6.12.1. Ультразвуковое резание
Ультразвуковая обработка материалов является разновидностью вибрационного резания с высокими частотами и малыми амплитудами, то характеризует ультразвуковые колебания. Ультразвуковыми называют упругие механические колебания с частотой равной или выше 16…20 кГц. Ультразвуковая обработка основана на разрушении обрабатываемого материала абразивными зернами под ударами инструмента, колеблющегося с ультразвуковой частотой. Ультразвуковые волны представляют собой особую форму упругих колебаний материальной среды. Эти волны обладают большой механической энергией; при этом колебания высоких частот можно фокусировать, повышая тем самым энергию, действующую на единицу площади. Это используют, например, при ультразвуковой сварке. Ультразвуковые колебания применяют для размерной обработки твердых сплавов и сверхтвердых материалов к любому сложному профилю, очистки, пайки, дефектоскопии и других технологических процессов, а также для улучшения процессов обработки резанием.
Основными источниками ультразвуковых колебаний являются магнитострикционные и пьезоэлектрические преобразователи электрического тока повышенной частоты в механические колебания. Явление магнитострикции заключается в том, что некоторые материалы – никель, железоникелевые сплавы, ферриты и другие значительно изменяют свой линейные размеры в магнитном поле. Поэтому стержень, помещенный в переменное магнитное поле, будет колебаться с удвоенной частотой поля.
Для уменьшения потерь на вихревые токи и гистерезис вибратор изготовляют в виде пакетов из тонких пластин. Для достижения больших амплитуд колебаний частоту переменного тока подбирают равной собственной частоте вибратора (наступает резонанс). Для концентрации энергии (увеличения амплитуды) на торце сердечника припаивают волновод переменного поперечного сечения, обычно в форме простого или экспоненциального конуса.
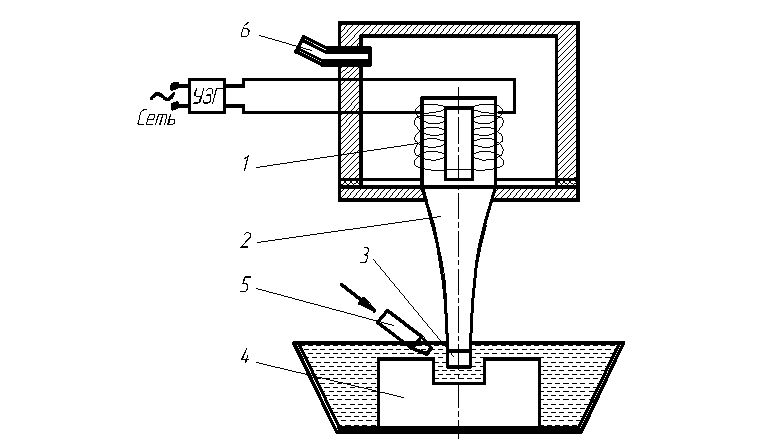
Схема ультразвукового долбления показана на рис. 6.113, а. Для получения ультразвуковых колебаний используют магнитострикционный вибратор –1. Он состоит из пакета пластин О- образной формы толщиной – 0,1…0,2 мм, изготовленных из материала – никеля, сплава К50Ф2 – феррокобальта, и катушки, по которой протекает электрический ток ультразвуковой частоты, вырабатываемый специальным ультразвуковым генератором – УЗГ. Для охлаждения вибратора в него подается по трубке –6вода. Амплитуда колебаний торца вибратора мала – 5…10 мкм, для ее увеличения используют трансформатор амплитуды – волновод – 2, имеющий вид стержня с переменным по длине сечением, он увеличивает амплитуду колебаний до 30…80 мкм. К волноводу –2крепится или изготавливается за одно целое с ним инструмент –3. Инструмент обычно делают из стали 40 или 50. Инструмент должен обладать достаточной прочностью и жесткостью. Для прохода абразива в зону резания он имеет полость и канавку.
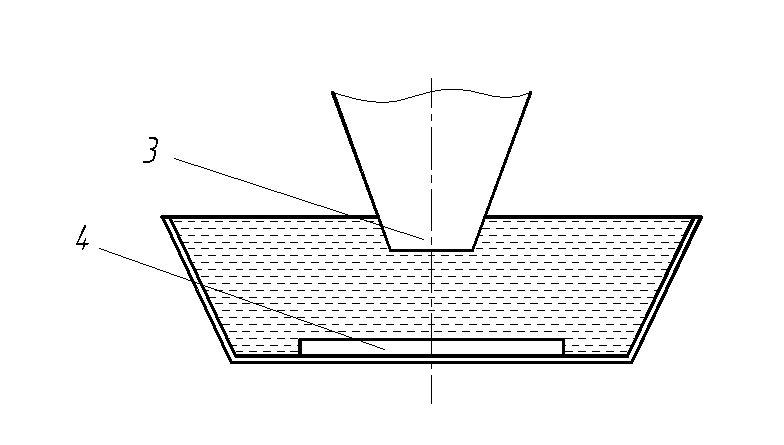
Ультразвуковая обработка заготовки – 4производится инструментом, совершающим высокочастотные возвратно-поступательные движения малой амплитуды. Помимо этого, инструмент подается в направлении колебаний. В зону резания непрерывно поступает по трубке –5суспензия абразива в жидкости (воде) с концентрацией примерно – 50% по весу. В качестве абразива применяют карбид бора, карбид кремния и корунда. Различают два вида ультразвуковой обработки в абразивной суспензии: свободно направленным абразивом (рис. 6.113, б) и размерную (рис. 6.113, а). Существующие модели ультразвуковых станков позволяют обрабатывать отверстия диаметром от 0,15 до 90 мм. Наибольшая точность обработки примерно – 0,-1 мм. Максимальная глубина обработки составляет от 2 до 5 диаметров отверстия, что определяется условиями попадания абразива в обрабатываемое отверстие.
В
а)
б)
Рис.
6.113. Схемы ультразвуковой обработки:
а-
размерной; б- свободно-направленной.