

2.5.9. Удаление отливок из форм и стержней из отливок
Удаление отливок
из разовых форм осуществляют путем их
разрушения самыми различными способами.
Наиболее распространено ударное
разрушение форм с помощью выбивных
решеток, которые бывают эксцентриковые
с приводом от шатунно-кривошипного
механизма и инерционные с приводом от
вала с неуравновешенным грузом,
вращающемся на валу решетки, установленной
на опорные пружины (рис. 2.40, а, б). При
вращении привода (или неуравновешенного
груза) выбивная решетка колеблется,
форма подбрасывается и при падении
с
Рис.
2.40. Способы удаления отливки из разовых
форм:
а
- эксцентриковая выбивная решетка, б –
вибрационное коромысло, в - инерционная
решетка,
1
- форма, 2 - выбивная решетка, 3 - опорные
пружины, 4 - вал, 5 - смесь, 6 - транспортер,
7 - форма, 8 - выбивная решетка, 9 - привод,
10 - неуравновешенный груз, 11 - транспортер,
12 - коромысло, 13 - вибраторы, 14 - форма,
15 - неподвижная решетка, 16 - транспортер
Безопочные формы из холоднотвердеющих смесей иногда разрушают потоком дроби в дробеметных камерах.
Многие опочные формы, особенно на автоматических линиях, разрушают путем выдавливания тела формы вместе с отливкой из опок на полотно выбивной решетки, где происходит отделение смеси от отливки.
Наиболее легко разрушаются вакуумно-пленочные и магнитные формы путем отключения вакуума от первых и магнитного поля от вторых.
Стержни из мелких
и средних отливок удаляются на вибрационных
решетках, если они изготовлены из смеси
с выгорающим связующим. Из крупных
отливок удаляют с помощью вибрации на
пневматических вибрационных машинах
(рис. 2.41). Отливку прижимают к упору
вибратором под действием плунжера. При
вибрации стержень разрушается и
высыпается из отливки. Еще более крупные
стержни с прочностью до 1.5 МПа вымывают
из отливок мощной струей воды в
гидравлических установках. Более прочные
стержни удаляют электрогидравлическим
способом, при котором в жидкости с
помещенной в ней отливкой создают
электрический разряд. Он создает мощные
ударные волны и перемещение жидкости,
которые вызывают интенсивную вибрацию
отливок, приводящую к разрушению
стержней. Нередко стержни удаляют во
время очистки отливок от приставшей
с
Рис.
2.41. Вибрационное удаление стержней из
отливок:
1
- плунжер, 2 - вибратор, 3 - упор, 4 - отливка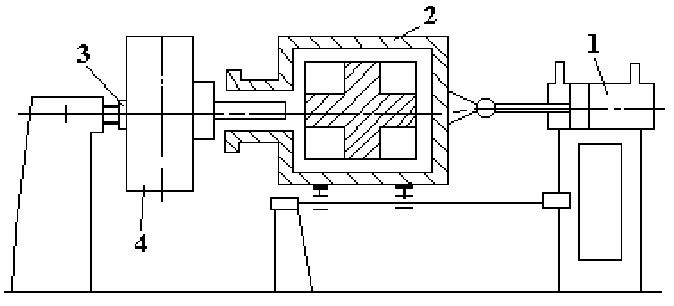
2.5.10. Финишные операции обработки отливок
Обработка отливок от момента удаления из формы до предъявления их ОТК (отдел технического контроля) называется финишной обработкой отливок. Она состоит из следующих операций.
1. Охлаждение отливок после выбивки.
2. Отделение от отливки литниковой питающей системы.
3. Удаление стержней из отливки.
4.Очистка внутренних и наружных поверхностей отливок от остатков формовочной смеси и пригара, а также доводка до номинального веса.
5.Первый осмотр и сортировка отливок на годные, бракованные и дефектные.
6. Зачистка заливов, заусенцев, остатков питателей и правка коробленных отливок.
7. Термообработка.
8. Специальные испытания (проверка на гидроплотность, микротрещины, усадочную пористость, твердость и т.д.).
9.Вторичный осмотр и сортировка на годные, бракованные и дефектные.
10.Исправление дефектов.
11.Нулевые операции механической обработки.
12. Грунтовка.
Перечень и порядок этих операций в зависимости от конкретных условий могут изменяться. Часто совмещают несколько операций в одном агрегате. Например, выбивка стержней, очистка отливок от формовочной смеси и пригара, отбивка литников и удаление заусенцев и заливов могут осуществляться одновременно в галтовочном барабане.
1. Продолжительность естественного охлаждения отливок после удаления из формы зависит от массы и материала отливки, продолжительности ее пребывания в форме до удаления из нее. При этом следует учитывать, что отливки без стержней или после их удаления остывают быстрее. Для ускорения этого процесса мелкие и средние отливки из углеродистой стали можно охлаждать принудительно в специальных камерах с интенсивным распылением воды воздухом.
2. Отделение от отливок литниковой системы рекомендуется выполнять:
а) для массового чугунного и стального углеродистого литья в специальных проходных барабанах для обломки литников;
б) путем механической резки абразивными кругами, зубчатыми дисками, пилами;
в) путем тепловой резки: кислородно-ацетиленовая, кислородно-бутан-пропановая, керосино-кислородная, кислородно-электродуговая,
воздушно-дуговая, плазменно-дуговая.
3. Удаление стержней из отливок и очистки внутренних и наружных поверхностей отливок от остатков формовочной смеси и пригара связано с удалением большого количества песка и зачастую выполняются вместе. Учитывая трудоемкость и вредность операций рекомендуется пропускать отливки через гидравлические очистные устройства. Это гидравлическая очистка отливок и выбивка стержней струей воды под давлением до 20 МПа. Применяется для многотонных отливок.
Наиболее распространенным эффективным методом очистки многих видов отливок от пригара и окалины является дробеметная очистка потоком дроби, выбрасываемой из дробеметного аппарата.
4. Доводка до номинального веса и очистка от трудноудалимого пригара применяется для многотонных отливок, на которых образуется пригар, не устраняемый приведенными выше методами. Кроме того, эти отливки часто имеют колебания массы из-за несовершенства технологии формы (например, большие зазоры в знаках между стержнем и формой), недостаточной точности стержня и формы, смещения стержня. Чтобы удалить пригар и подогнать вес применяют методы тепловой резки или обработку шлифовальными кругами (подвесными или механизированными).
5. Для зачистки отливок при индивидуальном и мелкосерийном производстве применяют универсальное зачистное оборудование:
а) стационарные и подвесные обдирочно-шлифовальные станки;
б) ручные шлифовальные машинки;
в) пневматические рубильные молотки (зубила).
В массовом и крупносерийном производстве применяют механизированную и автоматизированную зачистку на специальном оборудовании. Для правки коробленых отливок и отсечки остатков питателей применяют фрикционные, гидравлические и другие прессы.
6. Термообработку отливок в литейном цехе производят для улучшения их качества.
7. Готовые отливки проходят самые различные испытания в зависимости от степени их ответственности и назначения. Наиболее распространенным методом испытаний является проверка твердости, которая проводится с помощью стационарных или переносных приборов. Испытания на микротрещины, усадочную пористость производят с помощью различных методов: магнитная, ультразвуковая, рентгеновская дефектоскопия и др. Испытания на гидроплотность проводят с помощью различных жидкостей, подаваемых в полости отливок под давлением. Могут применяться и другие виды испытаний.
8. Исправление дефектов производят различными методами. Наиболее распространены: заварка, пропитка (для придания герметичности) и правка коробленных отливок.
9. Грунтовка отливок является завершающей операцией в цикле изготовления многих отливок. При этом необходимо подготовить поверхность отливок, нанести слой краски (грунта) и просушить отливки после окраски. Наиболее распространено обезжиривание и промывка отливок моющими жидкостями с последующей сушкой. Краску наносят методами окунания и струйного облива (для мелких отливок) или воздушного распыления с помощью пневматических распылителей (для средних и крупных отливок). Сушат отливки после окраски и промывки горячим воздухом.