

6.12.3. Электроэрозионные методы обработки
Электроэрозионная обработка металлов основана на воздействии электрических разрядов на локальные участки обрабатываемой поверхности. Для этого непосредственно в зоне обработки энергия электрических разрядов меду электродами (анод - инструмент, катод – обрабатываемая заготовка) преобразуется в тепловую энергию. При этом происходит эрозия (разрушение) электрода – заготовки. Разряд между электродами происходит в газовой среде или при заполнении межэлектродного промежутка диэлектрической жидкостью – керосином, минеральным маслом и т.д. В жидкой среде процесс эрозии идет более интенсивно. При наличии разности потенциалов на электродах происходит ионизация межэлектродного пространства. Когда разность потенциалов достигает определенной величины, в среде между электродами образуется канал проводимости, по которому устремляется электрическая энергия в виде импульсного искрового или дугового разряда. При высокой концентрации энергии, реализуемой во времени за 10-5…10-8с, мгновенная плотность тока в канале проводимости достигает 8000 … 10000 А/мм2, в результате чего температура на поверхности обрабатываемой заготовки-электрода возрастает до 10000 … 12000С. При этой температуре происходит мгновенное оплавление и испарение элементарного объема металла, и на обрабатываемой поверхности образуется лунка.
Процесс эрозии продолжается до тех пор, пока не будет удален весь металл, расположенный между электродами на расстоянии, при котором возможен электрический пробой при заданном напряжении импульса. Для продолжения процесса необходимо сблизить электроды.
Кроме теплового воздействия при электроэрозионных процессах обработки на материал электрода-заготовки действуют электродинамические и электростатические силы, а также давление жидкости вследствие кавитации, сопровождающей процесс импульсных разрядов. Совокупность силовых и тепловых факторов приводит к разрушению металла и формообразованию поверхности обрабатываемой заготовки-электрода. К электроэрозионному методу относят электроискровую, электроимпульсную, высокочастотную электроискровую и электроконтактную обработку.
Электроискровой методразработан советскими учеными Б.Р. Лазаренко и Н.И. Лазаренко в 1943 году. Этот метод основан на использовании импульсного электрического (искрового) разряда между двумя электродами, один из которых является обрабатываемой заготовкой (анод), а другой – инструментом (катод). В качестве источников импульсов используют электронные, ламповые и транзисторные генераторы. В зависимости от величины энергии, реализуемой в импульсе, режим обработки делят на жесткий или средний – для предварительной обработки и мягкий или особо мягкий – для отделочной обработки. Мягкий режим обработки позволяет получать размеры с точностью до 0,002 мм при шероховатости поверхностиRа=0,63...0,16 мкм.
Обработку ведут в ваннах, заполненных диэлектрической жидкостью. Жидкость исключает нагрев электродов (инструмента и заготовки), охлаждает продукты разрушения, уменьшает величину боковых разрядов между инструментом и заготовкой, что повышает точность обработки. Для обеспечения непрерывности процесса обработки необходимо, чтобы величина зазора между электродом-инструментом и заготовкой была постоянной. Для этого электроискровые станки снабжают следящей системой и механизмом автоматической подачи инструмента. Величина подачи зависит от режима обработки.
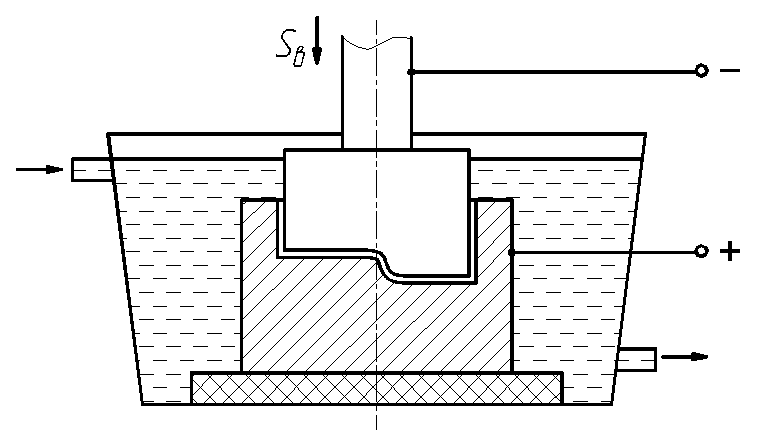
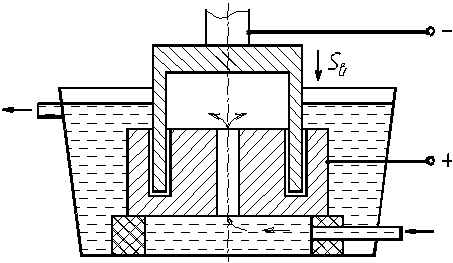
Электроискровой метод используют для обработки заготовок из всех электропроводящих материалов. Наиболее целесообразно обрабатывать заготовки из твердых сплавов, тантала, вольфрама, молибдена и их сплавов. Электроискровую обработку широко применяют для изготовления штампов, пресс-форм, фильер, кокилей, режущего инструмента и т.д. На рис. 6.114, а, б, в показаны принципиальные схемы обработки.
Применение электроискровой обработки ограничено малой производительностью и быстрым износом инструмента (катода) вследствие высокой температуры.
Э
а)
б)
в)
Рис.
6.114. Схемы электроискровой
обработки: а- сквозных отверстий любой
формы в поперечном сечении, б- глухих
отверстий, в- фасонных отверстий по
способу кольцевого сверления
Рис.
6.115. Схема электроимпульсной обработки.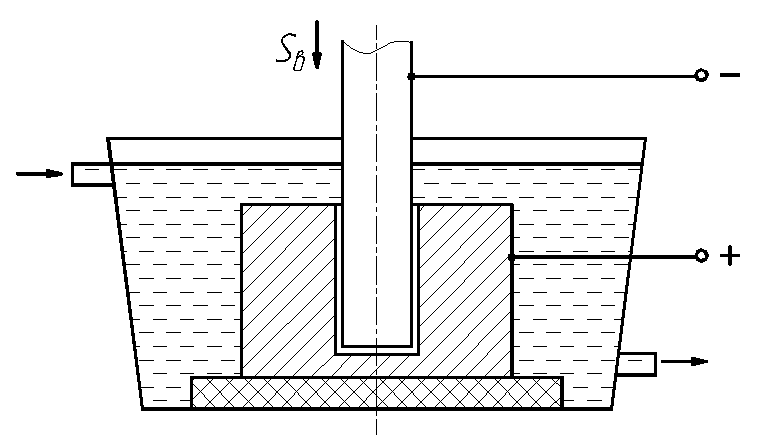

Электроимпульсную обработку наиболее целесообразно применять при предварительной трехкоординатной обработке штампов, пресс-форм, турбинных лопаток, твердосплавных деталей, фасонных отверстий в деталях из нержавеющих и жаропрочных сплавов и т. д. В станках для электроэрозионной обработки широко используют различные системы числового программного управления (ЧПУ). Приборы автоматического переключения на различные значения подач и глубины резания, управляемые системами ЧПУ, обеспечивают оптимальное использование электроэрозионных станков, так как в зависимости от хода процесса обработки режим работы согласуется с технологическими требованиями к деталям.
Использование программного управления перемещениями заготовки относительно инструмента позволяет с помощью простых электродов-инструментов изготовлять детали сложных геометрических форм.
Электроконтактная обработка основана на использовании тепловой энергии, возникающей при прохождении электрического тока большой плотности через зону контакта обрабатываемой заготовки с инструментом. Для этого метода обработки используется электрический ток с силой тока несколько тысяч ампер (А) при малом напряжении (В). Метод электроконтактной обработки заключается в том, что при соприкосновении под давлением электрода-заготовки с электродом-инструментом в зоне контакта образуется повышенное сопротивление. Проходящий через место контакта электрический ток вследствие выделения джоулевого тепла нагревает, размягчает и плавит материал срезаемого слоя, который и снимается инструментом. Для предотвращения плавления инструмента-электрода ему придают большую скорость перемещения относительно заготовки (превышающую 30 м/с) и искусственно охлаждают.
При электроконтактной обработке используют переменный ток безопасного для работы напряжения – 10 … 25 В. Электроконтактную обработку можно производить со значительным давлением (от 2104Па до 10104Па) – электрофрикционная резка, при малом давлении - электроконтактная заточка инструмента.
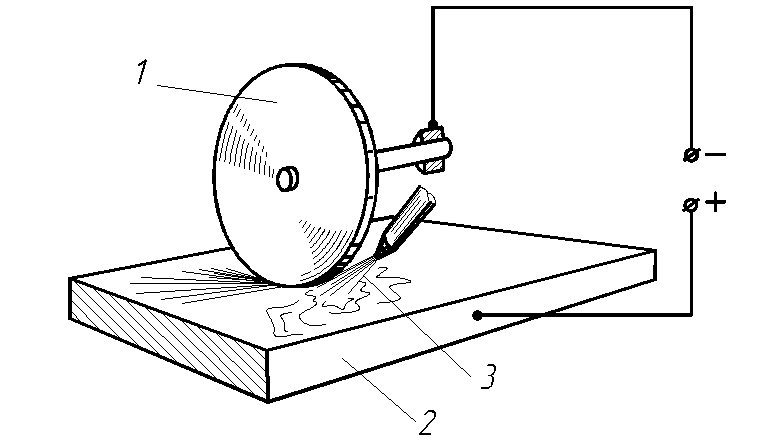
Инструменту и заготовке можно подвести ток большой мощности, при этом интенсивность процесса достаточно велика и в ряде случаев может превзойти по производительности обработку резанием. Так, при электроконтакной обработке высоколегированных сталей скорость съема металла достигает – 130 кг/ч при потребляемой мощности – 300кВт. В то же время он не обеспечивает высокой точности и шероховатости поверхности (Ra= 3,2…25 мкм). Поэтому электроконтактная обработка используется главным образом для выполнения грубых и неответственных операций, например, зачистка отливок и штамповок из труднообрабатываемых сплавов. Электроконтактную обработку широко применяют для резки заготовок (рис. 6.116, а). Удаление металла из межэлектродного промежутка происходит в результате расплавления и частично испарения частиц металла заготовки2с последующим выбросом их воздушным потоком, создаваемым в межэлектродном промежутке вращающимся диском1. В отдельных случаях используется подача жидкости3для его охлаждения. При зачистке слитков из нержавеющей стали с целью улучшения процесса удаления диспергированного металла при больших скоростях съема используют сжатый воздух с давлением не менее 3,5 атм (0,35 МПа).
Д
а)
б)
Рис.
6.116. Схемы электроконтактной обработки:
а-
резка, б- обдирка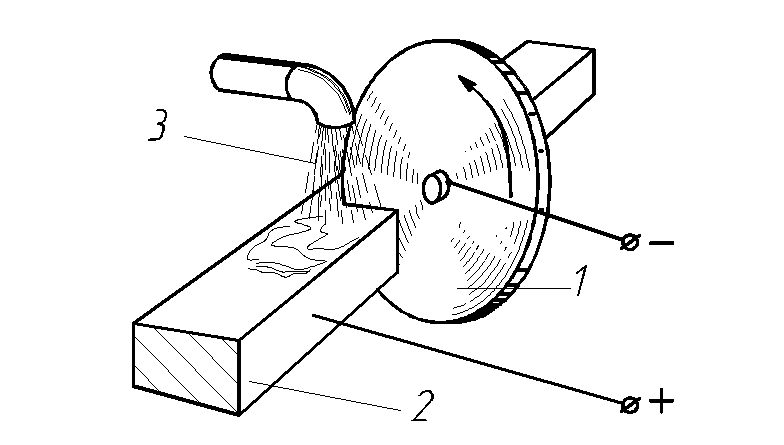
Электроконтактная резка является наиболее производительной и экономичной по сравнению с другими методами резки. Электроконтактный метод обработки применяется также для грубой обработки литья, например, для обдирки литых траков (рис. 6.116, б), для черновой обработки поверхности валов методом оплавления для получения стружечных канавок на сверлах, метчиках и других режущих инструментах из закаленной быстрорежущей стали (одна канавка за 2 секунды), для образования впадин на зубчатых колесах, для кольцевого сверления и других целей.
Одним из недостатков электроконтактной обработки является получение в ряде случаев пониженного качества обработанной поверхности, возникновение в ней микротрещин, наплывов. Поэтому большое внимание при этом виде обработки необходимо уделять обеспечению правильного теплообмена.
Электрохимическая обработкаоснована на анодном растворении поверхности обрабатываемой детали, происходящего при электролизе. Отличительной особенностью этого процесса по сравнению с обычной схемой электролитической обработки является наличие в зазоре интенсивного движения электролита. Данный метод обработки обеспечивает шероховатость обработанной поверхностиRa=0,2…0,4 мкм, точность до20 мкм и высокую производительность до 1500…2000 мм3/мин.
Процесс электрохимической обработки осуществляется на специальной установке, состоящей из источника питания постоянным током, системы гидрообрудования, механизма, обеспечивающего кинематику процесса (перемещение заготовки и инструмента) и контрольных устройств.
В качестве источника питания установки используется комплект электровыпрямительного оборудования. Для получения достаточно больших плотностей тока необходимы агрегаты, дающие напряжение - U= 5…30 В. Это требует защиты и изоляции токопроводящих частей и камеры от остальной части установки. Для электрохимической обработки, требующих больших величин силы тока –I = 10000 А и выше, при проектировании электросистемы уделяют большое внимание разработке системы подвода тока к электродам с минимальными потерями.
К системе гидрооборудования относятся гидронасосы для подачи электролита и для прокачки охлаждающей жидкости, а также очистительные устройства (фильтры, отстойники, центрифуги). Система кинематики представляет собой устройство для относительного перемещения электрода-инструмента и заготовки; она должна иметь жесткость, достаточную для преодоления гидравлического воздействия электролита.
Электрохимический метод используют для обработки как наружных, так и внутренних поверхностей деталей. Возможны следующие кинематические схемы обработки:
обработка неподвижной детали неподвижным профилированным катодом;
обработка подвижной детали неподвижным профилированным катодом;
обработка неподвижной детали подвижным профилированным катодом; его подача может осуществляться непрерывно по заранее заданному закону или регулироваться в зависимости от объема снимаемого при растворении металла, сохраняя при этом оптимальную величину зазора между электродами.
Для осуществления такого рода обработки применяют автоматические следящие системы. Контрольные устройства должны обеспечивать замер важнейших параметров процесса в течение всего цикла обработки: сила тока - I, напряжение –U, температура и скорости движения электролита и электродов, значения -pH, характеризующего щелочность или кислотность электролита.
Электрохимическое полирование. При этом методе обработку ведут в ванне, заполненной электролитом. В зависимости от материала обрабатываемой заготовки электролитом служат растворы кислот или щелочей (NaNO3, Na2SO4, NaCl). Обрабатываемую заготовку подключают к аноду, вторым электродом-катодом служит металлическая пластина из свинца, меди, стали и т.п. Для интенсификации процесса обработки электролит подогревают до температуры 40…800С. при подаче напряжения на электроды начинается процесс растворения материала заготовки-анода. Растворение происходит главным образом на выступах микронеровностей поверхности вследствие более высокой плотности тока на их вершинах. Кроме того, впадины между микровыступами заполняются продуктами растворения: окислами или солями, имеющими пониженную проводимость. В результате избирательного растворения, т.е. растворения выступов, происходит сглаживание микронеровностей обрабатываемой поверхности, и поверхность приобретает металлический блеск. Электрополирование улучшает физико-механические характеристики деталей, так как уменьшается величина микротрещин. Обработанные поверхности не имеют деформированного поверхностного слоя, отсутствуют наклеп и термические изменения структуры, повышается коррозионная стойкость. Электрополирование применяют для получения поверхностей деталей под гальванические покрытия, доводки рабочих поверхностей режущего инструмента, изготовления тонких лент и фольги, очистки и декоративной отделки поверхностей деталей.
Э
а)
б)в)
Рис.
6.117. Схемы электрохимической размерной
обработки:
а-
турбинной лопатки, б- штампа, в- сквозного
цилиндрического отверстия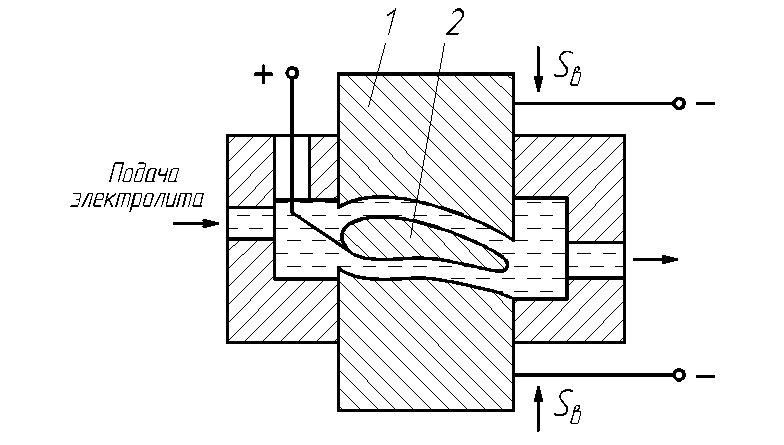

Этот метод рекомендуется для обработки заготовок из высокопрочных сплавов. При обработке отсутствует давление инструмента-электрода на заготовку и силы резания, что позволяет обрабатывать нежесткие тонкостенные детали, обеспечивая высокое качество обработанной поверхности.
Электроабразивная обработка.Особенность состоит в том, что инструментом-электродом является шлифовальный круг, изготовленный из абразивного материала на элекропроводящей связке (бакелитовая связка с графитовым наполнителем). Между анодом-заготовкой и катодом-инструментом существует межэлектродный зазор вследствие зерен, выступающих их связки. В этот зазор подается электролит. Продукты анодного растворения материала заготовки удаляются абразивными зернами, для чего шлифовальный круг имеет вращательное движение, а заготовка – движение подачи, т.е. соответствует процессу шлифования.
Электроабразивная обработка применяется для отделочной обработки заготовок из труднообрабатываемых материалов, а также нежестких заготовок, так как силы резания здесь незначительны. При этом методе обработки отсутствуют прижоги обрабатываемой поверхности.
Электрохимическое хонингование.Основано на том, что обрабатываемая заготовка устанавливается в ванне с электролитом и подключается к аноду (+). Хонинговальная головка подключается к катоду (-). Основные движения, совершаемые при этом методе, идентичны хонингованию абразивными хонинговальными головками. При электрохимическом хонинговании абразивные бруски в головке заменяют на деревянные или пластмассовые бруски. Продукты анодного растворения удаляются с обрабатываемой поверхности заготовки брусками при вращательном и возвратно-поступательном движениях хонинговальной головки. Электрохимическое хонингование обеспечивает более низкую шероховатость поверхности, чем хонингование абразивными брусками. Производительность электрохимического хонингования в 4…5 раз выше, чем хонингование абразивными брусками.
Достоинства электрохимического метода обработки:
1 – возможность обработки материала любой прочности и вязкости;
2 – высокая производительность сема металла с больших поверхностей сложной формы;
3 – отсутствие в процессе обработки непосредственного контакта с инструментом-электродом, т.е. исключаются высокая температура и давление, создающих наклеп поверхностного слоя и появляется возможность обработки деталей малой жесткости, например, тонкостенных;
4 – получение высокой точности и низкой шероховатости, отсутствие изменений физико-механических свойств обработанной поверхности;
5 – многократное использование инструмента-электрода, незначительный его износ, отсутствие переточки во время обработки;
6 – возможность применения механизации, автоматизации и многоинструментальной обработки.
Анодно-механическая обработкаоснована на комбинированном механическом, электроэрозионном и электрохимическом воздействии на материал обрабатываемой поверхности. Обрабатываемую заготовку подключают к аноду, а инструмент – к катоду. В зависимости от характера обработки и вида обрабатываемой поверхности в качестве инструмента используют металлические диски, цилиндры, ленты, проволоку. Обработку ведут в среде электролита, которым чаще всего служит водный раствор жидкого натриевого стекла. Заготовке и инструменту задают такие же движения, как при обычных методах механической обработки резанием. Электролит льется в зону обработки через сопло.
П
Рис.
6.118. Схема анодно- механической резки.
Продукты электроэрозии и анодного растворения удаляются из зоны обработки при относительных движениях инструмента и заготовки. Схема анодно-механической резки показана на рис. 6.118. Обрабатываемая заготовка – 1(анод) и режущий диск –2(катод) включают в цепь постоянного тока. В зазор между заготовкой и режущим диском непрерывно подается электролит (водный раствор силиката натрия). Под действием электрического тока в среде электролита происходит процесс растворения анода, который сопровождается образованием на аноде защитной пленки, тормозящей дальнейшее растворение. Механическое воздействие диска постоянно снимает эту пленку, обеспечивая тем самым непрерывность процесса электролитического растворения и интенсифицируя его. В момент срыва пленки происходят короткие замыкания между выступающими частями анода и катода, приводящие к образованию микродуг и, следовательно, к вспышкам температур, т. е. к эрозионному разрушению выступающих участков.
Все три процесса: электролитическое растворение, механическое и эрозионное разрушение тесно связаны между собой и образуют метод обработки, построенной на их комбинированном воздействии. Анодномеханическую обработку широко применяют для резки заготовок из нержавеющих и жаропрочных сплавов.
Схема анодно-механического точения показана на рис. 6.119.
Обрабатываемую
заготовку устанавливают в патрон и
вращающийся центр специальной
конструкции, обеспечивающей с помощью
устройства подвод тока от положительного
полюса источника постоянного тока.
Катодом служит стальная лента, поджатая
к обрабатыв
Рис.
6.119. Схема анодно-механического точения
В станках для анодно-механической обработки используют системы ЧПУ.
Электрогидравлическая обработка использует преимущественно механическое действие электрического тока, когда возникает ударная волна в результате импульсного пробоя жидкой среды.
Сущность электрогидравлической обработки заключается в использовании сверхвысоких давлений импульсного характера, возникающих в жидкости при прохождении через нее высоковольтного электрического разряда малой длительности с крутым фронтом. Мощность и длительность импульсов давления определяются параметрами электрической схемы. Фокусируя и направляя возникающие импульсы давления, можно производить разрезание, прошивку (сверление, долбление) хрупких материалов. Разрушение материала в этом случае происходит под действием ударной волны, обусловленной возникновением сверхвысоких давлений импульсного характера.
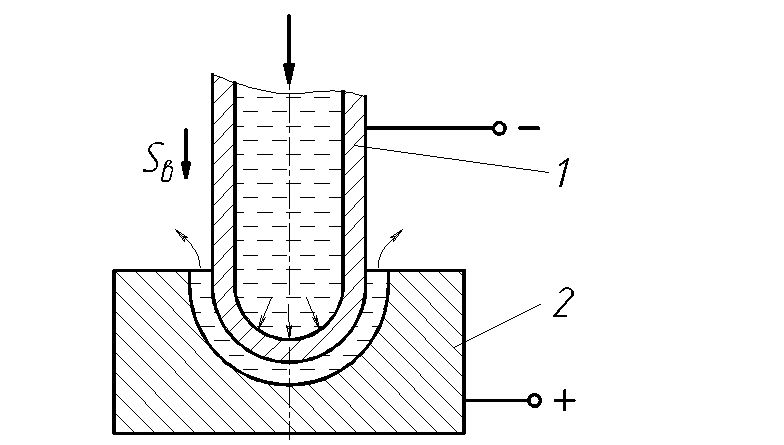
Схема прошивки отверстий в металлах электрогидравлическим способом изображена на рис. 6.120, а.
Т
а)
б)
Рис.
6.120. Схемы электрогидравлических методов
обработки
периодические гидравлические удары, разрушающие материал. Направление разрушения определяется формой и расположением электродов.
Метод электрогидравлической обработки широко применяется для взрывной штамповки и обработки отверстий различной формы, разрезания заготовки.