

6.2.6. Физические основы процесса резания
При срезании стружки в процессе резания наблюдается пластическая деформация, выделение большого количества тепла, наростообразование, упрочнение и т. п. На рабочие поверхности инструмента и заготовки действуют значительные контактные напряжения, под влиянием которых инструмент интенсивно изнашивается. Изучение закономерностей этих явлений позволяет сознательно управлять процессом резания, определять оптимальные условия обработки заготовок на металлорежущих станках.
6.2.6.1. Явления пластической деформации
При внедрении режущей части инструмента в обрабатываемый материал образуется упруго- и пластически деформированный объем - зона опережающей деформации или зона стружкообразования, которая охватывает как срезаемый слой, так и часть материала под обработанной поверхностью. Будущий элемент стружки вначале деформируется упруго, затем пластически и, наконец, когда напряжения превзойдут предел прочности, отделяется от основного металла. Образовавшийся элемент стружки при своём движении по передней поверхности резца дополнительно деформируется вследствие трения. Вот почему нижние прирезцовые слои стружки всегда значительнее деформированы, чем наружные.
В зависимости от условий резания и свойств обрабатываемого материала стружка может иметь различную форму. Обычно различают три ее типа: стружка скалывания, стружка сливная и стружка надлома(рис. 6.9).
О
Рис.
6.9. Основные типы стружки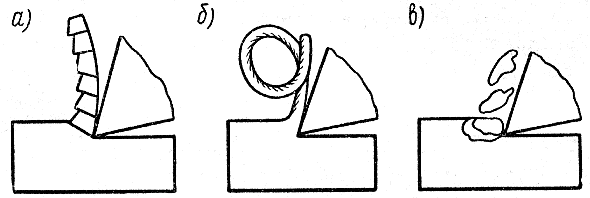
Сливная стружка получается в виде ленты без зазубрин, образуется при обработке пластичных материалов с более высокими скоростями резания, с большими передними углами и меньшей толщиной срезаемого слоя, чем при образовании стружки скалывания.
При обработке хрупких материалов (чугун, бронза) образуется стружка надлома, которая состоит из отдельных элементов неопределенной формы, не связанных между собой.
6.2.6.2. Наростообразование
Нарост представляет собой застойную зону сильно деформированного металла стружки налипшего на переднюю поверхность инструмента. По структуре нарост отличается от обрабатываемого металла и имеет значительную твердость.
Сильно деформированные вытянутые наслоения нароста образуют клиновидную форму. Нарост не является стабильным по времени. Он периодически разрушается (иногда до 200 раз в секунду) под действием сил трения между стружкой и наростом и сил трения в месте контакта нароста с поверхностью резания. Разрушение и восстановление нароста приводит к изменению геометрии режущей части инструмента (угол резания δн при наросте меньше угла резанияδ, созданного заточкой), рис. 6.10, а.
Нарост значительно снижает качество обработанной поверхности. Периодически внедряясь в обрабатываемый металл за пределы линии среза, нарост увеличивает глубину резания от значения t1доt2 (рис. 6.10, б), в результате ухудшается шероховатость поверхности и изменяется действительный размер обработанной поверхности. При точении шероховатость от нароста в направлении скорости резания при скоростяхV = 10 … 40 м/мин во много раз больше шероховатости остаточных гребешков (в направлении подачи). Неодинаковая степень упрочнения обработанного поверхностного слоя детали приводит к появлению остаточных напряжений после обработки.
О
Рис.
6.10. Образование нароста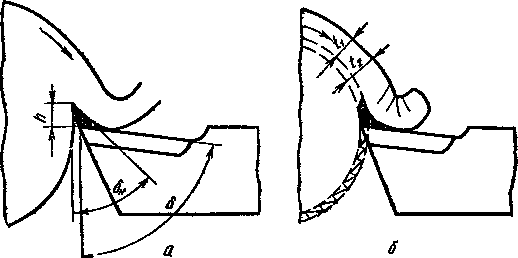
Нарост оказывает неблагоприятное влияние на весь процесс резания; значительно ухудшается качество поверхности изделия вследствие неспокойной работы инструмента, возникает неравномерная подача и в первую очередь преждевременное повреждение режущей кромки инструмента. Наросты чаще всего образуются из-за неправильного выбора режимов резания и, прежде всего скорости резания - слишком низкой для соответствующего обрабатываемого материала. При этом срок службы режущей кромки инструмента сокращается, так как она в результате срыва наростов выкрашивается. Установлено, что наростообразование уменьшается при повышении твердости обрабатываемого металла, увеличении переднего угла γ, применении смазочно-охлаждающих жидкостей и более тщательной доводке передней поверхности инструмента.
Упрочнение поверхностного слоя - наклеп. Тонкий поверхностный слой обрабатываемой заготовки деформируется под резцом. При прохождении относительно задней поверхности резца этот слой дополнительно деформируется. В результате на обработанной поверхности появляется тонкий слой металла, обладающий твердостью в 1,5 … 2 раза большей, чем твердость исходного материала.
В этом слое в результате неравномерной деформации и нагрева по сечению возникают также остаточные напряжения (растягивающие или сжимающие), которые вместе с изменением твердости существенно влияют на эксплуатационные свойства детали.
Степень упрочнения зависит от пластичности металла и возрастает с увеличением угла резания, а также, толщины срезаемого слоя. В поверхностном слое заготовки возможны структурные превращения под действием высоких температур, возникающих в процессе резания.
6.2.6.3. Тепловые явления
В
Рис.
6.11. Тепловыделение при резании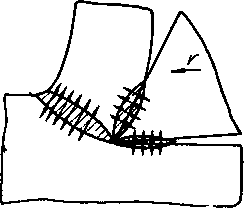
Установлено, что в среднем при токарной обработке 60 … 86% всей выделяющейся теплоты уходит в стружку, 4 … 10 % в резец, 9 … 13% в обрабатываемую заготовку и около 1% в окружающую среду. При увеличении скорости резания количество остающейся в стружке теплоты значительно увеличивается, а поступление ее в резец и обрабатываемую деталь соответственно уменьшается. При скоростях резания около 100 м/мин (1,5 м/с) в стружке остается около 80% теплоты, а при скоростях порядка 500 м/мин (8 м/с) стружкой уносится 97 … 99% и только 1 … 3% теплоты поступает в резец, обрабатываемую деталь и окружающий воздух.
Больше всего на температуру в зоне резания влияет скорость резания. Поэтому при больших скоростях резания, хотя доля поступления теплоты в инструмент и уменьшается, общее количество ее настолько велико, что по сравнению с нормальными скоростями резания в значительной степени повышаются как температура стружки, так и температура резца.
На температуру резания оказывает также влияние подача, глубина резания, геометрия режущей части резца и его размеры. Нагрев режущего инструмента и обрабатываемой заготовки в ряде случаев, оказывает большое влияние на точность обработки, в частности на точность размеров обрабатываемой поверхности и точность их геометрических форм.
Охлаждение и смазка при резании. При резании металлов смазочно-охлаждакщие жидкости (СОЖ) уменьшают трение между резцом и сходящей стружкой, резцом и заготовкой, оказывая смазочное действие; снижают работу, затраченную на пластическое деформирование металла; отводят тепло из зоны резания, охлаждая инструмент и деталь; препятствуют появлению наростов на трущихся рабочих поверхностях инструмента. Это приводит к уменьшению силы резания, улучшению качества обработанной поверхности, увеличению стойкости инструмента.
В зависимости от состава СОЖ разделяются на две группы. Первая группа жидкостей предназначается в основном для охлаждения инструмента при обдирочных работах, увеличения его стойкости или повышения скорости резания. К ним относятся водные растворы минеральных электролитов (кальцинированная сода, нитрит натрия, жидкое стекло, антикоррозионные добавки и т. д.) и водные эмульсии (водные растворы эмульсолов, состоящие из коллоидных растворов органических кислот в минеральных маслах с антикоррозионными добавками). Вторая группа жидкостей оказывает в основном смазывающее действие. Эти жидкости обладают высокой маслянистостью и применяются при чистовых и отделочных работах, когда требуется высокое качество обработанной поверхности. К ним относятся минеральные, растительные, животные масла, смеси минеральных масел с растительными» осерненные масла (сульфофрезолы) и др.
Эффективность применения охлаждения зависит от физико-механических свойств обрабатываемого материала, смазочно-охлаждающей жидкости, интенсивности охлаждения (количество подводимой жидкости в минуту) и от способа ее подвода к зоне резания.
При обильном охлаждении с интенсивностью 8 … 12 л/мин (0,13 … 0,2 л/с) при точении стали резцами из быстрорежущей стали допускается повышение скорости резания на 20 … 25%, при точении чугуна на 12 … 15% (при обработке чугуна на износ резца влияет главным образом механическое истирание, а не высокая температура резания).
6.2.6.4. Силы резания
Сопротивление металлов резанию преодолевается силой резания. Работа силы резания затрачивается на упруго-пластическую деформацию металла и отрыв элемента стружки от основной массы металла, а также преодоление трения на контактных поверхностях режущего инструмента.
С
Рис.
6.12. Силы резания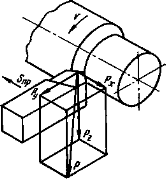
Для решения практических задач равнодействующую силу резания Рзаменяют ее составляющими, как это показано на Рис. 6.12 для случая точения. Направление составляющих сил совпадает с движениями, совершаемыми на станке.
Вертикальная составляющая силы резанияРZ - главная составляющая сила резания направлена вертикально и совпадает с направлением главного движения. Она стремится отжать резец вниз. По ней рассчитывается необходимый крутящий момент на шпинделе станка и эффективная мощность резания.
Радиальная составляющая силы резанияРУрасположена в горизонтальной плоскости, направлена перпендикулярно к оси обрабатываемой детали. Вместе с силойРZ силаРУизгибает изделие и инструмент и нагружает механизм поперечной подачи и используется при расчете его на прочность.
Осевая составляющая силы резания РX расположена в горизонтальной плоскости и направлена в сторону, противоположную продольной подаче. По ней рассчитывается механизм продольной подачи станка - коробка подач и фартук станка.
Силы резания существенно зависят от условий резания и физико-механических свойств обрабатываемого и инструментального материалов.
На практике обычно определяют лишь значение силы РZ , а величины силРX иРУ берут в частях от силыРZ. СилуРZ определяют экспериментально или по эмпирическим формулам приводимым в справочниках. Силы резания зависят от размера срезаемого слоя, определяемого подачей и глубиной резания, и от геометрии режущей части инструмента. С увеличением угла резанияδвсе три составляющие силы возрастают. Более интенсивно растут силыРУиРX. С увеличением главного угла в планеφ до 600сила резания уменьшается, а при дальнейшем его увеличении - силаРXнесколько возрастает, а силаРУ продолжает уменьшается. СилыPZиРУвозрастают с увеличением радиуса закругления режущего лезвия. По мере износа резца силы резания возрастают, особенноРУи РX.
Применение смазывающе-охлаждающих жидкостей позволяет уменьшить силы резания на 15 … 25%.
6.2.6.5. Износ и стойкость режущих инструментов
Износ режущей части инструмента является сложным процессом, состоящим из нескольких самостоятельных, каждый из которых может определять общую интенсивность и характер износа.
В зависимости от того, какой вид износа является преобладающим, следует предъявлять различные требования к свойствам материала инструмента. В технической литературе рассматривают виды износа с позиций — физико-химических и геометрических (размерный износ). В первом случае различают следующие виды износа:
Абразивный износ— результат истирания, скалывания, срезания и смятия неровностей на контактных поверхностях режущего инструмента при относительном движении. Этот вид износа преобладает при обработке хрупких материалов, а также материалов с твердыми составляющими структуры.
Адгезионный износзаключается в непрерывно повторяющихся процессах схватывания и отрыва мельчайших частиц материала инструмента.
Диффузионный износнаблюдается при обработке металлов и сплавов, например твердосплавным инструментом на высоких скоростях резания. Он происходит при температурах контактных поверхностей, превышающих температуру рекристаллизации обрабатываемого и инструментального материалов. При этом происходит взаимная диффузия элементов контактирующей пары. В результате диффузии происходитнауглероживание- графитизация твердого сплава и понижение его механической прочности, что ускоряет его хрупкое разрушение,
Хрупкий износ заключается в скалывании, выкашивании частиц инструментального материала; частицы привариваются и уносятся стружкой или обрабатываемым материалом. Этот вид износа наблюдается при прерывистых процессах резания, когда циклически возникающие температуры и контактные напряжения создают динамическую нагрузку. Инструменты, работающие на малых скоростях резания (сверла, зенкеры, метчики, развертки, протяжки и др.), изнашиваются преимущественно за счет истирания в результате одновременного воздействия адгезионного и абразивного износа. Интенсивность износа определяется отношением твердостей материала инструмента и заготовки при реальных температурах резания. Интенсивность износа твердосплавных инструментов при высоких скоростях резания определяется главным образом взаимным диффузионным взаимодействием, которое обусловлено наличием адгезии и хрупкого износа.
О
Рис.
6.13. Общий характер износа резца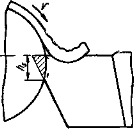
Для оценки степени износа инструмента и своевременной смены затупившегося инструмента существуют критерии. За основной критерий износа принимают высоту изношенной площадки инструмента до главной задней поверхности.
Стойкость инструментов. Под стойкостью инструментов понимается время непрерывной работы его при постоянных режимах до затупления или до заданной величины износа. На стойкость инструмента оказывают влияние скорость резания, физико-механические свойства обрабатываемого материала и инструмента, глубина резания и подача, геометрические параметры режущей части инструмента, смазочно-охлаждающая жидкость и т. д.
Связь между стойкостью Т и скоростью резанияV выражается зависимостьюV=С/Т m , гдеС - коэффициент, зависящий от материала инструмента и обрабатываемой детали, глубины резания, подачи и других факторов;m - показатель относительной стойкости, зависящей от материала обрабатываемой детали и инструмента, толщины среза, вида и условий обработки.
Для проходных резцов, подрезных и расточных резцов из быстрорежущей стали m = 0,125 при обработке стали и чугуна; для резцов, оснащенных пластинками твердого сплава, m 0,125~0,3. Стойкость инструмента, соответствующая определенной величине износа в направлении измерения размера обрабатываемой поверхности: в радиальном - для резцов, сверл, разверток, протяжек и в осевом - для торцовых и концевых фрез, называется размерной стойкостью инструмента. Период размерной стойкости инструмента особенно важен при обработке деталей на автоматах и автоматических линиях.