре возрастает количество эвтектики и улучшаются литейные свойства.
Обычная структура доэвтектических силуминов состоит из дендритов твердого раствора кремния в алюминии и эвтектики: твердый раствор - кремний. Крупные выделения пластинок кремния в эвтектике, являясь концентраторами напряжений, сильно снижают пластичность сплава (подобно крупным пластинкам графита в чугуне). ^Цля измельчения включений кремния сплавы модифицируют солями натрия (NaF + NaCl). Эффект модифицирования тем больше, чем выше содержание кремния, так как модификатор действует только на кремний. В сплавах, содержащих менее 8 % Si, применение модифицирования теряет смысл, так как улучшение свойств незначительное и может перекрываться влиянием скорости охлаждения.
К простым двойным силуминам относится только один сплав AJI2 (АК12). Из-за отсутствия в составе интерметаллидов он является нетермообрабатываемым, но обязательно модифицированным.
В специальных силуминах (AJI4, AJI9, AJI34) при введении в них магния образуется интерметаллид Mg2Si, который является упрочняющей фазой. В литом состоянии крупные выделения Mg2Si располагаются по границам зерен, придавая сплаву хрупкость. Для измельчения структуры и увеличения пластических свойств отливки из специальных силуминов подвергают закалке и искусственному старению.
В сплавы AJI5, АЛ32, ВАЛ8, АК5М2, АК5М7, АК6М2, АК5М4, АК8МЗ, АК9М2 дополнительно с магнием вводится медь от 1 до 7 %. При этом появляются новые упрочняющие фазы, в частности интерметаллид СиА12. Как уже отмечалось выше, сплавы с уменьшенным содержанием кремния не модифицируют, а подвергают термической обработке.
Эвтектические специальные силумины (AJI25, АЛЗО, АК12М2) содержат дополнительно 1,0...2,0% Ni, повышающего их жаростойкость. Взамен эвтектических силуминов разработаны сплавы, называемые «никалинами», в которых в качестве второй фазы эвтектики содержатся соединения А13№. Такая эвтектика обладает более дисперсным строением и более высокой температурой плавления (640 против 577 °С) по сравнению с алюминиево-кремни- евой. Заэвтектический силумин АК21М2,5Н2,5 (ВКЖЛС-2) характеризуется хорошими антифрикционными, антикоррозионными свойствами и низким температурным коэффициентом линейного расширения (у кремния он меньше, чем у алюминия).
Измельчение первичных кристаллов кремния осуществляется модифицированием жидкого расплава фосфором в виде фосфористой меди, пятихлористого фосфора, в виде смеси красного фосфора, фтортитана и хлористого кальция. В отличие от доэвтектических и эвтектических силуминов, в которых фосфор является вредной примесью, в заэвтектических силуминах он действует подобно модификатору. С алюминием фосфор образует мелкие нерастворимые в расплаве частицы, которые служат центрами кристаллизации для кремния. Для получения мелкозернистой структуры в расплав вводится от 0,025 до 0,15 % Р.
В настоящее время заэвтектические силумины начинают широко применять для изготовления поршней, головок блоков и блоков цилиндров, тормозных барабанов и др.
Сплавы III группы. Сплавы на основе системы А1-Сu можно отнести к числу первых промышленных алюминиевых сплавов, но их количество в настоящее время невелико. Для анализа сплавов используется левый (алюминиевый) угол диаграммы состояния А1-Сu до первого химического соединения СuА12 (рис. 6.2). Следует отметить низкую температуру (548 °С) образования эвтектики с содержанием 33 % Си и, как следствие, широкий интервал кристаллизации. Предельная растворимость при эвтектической температуре составляет Ср = 5,65 % Си, и практически нулевая растворимость наблюдается при комнатной температуре.
Сплавы AJI19 содержат также марганец и титан, которые образуют интерметаллидные фазы, в частности TiAl3. Эти фазы совместно с CuA12 формируют твердый каркас по границам дендритных зерен и придают сплаву повышенную жаростойкость.
Сплав ВАЛ 10 кроме меди и титана содержит кадмий в количестве 0,07...0,25 % и имеет более сложный, чем сплав АЛ 19, фазовый состав, и также обладает повышенной жаростойкостью.
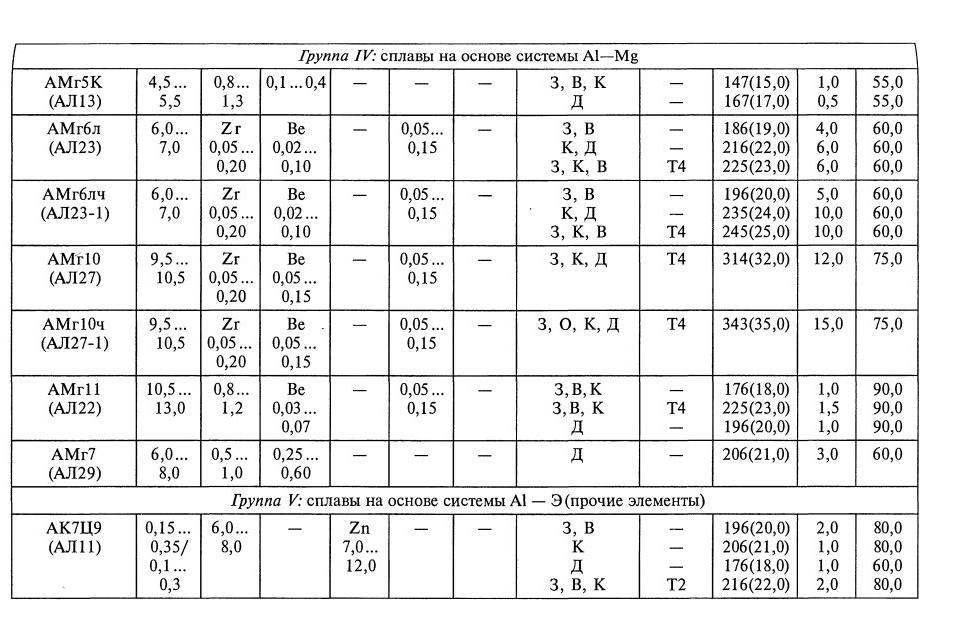
Сплавы IV группы. Более многочисленна по числу сплавов IV группа на основе системы А1-Mg (рис. 6.3). Магний хорошо растворим в алюминии (Ср = 15,35 %). Для сплавов характерна низкая (449 °С) температура эвтектики и, как следствие, широкий интервал кристаллизации (температура плавления магния 651 °С); при Ср = 15,35 % Mg интервал кристаллизации составляет 150 °С. Эвтектика почти целиком состоит из интерметаллида Al3Mg2, обладает высокой хрупкостью и практически не применима.
Рис. 6.2. Диаграмма
состояния Al-Cu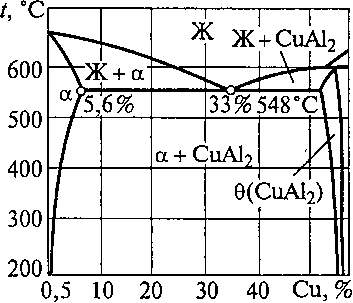
Рис.
6.3. Диаграмма состояния А1—Mg
нии Mg свыше 11% резко уменьшается их пластичность. Поэтому именно в этих пределах используется концентрация магния в промышленных сплавах системы А1-Mg, которые выделяются из всех литейных алюминиевых сплавов наиболее высокой прочностью и пластичностью, но самой низкой жаропрочностью. Максимальная рабочая температура не превышает 100... 120 °С при условии, что вводят добавки кремния, несколько повышающие жаропрочность.
Сплавы AJI13, AJI23, AJI28 применяют без термической обработки. Только для сплава AJI23 при литье в песчано-глинистые и металлические формы и при литье по выплавляемым моделям применяют закалку.
В некоторые сплавы (AJI23, AJI27) вводят добавки титана и циркония, которые образуют тугоплавкие интерметаллиды TiAl3, ZrAl3 и являются модификаторами. Добавку бериллия вводят для уменьшения окисляемости сплавов.
Широкое распространение сплавов IV группы сильно затруднено из-за низких (см. далее на с. 142) литейных свойств.
Сплавы V группы. К V группе сплавов относятся цинковистые силумины (AJI11), содержащие 6...8% Si и 7... 12% Zn, а также сплав АК9Ц6р. Сплавы этой группы имеют сравнительно высокие механические свойства (выше, чем у сплава AJI2) и способны самозакаливаться (левый алюминиевый угол диаграммы состояния А1-Zn на рис. 6.4). Основным недостатком цинковых силуминов является их повышенная плотность (2900...3100 кг/м3).
Особенности литейных свойств алюминиевых сплавов. Литейные свойства алюминиевых сплавов, как и других сплавов, определяются интервалом кристаллизации.
о 20 40 60 80 Zn,
%
Рис.
6.4. Часть двойной диаграммы состояния
А1-Zn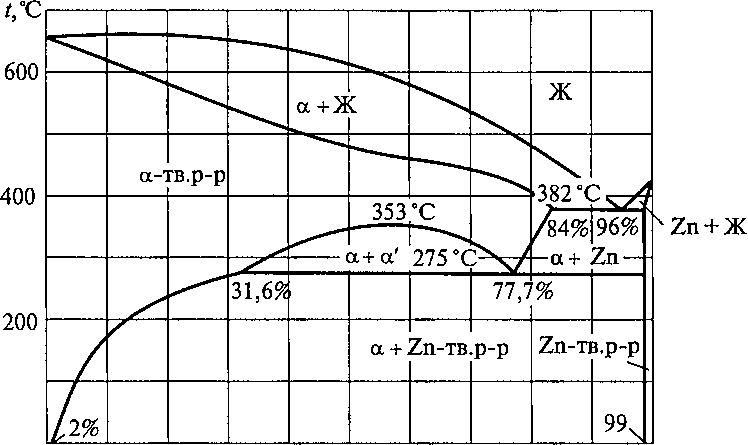
Сплавы I и II групп, как правило, имеют интервал кристаллизации, меньший или равный 50 °С, поэтому обладают высокой жидкотекучестью, хорошей стойкостью против горячих и холодных трещин, склонны к сосредоточенным усадочным раковинам. В отличие от них сплавы III, IV и V групп имеют широкий интервал кристаллизации, низкую жидкотекучесть, при литье в металлические формы склонны к горячим трещинам, к образованию усадочной пористости и ликвации.
Высокой склонностью к газонасыщению (особенно водородом) и образованию газовой и газоусадочной пористости характеризуются все алюминиевые сплавы, особенно сплавы А1-Mg (IV группа).
Именно для алюминиевых сплавов А. А. Бочваром и А. Г. Спасским был предложен способ литья в автоклаве для уменьшения газовой пористости в отливках и повышения их плотности.
Повышенная окисляемость в расплавленном состоянии, а также взаимодействие с азотом воздуха и парами воды приводят к образованию неметаллических включений и оксидных плен, что требует дегазации, фильтрации расплавов и тщательного конструирования литниковых систем для спокойного заполнения формы.
6.2. Магниевые сплавы
Магниевые сплавы обладают рядом положительных свойств, в числе которых:
малая плотность (1738 кг/м3) и меньший вес деталей из них: по сравнению с алюминиевыми сплавами на 20...30%, а со сталью и чугуном на 50...75 %;
высокая удельная (ав/р) прочность, выраженная способность воспринимать ударные вибрационные нагрузки и высокое сопротивление усталости;
отличная обрабатываемость резанием, значительно превышающая таковую как для алюминиевых, так и особенно для медных сплавов и стали.
Магниевые сплавы как высокопрочные конструкционные сплавы применяются в тех случаях, когда выигрыш в весе имеет важное значение (авиация, ракетостроение, автомобилестроение и др.). Из них могут изготовлять корпусные детали, так как магниевые сплавы обладают высокой демпфирующей способностью.
Магний имеет высокую химическую активность (^ = 651 °С), воспламеняется при температуре 632 °С и горит ослепительно ярким светом. В связи с этим производство отливок из магниевых сплавов в отличие от обычно применяемых приемов для других сплавов требует соблюдения особых правил на всех стадиях технологического процесса. Следует отметить также, что оксидная пленка MgO из-за своей пористости не обладает достаточными защитными свойствами.
Выпускают три марки первичного магния: Мг90, Мг95 и Мг96 (в зависимости от количества примесей - соответственно 0,1, 0,05 и 0,04 %). Вредными примесями для магниевых сплавов являются Fe, Ni, Си. Их содержание не должно превышать, %: Fe 0,08; Ni 0,01; Си 0,1, так как эти элементы сильно снижают коррозионную стойкость.
Химический состав и механические свойства магниевых литейных сплавов по ГОСТ 2856-79 (изм. в 1988 г.) приведены соответственно в табл. 6.2 и 6.3.
Для маркировки литейных магниевых сплавов используют буквы «МЛ» (магниевый литейный) и число, обозначающее номер сплава; буквы в конце марки указывают на следующее: «он» - общее назначение сплава, «пч» - его повышенная чистота.
В основном магниевые сплавы относятся к системам Mg-А1- Zn (МЛЗ, МЛ4, МЛ5, МЛ6) и Mg-Zn (МЛ8, МЛ12, МЛ15). При температуре эвтектики 436 °С в магнии растворяется 12 % А1 (правый угол двойной системы А1-Mg на рис. 6.3) и 8,5 % Zn при температуре эвтектики 335 °С (также в двойной системе Mg-Zn), что свидетельствует о широком интервале кристаллизации сплавов этой системы (150...250°С).
Химический состав литейных магниевых сплавов по ГОСТ 2856—79 (изм. в 1988 г.), мае. %
|
Марка сплава |
Основные компоненты (Mg — основа) | |||||||||
|
А1 |
Мп |
Zn |
Zr |
Cd |
In |
IP3M |
La |
Nd |
Y | |
|
млз |
2,5...3,5 |
0,15...0,5 |
0,5... 1,5 |
— |
— |
— |
— |
— |
— |
— |
|
МЛ4 |
5,0...7,0 |
0,15 ...0,5 |
2,0...3,5 |
— |
— |
— |
— |
— |
— |
— |
|
МЛ4пч |
5,0...7,0 |
0,15...0,5 |
2,0...3,5 |
— |
— |
— |
— |
— |
— |
— |
|
МЛ5 |
7,5...9,0 |
0,15 ...0,5 |
0,2...0,8 |
— |
— |
— |
— |
— |
— |
— |
|
МЛ5пч |
7,5 ...9,0 |
0,15...0,5 |
0,2...0,8 |
— |
— |
— |
— |
— |
— |
— |
|
МЛ5он |
7,5 ...9,0 |
0,15 ...0,5 |
0,2...0,8 |
— |
— |
— |
— |
— |
— |
— |
|
МЛ6 |
9,0... 10,2 |
0,1...0,5 |
0,6... 1,2 |
— |
— |
— |
— |
— |
— |
— |
|
МЛ 8 |
— |
— |
5,5 ...6,6 |
0,7... 1,1 |
0,2...0,8 |
— |
— |
— |
— |
— |
|
МЛ9 |
— |
— |
— |
0,4... 1,0 |
— . |
0,2 ...0,8 |
— |
— |
1,9 ...2,6 |
— |
|
МЛ10 |
— |
— |
0,1...0,7 |
0,4... 1,0 |
— |
— |
— |
— |
2,2 ...2,8 |
— |
|
МЛ 11 |
— |
— |
0,2...0,7 |
0,4... 1,0 |
— |
— |
2,5 ...4,0 |
— |
— |
— |
|
МЛ 12 |
— |
— |
4,0...5,0 |
0,6 ...1,1 |
— |
— |
— |
— |
— |
— |
|
МЛ 15 |
— |
— |
4,0...5,0 |
0,7... 1,1 |
— |
— |
— |
0,6... 1,2 |
— |
— |
|
МЛ19 |
— |
— |
0,1...0,6 |
0,4 ...1,0 |
— |
— |
— |
— |
1,6...2,3 |
1,4...2,2 |
Механические свойства* отливок из магниевых сплавов по ГОСТ 2856-79 (изм. в 1988 г.)
|
Марка сплава |
Способ литья |
Вид ТО |
стВ5 Н/мм2 (кгс/мм2) |
стТ5 Н/мм2 (кгс/мм2) |
5 при / = 5d, % |
|
|
|
не менее | |||
|
млз |
3 |
— |
160 (16,0) |
— |
6 |
|
МЛ4 |
3, О, К |
— |
160 (16,0) |
80 (8,0) |
3 |
|
|
3, О, К |
Т4 |
220 (22,0) |
80 (8,0) |
5 |
|
|
3, О, К |
Т6 |
225(22,5) |
100 (10,0) |
2 |
|
МЛ4пч |
3, О, К |
— |
160 (16,0) |
80 (8,0) |
3 |
|
МЛ5 |
3, О, К |
Т4 |
220 (22,0) |
80 (8,0) |
5 |
|
|
3, О, К |
Т6 |
225 (23,0) |
100 (10,0) |
2 |
|
|
3, О, К |
— |
160 (16,0) |
90 (9,0) |
2 |
|
|
3, О, К |
Т2 |
160 (16,0) |
85 (8,5) |
2 |
|
|
3, О, к |
Т4 |
235(23,5) |
90 (9,0) |
5 |
|
|
3, О, к |
Т6 |
235(23,5) |
110 (11,0) |
2 |
|
|
д |
— |
175(17,5) |
110 (11,0) |
1 |
|
МЛ5пч |
3, О, в, г, к |
— |
160 (16,0) |
90 (9,0) |
2 |
|
|
3, О, в, г, к |
Т2 |
160 (16,0) |
85 (8,5) |
2 |
|
|
3, О, в, г, к |
Т4 |
235 (23,5) |
90 (9,0) |
5 |
|
|
3, О, в, г, к |
Т6 |
235(23,5) |
110 (11,0) |
2 |
|
|
д |
— |
175(17,5) |
110 (11,0) |
1 |
|
МЛ 5 он |
3, О, к |
— |
160 (16,0) |
90 (9,0) |
2 |
|
|
3, О, к |
Т4 |
230 (23,0) |
85 (8,5) |
5 |
|
|
3, О, к |
Т6 |
230 (23,0) |
105(10,5) |
2 |
|
МЛ6 |
3, к |
— |
150 (15,0) |
— |
1 |
|
|
3, к |
Т4 |
225(22,5) |
110 (11,0) |
4 |
|
|
3, к |
Т6 |
225 (22,5) |
140 (14,0) |
1 |
|
|
3, к |
Т61 |
230 (23,0) |
140 (14,0) |
1 |
|
МЛ8 |
3, О, к, в, г |
Т6 |
265 (27,0) |
170 (17,0) |
4 |