2.6. Изготовление отливок в разовых тонкостенных (оболочковых) формах
Разделяют на литье
в собственно оболочковые формы и литье
по выплавляемым разовым моделям.
При литье в
оболочковые формы их изготовляют в виде
оболочки из специальной сыпучей смеси
92 … 95% песка или дроби с 4 … 6% термореактивного
связующего (чаще всего фенолоформальдегидной
смолы). В смесь часто добавляют увлажнители
(керосин или глицерин), растворители
(ацетон или спирт) и другие вещества. На
нагретую до 200 … 220 С
металлическую модельную плиту сначала
наносят разделительное покрытие,
предупреждающее прилипание смеси к
модели, а затем тонким слоем формовочную
смесь. Под действием тепла модельной
плиты смола расплавляется, склеивает
песчинки и отвердевает с образованием
оболочки толщиной 5 … 15 мм (в зависимости
от времени выдержки). Если на модель
насыпан более толстый слой смеси, то ее
удаляют известными способами, например,
переворотом плиты. Для окончательного
твердения оболочки ее вместе с п
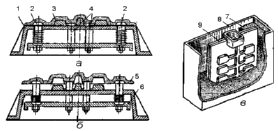
Рис.
2.42. Схема литья в оболочковые формы:
1
- модельная плита, 2 - толкатель, 3 –
полумодель, 4 - толкатель, 5 - полуформа,
6 - плита, 7 - дробь, 8 - ящик, 9 - форма
литой нагревают в печи до
300 … 350С (рис. 2.42,
а). Твердая оболочка снимается с модели
специальными толкателями (рис. 2.42, б).
Этим способом изготовляют и оболочковые
стержни в нагреваемых ящиках. Длительность
процесса изготовления оболочковой
полуформы или стержня 3 … 5 мин. Полуформы,
как правило, имеют фиксаторы или замки
типа выступ-впадина. При сборке форм
полуформы часто склеивают специальным
клеем на прессах, что обеспечивает
высокую прочность шва, либо скрепляют
зажимами или струбцинами. Собранную
оболочковую форму помещают в контейнер,
засыпают крупным песком или дробью для
предупреждения деформации оболочки и
заливают расплавом (рис. 2.42, в). При
затвердевании отливки смола из смеси
выгорает, что приводит к разупрочнению
формы и стержня. Из-за того, что оболочка
твердеет на модели точность формы и
отливки выше, чем у песчано-глинистых
форм. Отклонение размеров находится в
пределах 0,3 … 0,7 мм на 100 мм размера. Кроме
того, исключаются опоки, в 8 … 18 раз
снижается расход формовочных материалов
и их грузопоток в литейном цехе. Литьем
в оболочковые формы изготовляют массовые
и крупносерийные ответственные отливки
массой 0,2 … 50 кг и толщиной стенки 3 …
15 мм из всех литейных сплавов в разных
отраслях промышленности.
При литье по
выплавляемым моделям изготовляют
неразъемную разовую тонкостенную форму
по неразъемной разовой легкоплавкой
модели. Модель из формы выплавляют, а в
образовавшуюся полость заливают расплав.
Получение отливок включает следующие
основные этапы: а) изготовление
разъёмных пресс-форм; б) получение
неразъёмных легкоплавких моделей в
пресс-формах; в) изготовление неразъёмной
разовой формы по легкоплавким моделям;
г) выплавление модели из формы; д) обжиг
формы; е) заливка формы расплавом и
обработка отливок.
Пресс-формы
изготовляют из стали или алюминиевых
сплавов, их полость точно повторяет
конфигурацию и размеры будущей отливки
(детали) с учетом усадки модельной
композиции. Неразъёмные модели получают
запрессовкой в пресс-форму расплавленной
модельной композиции, например, из
парафина, буроугольного воска и стеарина
или других материалов. Эта модель
является точной копией отливки, так как
неразъёмна, имеет все внутренние полости,
отверстия, при необходимости резьбу и
не имеет стержневых знаков (рис. 2.43, а,
б).
М
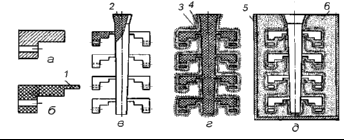
Рис.
2.43. Схема изготовления отливки по
разовым выплавляемым моделям:
а
– отливка, б – модель, в - модельный
блок, г - модельный блок с огнеупорным
слоем, д - форма перед заливкой,
1
- питатель, 2 - стояк, 3 - смесь, 4 - кварцевый
песок, 5 - металлический ящик, 6 - опорный
материал
одели небольших размеров
часто собирают в блоки с общей литниковой
системой припаиванием, приклеиванием
или механическим скреплением частей
(рис. 2.43, в). В один блок можно соединить
от 2 до 100 моделей. Для получения формы
готовый блок моделей окунают в суспензию,
содержащую, например, 60 … 70% пылевидного
кварца в качестве огнеупорного материала
и 30 … 40% гидролизованного раствора
этилсиликата в качестве связующего.
После окунания на всех поверхностях
модельного блока остается тонкая пленка
суспензии, которую посыпают мелким
сухим кварцевым песком. Прилипая к сырой
плëнке песок образует огнеупорный слой,
который сушат либо на воздухе, либо в
парах аммиака (для ускорения). Когда
слой высыхает, операции окунания,
обсыпания и сушки повторяют 3 … 5 раз.
После сушки последнего огнеупорного
слоя получают форму в виде многослойной
оболочки толщиной ~ 5 … 7 мм с заформованными
легкоплавкими моделями (рис. 2.43, г),
которые выплавляют путем нагрева
воздухом, горячей водой или паром.
Материал моделей используют многократно.
Для упрочнения оболочки и выжигания
остатков модельной композиции из формы
ее помещают в контейнер, засыпают песком
и нагревают до 800 … 900 °С. Заливку расплава
производят в горячую форму, что позволяет
получать тонкостенные отливки сложнейшей
конфигурации из любых литейных сплавов.
Этим способом можно получать отливки
массой от 0,02 кг до 100 кг (преимущественно
до 15 кг) с минимальной толщиной стенки
0,5 мм и отверстием диаметром от 2 мм.
Высокая точность отливок достигается
применением точных моделей и форм без
разъёма. Способ особенно эффективен
при изготовлении деталей из твердых
металлов и сплавов, обработка которых
трудна и дорога.

