

18.10. Сушильні установки для частково окрашеного
кузова
Часткове фарбування окремих елементів кузова провадиться найчастіше поза камерами, на постах підготовки, з дотриманням наведеної технології. У цьому випадку сушіння пофарбованих ділянок провадиться за допомогою пересувних установок, оснащених ламповими або трубчастими електронагрівниками інфрачервоного (теплового) випромінювання. Мобільна інфрачервона сушка моделі IR-2 короткохвильового діапазону із двома касетами приведена на рис. 18.12.
а б в
Рис. 18.12. Мобільна інфрачервона сушка моделі IR-2:
а – сушка інфрачервона: 1 – візок, 2 – стійка, 3 – каретка, 4 – випромінююча панель; б – випромінювач інфрачервоної сушки фірми Trommelberg; в – пульт
керування: 1 – таймер попередньої витримки, 2 – таймер повної сушки
Інфрачервоні промені спектра не поглинаються фарбою, безперешкодно проникають крізь неї, нагріваючи металеву поверхню. Тепло для сушіння емалі підводить нібито зсередини, що прискорює видалення розчинника з рідкого шару фарби, не створюючи міхурів, пор і тріщин плівки покриття.
Технічні характеристики мобільної інфрачервоної сушки мод. IR-2: електроживлення – 220 В; потужність випромінювання однієї касети – 1,0 кВт; максимальна споживана потужність – 2,15 кВт; таймер попередньої сушки – 0…35 хв; таймер остаточного сушіння – 0…35 хв; рекомендуєма відстань до поверхні – 550 мм; поверхня, яка висушується, м – 0,6×0,8; температура на поверхні – 60…70 °С.
18.11. Пости протикорозійного покриття кузова автомобіля
З метою зменшення негативного впливу вологи й різних агресивних речовин, що потрапляють із полотна дорожнього покриття, які посилючи процес корозії днища кузова, крил і інших металевих деталей підкрильних порожнин, в ПАТ і на СТОА провадять протикорозійну обробку вищевказаних місць на спеціально обладнаних постах. Роботи, проведені на цих постах, підрозділяються відповідно до технологічного процесу, на три основних види: 1) мийка й очищення днища й колісних ніш; 2) сушіння гарячим повітрям (після мийки й після нанесення мастик); 3) нанесення протикорозійних составів.
Протикорозійні склади підрозділяються на дві групи: склади для нанесення на днище, колісні ніші й інші відкриті місця та склади, призначені для обробки схованих порожнин кузова (пороги, стійки, лонжерони й траверси, внутрішні порожнини дверей і т.д.).
Пости для протикорозійної обробки автомобілів оснащуються відповідними видами обладнання, організаційним і технологічним оснащенням, у т.ч. засобами індивідуального захисту робітників, з огляду на надзвичайно шкідливий для здоров’я характер проведених робіт, з використанням токсичних матеріалів. Для підвищення зручності роботи (основна частина яких проводиться знизу), пости оснащуються звичайними підйомниками або перекидачами. Пости розміщають у спеціальних камерах (наприклад, типу БС-208), або в окремих ізольованих приміщеннях, із забезпеченням відповідної кратності обміну повітря й вентиляції, а також з підвищеними заходами протипожежної безпеки.
Камера БС-208 (рис. 18.13) служить для нанесення противошумної мастики й протикорозійних складів.

Рис. 18.13. Камера БС-208 для нанесення протишумної мастики
Камера охоплює підставу 6, настил10, каркас2 з ворітьми для заїзду автомобілів, одноплунжерного гідропідйомника9 (модель П-104), насосної установки5 і ламп освітлення7, спеціальним захисним виконанням. У основі камери влаштована ванна8, заповнена водою. Підлога камери має ухил убік фільтрів7, що розділяють її на дві зони: чисту й забруднену. Відпрацьована вода стікає у ванну, де очищається проходячи через фільтри. Вода із чистої зони ванни подається до колектора, у лотки гідрофільтрів4 відцентровим насосом.
Гідрофільтри очищують забруднене повітря, що відсмоктується з камери, шляхом багаторазової обробки його водою. Повітря в камеру потрапляє крізь прорізи стелі й бічних стін і, маючи вертикальне й горизонтальне спрямування, захоплює аерозолі, мастики до гідрофільтрів. З камери повітря надходить до гідрофільтрів за допомогою вентилятора 3. Вода в системі гідроочищення періодично замінюється. Для нанесення мастики можна використовувати практично будь-яку вищеописану установку.
Установка С-611 (рис. 18.14) працює за принципом безповітряного розпилення матеріалу, з подачею його безпосередньо в пістолет насосним агрегатом високого тиску мембранного типу (із приводом від електродвигуна). У комплект установки входять змінні наконечники й сопла.

Рис. 18.14. Установка для нанесення протикорозійних покрить С-611
У великих ПАТ і СТОА використовують установку «Щит» (рис. 18.15), для безповітряного методу нанесення антикорозійних покриттів.
а б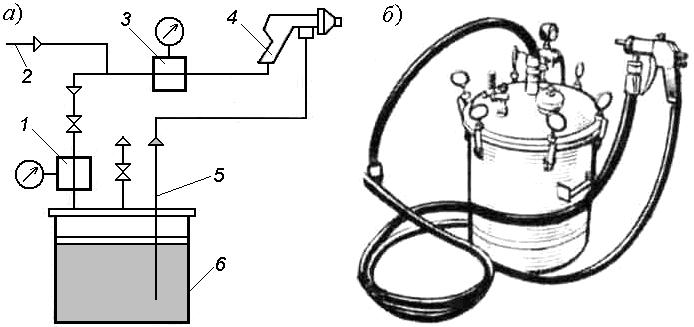
Рис. 18.15. Установка для розпилення мастики «Щит»:
а – схема; б – зовнішній вигляд; 1 – регулятор тиску; 2 – магістраль
стисненого повітря; 3 – редуктор; 4 – пістолет-розпилювач;
5 – магістраль подачі мастики; 6 – бак
Пересувна установка С-612 (рис. 18.16) постачена автономним заглибним пневмонасосом, розташованим на кришці бака. Тип насоса – плунжерно-поршневий двосторонньої дії. Максимальний тиск, що розвивається насосом – 18 МПа (при робочому тиску по-вітря 0,8 МПа). У комплект установки входить бак для промивної рідини, комплект змінних сопел і наконечників.