

Растворимость водорода в металлах
|
Металл |
Растворимость, см3/100 г, в фазе | |
|
твердой |
жидкой | |
|
Mg |
18 |
26 |
|
Al |
0.036 |
0,69 |
|
Cu |
4 |
12 |
|
Ni |
18 |
38,8 |
|
Fe |
13,36 |
26,7 |
Другим примером может служить возникновение мелкой рассеянной пористости в медных слитках из-за насыщения металла водородом и кислородом при плавке. При затвердевании металла эти газы взаимодействуют между собой с образованием паров воды, которые, не будучи в состоянии диффундировать через металл, вызывают пористость в слитке.
Определение газонасыщенности сплавов. Содержание газов (Q) в металлах чаще всего определяется в см3/100 г металла, но может быть выражено величиной тг (% массы металла). Для взаимного пересчета можно использовать следующее уравнение:
 ,
(28)
,
(28)
где М — молярная масса металла.
Суммарное содержание всех газов можно определить плавкой образца в вакууме, а состав газов — обычными методами газового анализа. Однако эти методы трудоемки и требуют специальной аппаратуры. Поэтому используют технологические пробы. Наиболее распространенными являются вакуум-проба и проба по появлению первого газового пузырька.
На рис. 1.29 приведена схема установки для определения газонасыщенности сплава по вакуум-пробе.
Под стеклянный колпак 7 устанавливают тигель 8 с металлом и поворотом крана соединяют пространство под колпаком через шланг 3 с ресивером 2, из которого предварительно откачивают воздух вакуумным насосом 1.
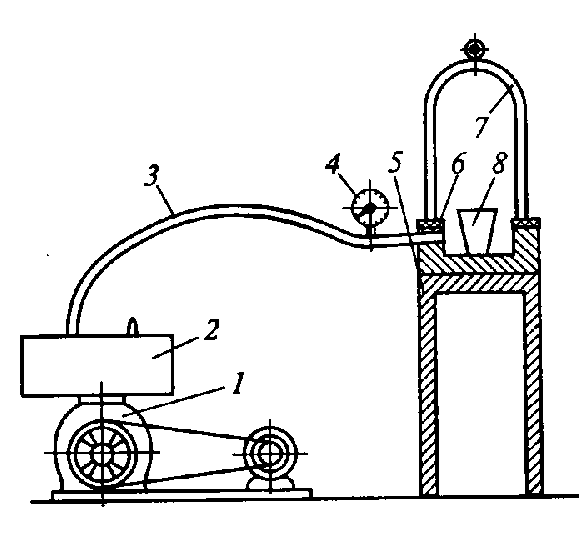
Рис. 1.29. Прибор для вакуум-пробы на газосодержание:
1— вакуумный насос; 2 — ресивер; 3 — шланг; 4 — вакуумметр; 5 — подставка; 6— резиновая прокладка; 7 — стеклянный колпак; 8— тигель с контролируемым металлом или сплавом
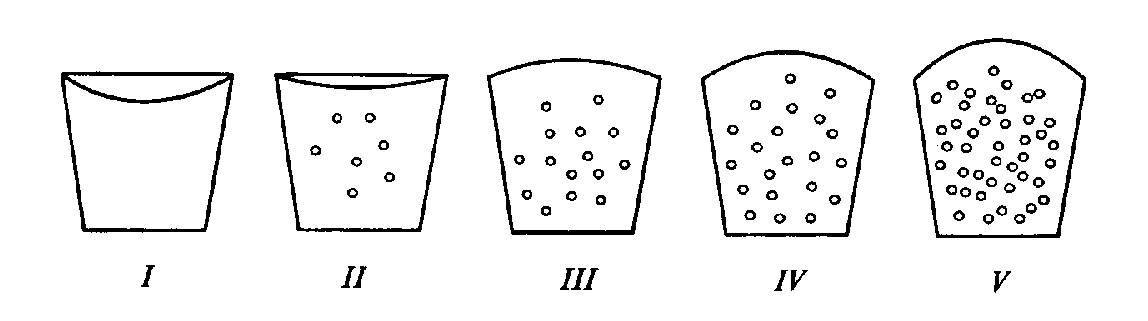
Рис. 1.30. Эталоны к вакуум-пробе
Разрежение под колпаком контролируют по вакуумметру 4. Оно должно составлять 200... 250 мм рт. ст. (В единицах СИ 1 мм рт. ст.=133 Па) Если расплавленный металл сильно газонасыщен, то можно будет наблюдать интенсивное бурление пробы. Поверхность пробы, покрытая плотной пленкой оксидов и начинающая затвердевать, примет выпуклое очертание. Возможно образование на ней и местных вздутий. По мере снижения газонасыщенности металла очертания поверхности пробы будут изменяться вплоть до формирования открытой усадочной раковины. Примерно через 1 мин после затвердевания пробы поворотом крана отключают пространство под колпаком от ресивера, т.е. соединяют его с атмосферой, после чего снимают колпак. Затем пробу разрезают по диаметральной плоскости и поверхность реза сравнивают с пятью эталонами (I ... V) (рис. 1.30).
1.10. Неметаллические включения и плены в сплавах
Неметаллические включения в сплавах представляют собой главным образом химические соединения металлов с кислородом, серой, азотом и другие неизбежные неметаллические примеси, как, например, шлаковые и песчаные включения.
Неметаллические включения ухудшают качество металла, так как в процессе эксплуатации могут служить очагами разрушения. Предельное содержание включений регламентируется техническими условиями. Чувствительность сплавов к неметаллическим включениям неодинакова. Например, в сталях чистота по неметаллическим включениям является одним из основных условий получения качественного металла. Чугуны же со своей структурой мало чувствительны к неметаллическим включениям.
По характеру происхождения неметаллические включения делятся на две группы: эндогенные и экзогенные. Эндогенные неметаллические включения образуются в сплаве в результате химического взаимодействия его компонентов с кислородом и азотом из атмосферы, с серой, являющейся примесью сплава, с футеровкой печи. Экзогенные включения представляют собой продукты эрозии огнеупоров, литейной формы, а также шлаковые частицы. В первую группу входят главным образом (до 9/10 всех включений) оксиды, нитриды, сульфиды, во вторую — сложные оксиды металлов и неметаллических элементов, силициды и некоторые другие соединения. В некоторых случаях экзогенные включения вступают в химические реакции с металлом и превращаются в эндогенные.
Экзогенные включения можно отличить по их неправильной угловатой форме, большим размерам и сложной структуре.
Неметаллические включения делятся также на растворимые в основе сплава в жидком состоянии и нерастворимые (малорастворимые).
Растворимые включения формируются в качестве самостоятельной фазы только в процессе кристаллизации. К ним в пepвую очередь относятся, например, оксиды FeO, сульфиды FeS и MnS в стали и оксиды СuО и СuО2 и сульфиды Cu2S и CuS в медных сплавах. Растворимые включения (например, сульфиды в стали) располагаются по границам зерен и существенно изменяются в зависимости от условий кристаллизации: при увеличении скорости кристаллизации уменьшается их размер и объемная доля, что можно объяснить следующим. При быстром охлаждении диффузия в жидкой фазе не успевает выровнять состав вблизи границ зерен. Кроме того, происходит измельчение самого зерна.
Нерастворимые включения, к которым относятся оксиды практически всех металлов, а также сульфиды магния, формируются в процессе плавки. При увеличении скорости кристаллизации в широком диапазоне они не изменяют своих размеров и объемной доли. Только при затвердевании очень крупных слитков наблюдается тенденция к их укрупнению. Нерастворимые включения имеют в большинстве случаев кристаллическую и глобулярную форму и располагаются в структуре сплава сравнительно равномерно.
Размеры неметаллических включений колеблются от нескольких миллиметров до долей микрометра. Различают макровключения (свыше 1 мм) и микровключения (до 1 мм).
В каждой группе литейных сплавов встречаются различные неметаллические включения, которые необходимо удалять из сплава. Естественно, что элементарные вещества, сплавляясь между собой, могут образовывать весьма сложные соединения.
Для литейных углеродистых и легированных сталей характерны следующие неметаллические включения: оксиды, сернистые соединения, силикаты, фосфиды, нитриды и др.
Для чугунных отливок в зависимости от состава и способа плавки чугуна характерными являются такие неметаллические включения, как сернистое железо, сернистый марганец, оксиды железа, кремния, марганца и др. В легированных чугунах в качестве неметаллических включений могут быть оксиды легирующих элементов и их соединений с другими веществами, В производстве высокопрочного чугуна встречаются неметаллические включения в виде ‹‹черных пятен », которые сильно снижают механические свойства этого чугуна, понижают его плотность. Такие отливки не выдерживают гидравлического или воздушного давления. Эти включения представляют собой сложные соединения, обогащенные магнием и серой, имеют небольшую плотность и всплывают в верхние части отливки.
В цветных сплавах кроме оксидов компонентов сплава неметаллические включения могут образовываться при взаимодействии флюсов и модификаторов с расплавленными сплавами.
Массовая доля кислорода, а следовательно, и оксидных включений характеризуется следующими данными, %: сталь — 0,01 ...0,03, чугун — 0,002...0,006; бронза — 0,08... 0,15. Доля сульфидных включений в железных сплавах равна или больше доли оксидов.
Неметаллическая фаза в сплавах на основе алюминия и магния представлена в основном оксидами, имеющими форму плен. В сталях плены встречаются в больших количествах, когда металл содержит легирующие добавки элементов, образующих устойчивые оксиды, — хром, алюминий, титан. При заливке пленообразующих сплавов обеспечивается плавное заполнение, поэтому применяется расширяющаяся литниковая система. Для определения неметаллических включений используются химический, металлографический, рентгеноструктурный, ультразвуковой и другие методы.
При химическом методе образцы сплава растворяются в слабых кислотах, часто с наложением постоянного тока, а включения остаются в растворе в виде осадка и отделяются от него фильтрацией. Осадок изучают под микроскопом, а для определения его состава используют методы микрохимического анализа. К сожалению, при выделении часть включений, особенно сульфидных, разрушается.
При металлографическом методе неметаллические включения изучаются на шлифах. Оценку доли содержания включений ведут либо при просмотре определенного числа полей с последующим их сравнением с эталонами, либо сплошным обмером всех включений, находящихся на определенной площади. При обмере определяют диаметр каждого включения и их число. По результатам обмеров вычисляют средний процент площади, занятой включениями на шлифе.
Для предотвращения образования или уменьшения содержания неметаллических включений в отливках разработаны специальные мероприятия: отстаивание жидкого металла, продувка инертными газами, обработка флюсами, фильтрация через огнеупорные фильтры, задержание шлака в каналах литниковой системы и т.п.