

Индукционные канальные печи в чугунолитейном производстве
Схема и принцип действия. Индукционные канальные печи в чугунолитейном производстве используются в качестве миксеров, плавильных печей и заливочных устройств.
Важнейшая конструктивная часть индукционной канальной Печи — индукционная канальная единица, представляет собой трансформатор с железным сердечником (рис. 12.7). Поэтому с электротехнической точки зрения канальная печь является более совершенным агрегатом, чем тигельная — аналог воздушного трансформатора. Индуктор 1 из медной шинки, расположенный вокруг стержня магнитопровода 4, является первичной обмоткой трансформатора. Жидкий металл в подковообразном канале 3 представляет собой единственный виток вторичной обмотки трансформатора. Поскольку этот виток коротко замкнут металлом ванны 2, вторичная обмотка. является одновременно и нагрузкой трансформатора, в которой выделяется теплота. Теплота, выделяющаяся в канале, передается в ванну печи.
Рис.
12.7. Схема индукционной канальной
единицы: 1
— индуктор;
2
— металл в ванне;
3
— металл в канале;
4 —
магнитопровод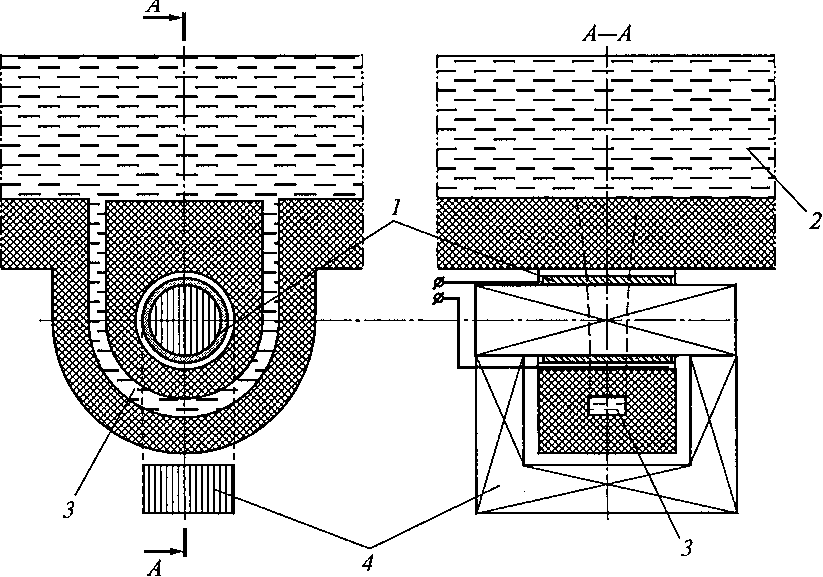
В связи с тем, что электромагнитная связь между первичной и вторичной обмотками осуществляется с помощью магнитопровода, величина магнитного потока рассеяния невелика и cos ср« 0,9. В результате этого потребность в конденсаторах для индукционных чугуноплавильных канальных печей во много раз меньше, чем для тигельных печей.
Современные индукционные канальные единицы имеют специально разработанную форму канала, которая обеспечивает интенсивную одностороннюю циркуляцию в нем металла. Это обеспечивает отсутствие опасного для футеровки перегрева металла в канале даже при мощности канальной единицы 3000 кВт.
Кроме того, отработана технология замены индукционной канальной единицы без полного слива металла из печи. Это позволяет использовать канальные печи не только в качестве миксеров
Рис.
12.8. Индукционный канальный миксер
шахтного типа: 1
— гидроцилиндры;
2 —
сифонный желоб;
3
— съемная крышка;
4
— окно;
5 — крышка
окна;
6—
полость канала; 7— индуктор;
8—
магнитопровод;
9,
77 — отверстия под ось для поворота
печи;
10 —
передняя стойка печи;
12
— задняя стойка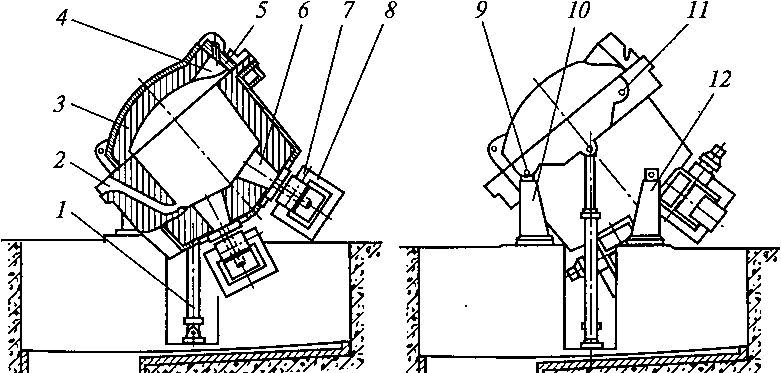
![]()
и заливочных устройств, но и в качестве высокопроизводительных и экономичных чугуноплавильных агрегатов.
На рис. 12.8 показан индукционный канальный миксер емкостью 40 т. Он предназначен для накопления металла, выплавляемого в плавильных печах, усреднения его химического состава и температуры (миксирования), обеспечения перегрева в случае необходимости до заданной температуры и выдачи в транспортные или заливочные ковши.
Рабочее пространство печи имеет цилиндрическую форму с вертикальной осью. Оно закрыто съемной футерованной крышкой 3. Такие печи называют печами шахтного типа. Печь имеет две съемных канальных единицы мощностью по 700 кВт каждая. Слив металла осуществляется через сифонный желоб 2, конструкция которого исключает попадание воздуха в печь и угар металла. Для заливки металла в миксер имеется второй сифонный желоб, расположенный на той же стенке печи (на схеме не показан). Шлак скачивают через окно 4, закрываемое крышкой 5, один раз в две недели. За это время его накапливается около 40 кг. Печь наклоняют с помощью гидроцилиндров 1. Для слива металла печь поворачивают вокруг оси, вставленной в отверстие 9 корпуса печи передней стойки 10. При сливе шлака ось вставляется в отверстия 11 корпуса печи и задней стойки 12. Каналы индукционных единиц сообщаются с ванной печи через полости 6. Каждая канальная единица имеет свой магнитопровод 8 и охлаждаемый воздухом индуктор 7.
Сравнительный анализ эффективности процессов плавки чугуна в современных печах*
|
№ п/п |
Показатель |
Тип печи | ||||||
|
Закрытая вагранка |
Газовая вагранка |
эдп трехфазная |
эдппт |
итп промышленной частоты |
ИТП средней частоты |
ичк | ||
|
1. Условия труда | ||||||||
|
1 |
Уровеньшума, дБ |
80 постоянно |
|
До 100 |
До 92 при расплавлении, 75 после |
30...70 при расплавлении |
|
50...70 при расплавлении |
|
2 |
Содержание в воздухе рабочей зоны при выпуске металла: СО графитовой пыли |
12,1 1,9 |
|
: |
9,1 1,7 |
8,5 1,5- |
|
8,7 1,6 |
|
3 |
Безопасность работы |
Источник взрывоопасности |
Источник электроопасности |
Источник электро- и взрывоопасности |
Источник электроопасности | |||
|
2. Экология | ||||||||
|
4 |
Газообразование, м3/т |
1000 |
— |
— |
40...60 |
4 |
— |
5 |
|
5 |
Содержание пыли в отходящих газах, кг/т |
3...18 |
|
|
3...7 |
0,3 |
|
0,3 |
Наряду с вертикальными (шахтными) индукционными канальными печами существуют горизонтальные (барабанные) печи в
3.
Металлургические возможности
6
Угар,
%
5...7
—
—
3...4 До
2
—
До
2
1
Возможность
переплава стружки
После
брикетирования
—
—
Целесообразно
брикетировать
После
прокалки
—
После
прокалки
8
Возможность
науглероживания
Максимальная
Удовлетворительная
Низкая
Хорошая
9
Возможность
десульфурации
Пригар
серы
Низкая
Максимальная
Хорошая
Низкая
10
Переход
на другой химический состав
Затруднен
Затруднен
Прост
Прост
Затруднен
из-за наличия «болота»
Прост
Затруднен
из-за
наличия «болота»
11
Возможность
микси- рования с учетом расхода
энергии
Нет
Нет
110
кВт-ч/т
110
кВт-ч/т
60
кВт- ч/т
60
кВт-ч/т
До
50 кВт-ч/т
12
Расход
энергии на 1 т жидкого металла
До
350 кВт-ч + + 150 кг кокса
120
м3
природного
газа
550
кВт-ч
520
кВт-ч
550...
640 кВт-ч
500...
600 кВт-ч
475
кВт-ч
13
Удельные
капитальные затраты на 1 т жидкого
металла
Максимальные
Минимальные
Средние
Средние
Выше
средних
Средние
Средние
*
Тип печей: ЭДП — электродуговая печь;
ЭДППТ — то же, постоянного тока; ИТП —
индукционная тигельная печь; ИЧК —
индукционная чугуноплавильная канальная
печь.
форме цилиндра с горизонтальной осью вращения, в торцовых стенках которого имеются сифонные желобы для заливки и вьь пуска металла. Для выпуска металла корпус печи поворачивается на опорных роликах так, чтобы сливной носок оказался ниже уровня металла в ванне печи.