

1.4. Склонность отливок к образованию усадочных раковин и пористости
Усадка — одно из основных литейных свойств сплавов. Процесс усадки сопровождается рядом явлений, определяющих качество отливки. В первую очередь, к ним следует отнести образование усадочной раковины и усадочной пористости, усадочных напряжений, горячих и холодных трещин, остаточных напряжений, формирование размеров и коробления отливок.
Различают усадку металлов и сплавов и усадку отливок. Под усадкой металлов и сплавов понимают уменьшение (в общем случае изменение) объема и размеров некоторого объема металла или сплава при охлаждении в изотермических (равновесных) условиях, когда температура одинакова в любой точке в каждый данный момент времени. Усадка сплава определяется только его физическими свойствами. Под усадкой отливок понимают уменьшение (в общем случае изменение) объема и размеров отливки из сплава, залитого в реальную литейную форму, охлаждающегося в неизотермических (неравновесных) условиях с неоднородным распределением температуры и находящегося в силовом взаимодействии с нагреваемой формой. Усадка отливки определяется не только свойствами сплава, но и неоднородностью температуры и его взаимодействием с формой. Принято подразделять усадку и сплава, и отливок на объемную и линейную.
Объемная усадка металлов и сплавов. Объемная усадка металлов и сплавов является не литейным, а физическим свойством. Для литейщиков представляет практический интерес не только суммарное изменение объема металла или сплава при их охлаждении, которое собственно и характеризует объемную усадку металлов и сплавов, а его изменение в зависимости от температуры. Поэтому различают: усадку в жидком состоянии, когда температура изменяется от Тзал до Тл (Ткр) (рис. 1.9); усадку затвердевания, когда температура изменяется от Тл до Тс (или Ткр = const, рис. 1.9, а, б), и усадку в твердом состоянии, когда температура изменяется от Тс до Тн (где Тн — температура окружающей среды, цеха). Следует отметить, что коэффициент объемного сжатия металла в жидком состоянии больше, чем для металла в твердом состоянии.
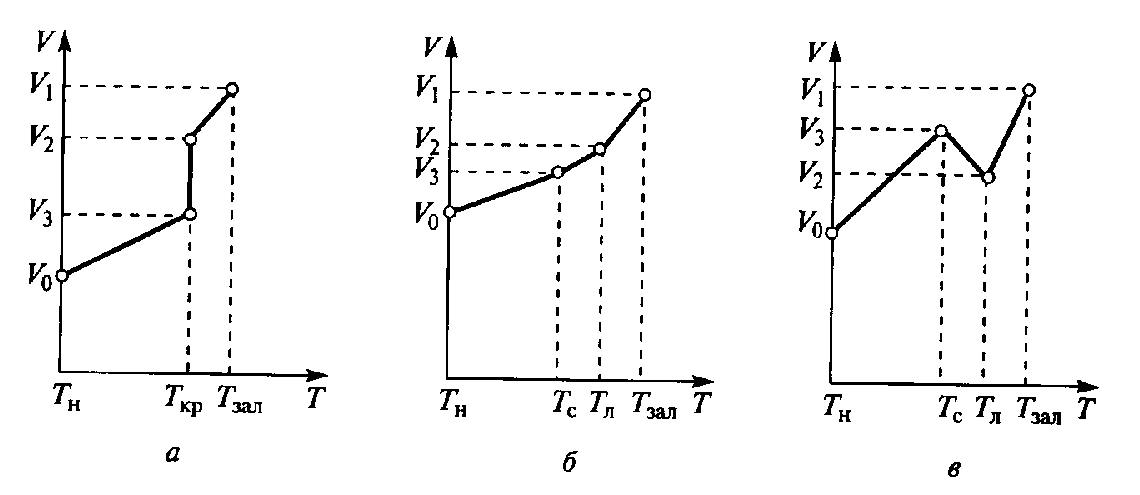
Рис. 1.9. Схема изменения объема при охлаждении для сплавов с Ткр = const (а), Тл - Тс>0 (б) и расширяющихся при затвердевании сплавов (в):
V1, v2, v3 и v0 - объемы сплава при соответствующих температурных условиях
Описанное деление связано с практической необходимостью использовать при расчете прибылей объемную усадку затвердевания, реже суммарную объемную усадку в жидком состоянии и усадку затвердевания.
Прибылью называется дополнительный объем металла, заливаемого в форму и служащего для компенсации уменьшения объема сплава при его охлаждении (в основном при затвердевании) и вывода образующейся раковины из отливки в этот объем.
В определении усадки кроме основного термина «уменьшение» в скобках используется более общий термин «изменение», что связано с возможным увеличением объема при затвердевании (рис. 1.9, в) таких распространенных сплавов, как серые и высокопрочные чугуны, а также таких металлов, как висмут, галлий, сурьма и литий (можно также вспомнить о расширении воды, происходящем при ее замерзании).
Чаще всего объемную усадку выражают в процентах или в долях единицы (в этом случае процентную величину необходимо разделить на 100).
Для схем, приведенных на рис. 1.9, объемная усадка εv сплавов определяется следующими выражениями:V
 —
в
жидком состоянии (индекс «ж»);
—
в
жидком состоянии (индекс «ж»);
 —
затвердевания
(индекс «з»);
—
затвердевания
(индекс «з»);
 — в
твердом состоянии (индекс «тв»),
— в
твердом состоянии (индекс «тв»),
где
 — объем
сплава при Тзал
,
— объем
сплава при Тзал
, — объем
сплава при Тл
(Ткр);
— объем
сплава при Тл
(Ткр);
 —объем
сплава при Тс
(Ткр);
—объем
сплава при Тс
(Ткр);
 — объем сплава после полного, охлаждения.
— объем сплава после полного, охлаждения.
Общая (суммарная) усадка при охлаждении сплава от Тзал до Тн соответственно будет равна
 ,
или
,
или
 .
.
Определение объемной усадки сплавов можно осуществить с помощью пикнометра, гидростатическим, дилатометрическим и другими методами, включая метод гамма-излучения. При этом чаще всего измеряют изменение удельного объема или плотности сплава. Графики изменения плотности в зависимости от температуры представляют зеркальное отображение приведенных на рис. 1.9 графиков изменения объема.

Рис. 1.10. Изменение плотности чугунов:
а — доэвтектического состава; б — эвтектического (околоэвтектического) серого (точки L, S, S’, Е соответствуют фазовому переходу, точка М — см. в тексте)
Зависимости плотности чугунов от температуры приведены на рис. 1.10, которые получены профессором А. С. Басиным методом просвечивания узким пучком гамма-излучения на высокотемпературном гамма-плотномере при медленном охлаждении чугунов с постоянными скоростями (3...5°С/мин).
При
охлаждении доэвтектических чугунов от
температуры Тзал
заливки до температуры Тл
ликвидуса
(точка L
на
рис. 1.10, а)
их
плотность ρ в жидком состоянии изменяется
линейно. При этом термический коэффициент
объемного сжатия чугунов в жидком
состоянии
 практически
не зависит ни от температуры в интервалеТзал...
Тл,
ни
от химического состава и равен (8,5... 11)х
х10-5
К-1.
Следовательно, объемная усадка
доэвтектических чугунов и других
сплавов в жидком состоянии может быть
определена по уравнению
практически
не зависит ни от температуры в интервалеТзал...
Тл,
ни
от химического состава и равен (8,5... 11)х
х10-5
К-1.
Следовательно, объемная усадка
доэвтектических чугунов и других
сплавов в жидком состоянии может быть
определена по уравнению
 (5)
(5)
При Тл начинается кристаллизация первичного аустенита, которая заканчивается при эвтектической температуре ТЕ. Изменение агрегатного состояния сопровождается увеличением плотности и уменьшением объема. При ТЕ= const кристаллизуется эвтектика.
Белые чугуны подчиняются общей закономерности: кристаллизуется аустенито-цементитная эвтектика, плотность возрастает до значения,соответствующего точке S. При дальнейшем охлаждении плотность белого чугуна увеличивается монотонно.
В серых чугунах кристаллизуется аустенито-графитная эвтектика, что сопровождается не уменьшением, а увеличением объема и уменьшением плотности до значения, соответствующего точке S' (рис. 1.10, а). Кроме того, у серых чугунов и после точки S' плотность уменьшается, и происходит расширение, которое заканчивается в точке М. Плотность серого чугуна в точке М минимальна. Интервал температуры Ts... TM составляет 60 К. Это расширение профессор А. С. Басин и другие назвали «постэвтектическим». Из возможных причин постэвтектического расширения были отмечены следующие:
• продолжение кристаллизации эвтектической жидкости с выделением графита и вытеснением остатка расплава. Это следует из рассмотрения квазибинарных разрезов диаграмм состояния многокомпонентных чугунов: под влиянием Si, Mn, S, Р и других элементов процесс эвтектической кристаллизации многокомпонентного чугуна происходит в некотором интервале температур;
• выделение графита из первичного и эвтектического аустенита в твердом состоянии в результате резкого снижения растворимости углерода в аустените сопровождается увеличением объема (уменьшением плотности) чугуна.
При этом авторы считают, что фактор увеличения объема твердого чугуна вследствие выделения графита из аустенита имеет большее значение. Возможно также, что при эвтектической кристаллизации наряду с аустенито-графитной эвтектикой выделяется некоторое количество аустенито-цементитной эвтектики, цементит которой неустойчив и распадается с увеличением объема и уменьшением плотности.
Объемное изменение серого чугуна в процессах LE, ЕМ и LM можно определить (см. рис. 1.10) по уравнениям, аналогичным приведенным ранее:
 ;
; ;
;
Регрессионным анализом были получены приближенные уравнения для определения объемных изменений серого чугуна:
 ;
(6)
;
(6)
 ;
(7)
;
(7)
 .
(8)
.
(8)
Особенность кристаллизации эвтектических двойных сплавов Fe—С и многокомпонентных чугунов заключается в отсутствии скачка плотности (объема) в процессе эвтектического превращения L, S, Е (рис. 1.10, б). При этом усадка не наблюдается, а расширение происходит в некотором интервале температур ниже температуры эвтектического превращения, т.е. расширение является постэвтектическим. Расширение чугунов околоэвтектического состава может достигать 1,7%.
Температуру Тл для доэвтектических чугунов можно определить по уравнению
Тл= 1670- 124С, (9)
где С — содержание углерода (или углеродный эквивалент). Подставив значение Тл в уравнение (8), найдем объемную усадку затвердевания серых доэвтектических чугунов
 .
(10)
.
(10)
Используя уравнения (8) и (10), можно найти, что при Тл = 1480 К и содержании 3,73% углерода объемная усадка затвердевания серого чугуна будет равна нулю, если постэвтектическое расширение не реализуется в изменении наружных размеров. При высоком содержании углерода объемная усадка будет отрицательна.
Сведения об объемных изменениях в жидком состоянии и при затвердевании важнейших металлов приведены в табл. 3.
Таблица 3