

10.1. Принцип действия и разновидности конструкций коксовых вагранок
Вагранка — плавильная печь шахтного типа непрерывного действия, работающая по принципу противотока. Снизу вверх поднимается поток горячих газов, образующихся в результате горения кокса, навстречу ему опускается поток шихты. В результате теплообмена между этими потоками металлическая шихта прогревается, плавится, а получившийся жидкий металл перегревается выше температуры ликвидуса.
В зависимости от размеров и конструкции производительность вагранок составляет от 3 до 100 т/ч жидкого чугуна. Общий вид вагранки простейшей, конструкции (вагранки с горном-копиль- ником) производительностью 5 т/ч показан на рис. 10.1. Детальное изучение конструкций вагранок, как и других плавильных печей, является предметом курса «Печи литейных цехов», поэтому общий вид вагранки приводится лишь для уяснения основных конструктивных элементов вагранки и примерного соотношения ее размеров.
Вагранка с горном-копильником состоит из опорной части I и рабочего пространства, которое конструктивно делится на горн 77, полезную высоту III, трубу IVи пылеуловитель V. Кожух вагранки сварен из листовой стали и футерован огнеупорным материалом.
Шихта, включающая в себя топливо (кокс), металлозавалку и флюсы, загружается через окно 1. Воздух, необходимый для горения кокса, подается из распределительного кольца 2 через фурмы 3. Накапливающийся в горне чугун периодически выпускается из вагранки через чугунную летку 5. Для выпуска шлака, предусмотрена шлаковая летка 4, расположенная выше чугунной летки 5 по причине меньшей плотности шлака по сравнению с чугуном.
Продолжительность работы вагранки между ремонтами составляет 8... 20 ч. Поэтому вагранки обычно устанавливают блоками —

Рис. 10.1 Общий вид вагранки холодного дутья открытого типа
Рис. 10.1 Общий вид вагранки холодного дутья открытого типа
парами, чтобы во время ремонта одной из вагранок блока вести плавку в другой5.
Текущий ремонт вагранки проводится после каждой плавки, объем ремонтных работ определяется состоянием футеровки печи. Средний ремонт заключается в замене футеровки в наиболее напряженных местах — в зоне плавления, у фурм и в других существенно разрушенных местах.
При капитальном ремонте заменяется вся футеровка печи.
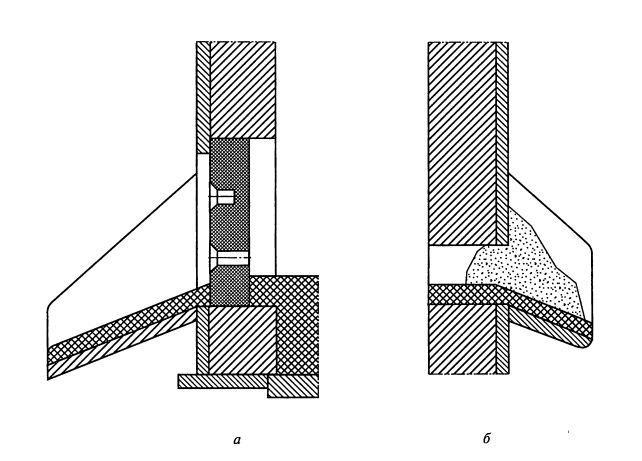
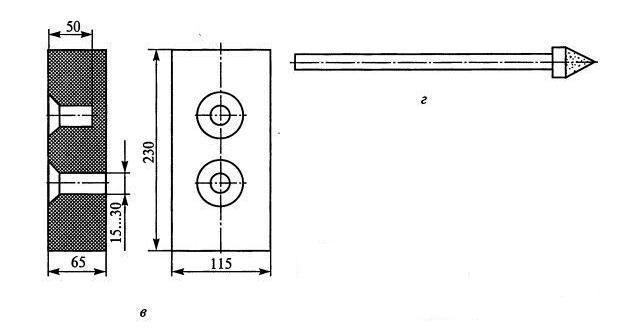
Рис. 10.2 Устройство чугунной (а) и шлаковой (б) леток, леточный кирпич (в), устройство для ввода глиняной притычки (г)
Футеровка вагранки выполняется из шамотного кирпича на огнеупорном растворе, состоящем из 25...30% огнеупорной глины и 70...75 % кварцевого песка или молотого шамота. Дно вагранки (лещадь) набивают тощей формовочной смесью.
Чугунную летку (рис. 10.2, а) выполняют с помощью стандартного или изготовленного в цехе леточного кирпича (рис. 10.2, в). В кирпиче выполняются два отверстия: нижнее (сквозное) рабочее и верхнее (глухое) запасное. Диаметр отверстий в зависимости от размеров вагранки составляет 15...30 мм. В ходе плавки в перерывах между выпусками чугуна рабочее леточное отверстие закрыто глиняной притычкой (рис. 10.2, г), которую вводят в отверстие с помощью стального прутка с приваренной торцевой площадкой для удержания притычки.
В связи с большой вязкостью шлака и его малой плотностью диаметр шлаковой летки должен быть больше диаметра летки для чугуна, и составлять 50... 100 мм. Часто шлаковая летка (рис. 10.2, б) выполняется в виде прямоугольного канала между шамотными кирпичами. Шлаковая летка закрывается формовочной смесью, уплотняемой вручную.
После ремонта футеровки ее просушивают с помощью газовых горелок во избежание растрескивания футеровки при плавке.
Плавка в вагранке (рис. 10.3, а) начинается с розжига холостой колоши — высокого слоя кокса, расположенного на лещади вагранки. Кокс холостой колоши разжигают, используя естественную тягу трубы, чаще природным газом, а в случае его отсутствия в цехе — дровами.
По окончании розжига высоту^ холостой колоши доводят до заданного уровня — на 1200... 1500 мм выше основного ряда фурм.
Высота холостой колоши является важнейшим технологическим параметром, влияющим на производительность вагранки, температуру выплавляемого чугуна и расход кокса. Поэтому первоначальную высоту холостой колоши тщательно контролируют с помощью мерной цепи с грузом, имеющей метку на уровне порога загрузочного окна. Способы поддержания установленного Уровня холостой колоши в процессе плавки рассмотрены в даль ейшем изложении. Для холостой колоши следует отбирать крупные (100...150 мм) куски кокса. Это очень важно для получения перегретого чугуна, начиная с первых выпусков.
а
возврата собственного производства;
чушкового чугуна;
стального лома;
чугунного лома;
брикетов стружки;
пакетов листовой стали;
ферросплавов.
Горение кокса происходит в холостой колоше. Образующиеся при этом газы прогревают столб шихты в шахте вагранки, а самый нижний слой металлозавалки плавится. Капли и струйки металла, стекая по кускам кокса, науглероживаются, перегреваются
Рис.
10.3. Схемы вагранок с горном-копильником
(а)
и с выносным стационарным копильником
(б): 1
— холостая колоша;
2 —
флюс;
3
— металлическая колоша;
4 —
рабочая коксовая колоша; 5 — загрузочное
окно;
6 —
чугунная летка; 7 — шлаковая летка;
8 — переходная
летка; 9— смотровой глазок;
10 —
выносной стационарный копильник
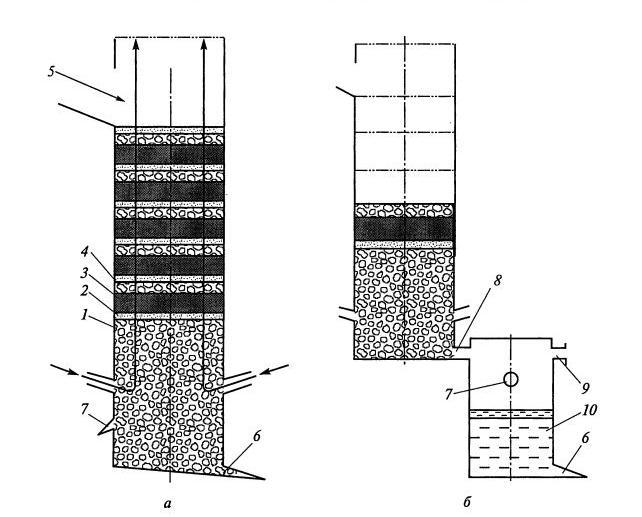
и скапливаются в горне между кусками кокса. Одновременно происходит образование шлака, который накапливается поверх слоя чугуна.
В результате сгорания кокса высота холостой колоши уменьшается, но одновременно с этим расплавляется нижняя часть металлической колоши и слой флюса. Рабочая топливная колоша, опускающаяся на холостую, пополняет угар последней. Таким образом, в процессе плавки высота холостой колоши меняется в пределах высоты рабочей коксовой колоши. По мере проплавления шихты загружают рабочие колоши шихты. Жидкий чугун и шлак выпускают из горна периодически. Недостатками этой конструкции вагранки являются:
трудоемкий и опасный способ выпуска металла и шлака;
трудность получения заданного содержания углерода в чугуне, так как оно зависит от времени контакта чугуна с коксом в горне-копильнике.
В вагранках с выносным стационарным копильником (рис. 10.3, б) металл и шлак из горна перетекают по переходной летке в копильник. Поэтому время контакта чугуна с коксом
Рис.
10.4. Схема вагранки с поворотным барабанным
копильником: 1
— шлаковый желоб;
2
— перегородка;
3
— порог;
4
— сифонный шлакоотде-
литель;
5 — копильник

не зависит от ритма выпуска металла из печи и содержание углерода в нем более стабильно, чем в вагранке первой конструктивной схемы. Однако способ выпуска металла и шлака остается прежним.
В вагранках с барабанным копильником (рис. 10.4) чугун по желобу 2 стекает в поворотный копильник 1 в форме цилиндра с горизонтальной осью вращения, опирающийся на две пары роликов.
Шлак задерживается перегородкой 4 выносного сифонного шла- коотделителя 2 и удаляется в перпендикулярном направлении по короткому шлаковому желобу 5. Для слива металла в ковш копильник поворачивают на опорных роликах так, чтобы уровень металла в нем стал выше уровня сливного носка копильника.