

3.2.2. Нагревательные устройства
Применяющиеся в настоящее время устройства для нагрева заготовок различаются по конструкции и принципу действия. Классифицируют нагревательные устройства по номинальной температуре, способу нагрева и конструктивным признакам, определяющим режим загрузки- выгрузки заготовок.
Нагревательные устройства по способу нагрева делят на пламенные и электрические. В пламенных печах требуемую температуру нагрева достигают сжиганием мазута или газа. Электрические нагревательные устройства подразделяются на электропечи сопротивления, электрические установкипрямого контактного нагреваи установкииндукционного нагрева.
В первом случае происходит косвенный нагрев заготовок за счет энергии, выделяющейся в элементах сопротивления, через которые пропускают электрический ток. Во втором случае металл нагревают электрическим током, пропуская его непосредственно через заготовку. В третьем случае предмет обработки нагревают с помощью вихревых токов, наводящихся электромагнитным полем, создаваемым токами высокой частоты.
Н
Рис.
3.7. Камерная нагревательная печь:
1-
под печи, 2- заготовка, 3- горелка, 4-
загрузочное окно, 5-
заслонка, 6- дымоход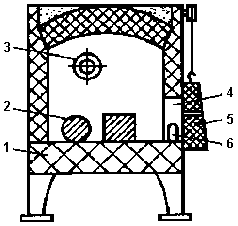
Устройство камерной печи показано на рис. 3.7. Заготовки 2 здесь укладывают на под печи 1 через загрузочное окно 4 и после нагрева выгружают через то же окно. Во время работы печи окно закрывают заслонкой 5. Рабочее пространство печи нагревают газом, сжигаемым с помощью горелки 3. Газообразные продукты сгорания из рабочей камеры отводятся через дымоход 6.
Нагрев заготовок для горячей объемной штамповки при крупносерийном и массовом производстве осуществляют в печах непрерывного действия - методических иполуметодических. Полуметодические пламенные печи применяются чаще. Они принципиально не отличаются от методических, но имеют более высокую скорость нагрева и меньшую длину.
П
Рис.
3.8. Полуметодическая пламенная печь
1-
окно выгрузки, 2- горелка, 3- камера
окончательного нагрева, 4- направляющие,
5- заготовки, 6- горелка, 7- камера
предварительного нагрева, 8- дымоход,
9- загрузочная площадка, 10- гидравлический
толкатель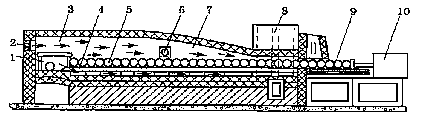
Электрические нагревательные устройства применяют гораздо чаще, чем пламенные. Преимущества электронагрева следующие: высокая тепловая мощность, а следовательно и производительность, сокращение потерь металла на окалинообразование (угар), автоматизация процесса, позволяющая повысить его стабильность, и улучшение условий труда.
По конструкции электрическая печь сопротивления похожа на пламенную печь. Отличие состоит в том, что вместо газовых горелок внутри рабочего пространства устанавливают электронагревательные элементы, через которые пропускают электрический ток.
Н
Рис.
3.9. Камерная электропечь с выдвижным
подом:
1-
под печи, 2- заготовки, 3- электронагреватели,
4- свод печи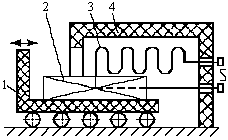
Электрические печи легко автоматизируются, что позволяет использовать их в составе автоматических поточных линий.
Кроме пламенных и электрических печей для нагрева заготовок при обработке металлов давлением применяются электронагревательные установки. Наиболее распространены два типа электронагревательных установок - индукционногоиконтактногонагрева.
Индукционная установка содержит трубу из огнеупорного материала, внутрь которой помещают заготовку. Снаружи на эту трубу намотана медная трубка, представляющая собой соленоид. Для охлаждения соленоида через трубку пропускают холодную воду. Соленоид подключают к генератору переменного тока. При прохождении через соленоид переменного тока высокой частоты создается переменное электромагнитное поле, под действием которого в заготовке возникают вихревые токи. Следствием этого является выделение теплоты и нагрев заготовки до требуемой температуры. Частота питающего установку тока зависит от диаметра заготовки. Чем больше этот диаметр, тем меньше частота тока.
В
Рис.
3.10. Схема установки электроконтактного
нагрева:
1-
заготовка, 2- контакты, 3- трансформатор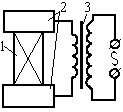
Электроконтактным способом рекомендуется нагревать длинномерные заготовки (L >1,5D, гдеL —длина заготовки,D, —диаметр заготовки), имеющие постоянное поперечное сечение по длине диаметром до 100 мм в крупносерийном и массовом производстве.