

Особенности конструкции и технологии плавки чугуна в дуговых печах постоянного тока
Хотя бы частично преимущества электрической дуги постоянного тока известны даже неспециалистам в области электротермии. Достаточно отметить очевидную легкость работы со сварочным аппаратом, работающим на постоянном токе, в сравнении со сваркой на переменном токе. Дуга переменного тока горит менее устойчиво, так как каждые 0,01 с напряжение и ток дуги переходят через нулевые значения, что приводит к кратковременной деионизации дугового промежутка.
Однако реализовать преимущества работы на дуге постоянного тока применительно к плавильным промышленным печам удалось только после освоения производства надежных и экономичных тиристорных выпрямителей переменного тока большой мощности.
В дуговых печах постоянного тока графитовый электрод подключается к отрицательному полюсу источника питания, что обеспечивает меньший износ его под действием бомбардировки заряженными частицами дугового промежутка. В результате этого:
снижается интенсивность разрушения графитовых электродов (их расход уменьшается в 5—9 раз);
соответственно уменьшается и количество пылегазовыбросов при плавке;
это позволяет уменьшить величину разрежения в рабочем пространстве печи, обеспечивающую отсутствие загрязнения атмосферы цеха;
уменьшение подсоса воздуха из атмосферы цеха приводит к снижению концентрации кислорода воздуха в газовой фазе, а следовательно, и угара металла.
Важным преимуществом дуговых печей постоянного тока является возможность интенсивного электромагнитного перемешивания металла. Оно возникает в результате того, что подовые электроды расположены эксцентрично по отношению к оси графитового электрода. Взаимодействие электромагнитного поля дуги с током в жидком металле в этом случае приводит к перемешиванию металла. В результате перемешивания процесс науглероживания значительно интенсифицируется.
В курсе «Печи литейных цехов» явление электромагнитного перемешивания ванны дуговой печи постоянного тока, обеспечивающее выравнивание химического состава металла в объеме ванны и интенсификацию процесса науглероживания, будет объяснено подробно.
Плавка чугуна в индукционных печах
Принцип действия индукционных тигельных печей
Работа индукционных тигельных печей (рис. 12.1) основана на принципе передачи энергии индукцией от первичной цепи ко вторичной. Электрическая энергия переменного тока, подводимая к первичной цепи, превращается в электромагнитную энергию поля, которая во вторичной цепи переходит снова в электрическую, а затем в тепловую.
Переменный ток от источника питания 4, проходя по виткам индуктора 7, создает переменное электромагнитное поле. Электромагнитные волны проникают внутрь электропроводной загрузки тигля на глубину Дэ (называемую глубиной проникновения) и возбуждают в поверхностном слое шихты переменный электрический ток, который и приводит к нагреву и плавлению металла. Та часть энергии электромагнитного поля, которая не была поглощена шихтой, взаимодействует с витками индуктора, индуцирует в них реактивный ток. Этот ток направлен навстречу току источника питания и отстает от него по фазе на 90°. Таким образом, часть энергии, излучаемой индуктором в течение каждого периода (реактивная мощность), возвращается в него с опозданием по фазе на 90°. Эта реактивная мощность циркулирует между индуктором и источником питания. В связи с тем, что между

Рис. 12.1. Принципиальная схема индукционной тигельной печи: 1 — индуктор; 2, 3 — конденсаторы; 4 — источник питания
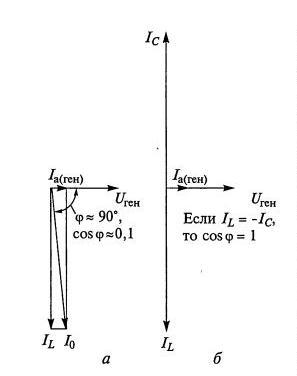
загрузкой тигля и индуктором имеется большой неэлектропроводный зазор, равный толщине стенок футеровки, а плотность магнитных силовых линий в этом зазоре максимальная, реактивная мощность печи в десятки раз превосходит мощность, поглощаемую загрузкой (активную мощность). Поэтому реактивный индуктивный ток ILi циркулирующий от индуктора к источнику питания, также в десятки раз превосходит активный ток /а в цепи. Из векторной диаграммы токов (рис. 12.2, а) следует, что при таком соотношении величин токов коэффициент мощности установки (естественный coscp) не превыша- Рис. 12.2. Векторная диаграмма ех ОД.токов при естественном coscp
Для того чтобы разгрузить источ- (а) и при настройке контура в шк питания от индуктивных (запаз- резонанс токов (б)дывающих) токов, в электрическуюцепь параллельно индуктору включают конденсаторную батарею. Известно, что ток
протекающий через конденсаторы, опережает напряжение на 90°. Емкость конденсаторов подбирают так, чтобы опережающий емкостной ток, проходящий через них, был равен по абсолютной величине запаздывающему индуктивному току индуктора. В этом случае реактивные токи индуктора и конденсаторов взаимно компенсируются. Реактивная мощность циркулирует в коротком колебательном контуре индуктор —конденсаторы, а источник питания остается загруженным только активным током.
На рис. 12.2, б показана векторная диаграмма токов в колебательном контуре при настройке его в резонанс токов, т.е. когда IL - -/с. Из диаграммы видно, что coscp установки с компенсирующими конденсаторами может быть равен единице.
Мощность, поглощаемая садкой печи, зависит от ее электромагнитных свойств, поэтому при работе на разных шихтах, а также при изменении электромагнитных свойств садки в процессе ее нагрева и плавления соотношение активных и индуктивных токов в индукторе изменяется. Это приводит к нарушению резонанса колебательного контура.
Для подстройки контура в резонанс в электрической схеме печй (см. рис. 12.1) наряду с постоянно включенными конденсаторами 2 предусматриваются подстроечные конденсаторы (или наборные емкости) 3.