

6.4. Общие сведения о металлорежущих станках
Металлорежущими станками называют машины для формообразования деталей из металлов и других материалов путем снятия стружки.
6.4.1. Классификация металлорежущих станков
Большое разнообразие обрабатываемых деталей и применяемых методов обработки предопределило наличие множества типов и моделей станков.
Для обозначения типов и моделей станков в нашей стране принята система, по которой все станки разбиваются на 9 групп по 9 типов в каждой группе. Классификация по группам проводится в зависимости от характера главного движения и движения подач, распределения функции главного движения и движения подач между инструментом и заготовкой и от вида применяемых инструментов. Обозначение модели станка состоит из двух, трех или четырех цифр, наряду с цифрами в обозначение могут входить также и буквы. Группы станков имеют следующую нумерацию: 1 - токарные, 1 - сверлильные и расточные, 3 -шлифовальные, заточные, доводочные, 4 - комбинированные, 5 - зубо- и резьбообрабатывающие, 6 - фрезерные, 7 - строгальные, долбежные, протяжные, 8 -разрезные, 9 -разные ( напр. опиловачные); группа 0 -является резервной для новых типов станков.
Внутри каждой группы станки подразделяются на подгруппы и типы в соответствии с конструктивными особенностями; степени универсальности, точности, автоматизации; с учетом количества шпинделей, размеров, и другим признакам.
По степени универсальности станки делят на:
универсальные для обработки разных форм и размеров поверхностей деталей многих наименований (токарно-винторезные, фрезерные, сверлильные и т. д.);
широкого назначениядля выполнения определенных операций на деталях многих наименований (токарно-отрезные, многорезцовые, центровочные и т. д.);
специализированныедля обработки деталей одного наименования или сходных конфигураций, но разных размеров (станки для обработки коленчатых валов, труб, слитков, фланцев и т. д.);
специальныедля обработки одной определенной детали или выполнения одной определенной технологической операции (станки для обточки шеек коленчатых валов, для фасонной обточки профиля реборд вагонных колес и т. д.).
По степени точности различают станки нормальной точности, станки повышенной точности и станки высокоточные точности (прецизионные).
По степени автоматизации станки подразделяют: с ручным управлением рабочим циклом, полуавтоматы, автоматы и станки с программным управлением.
В зависимости от количества рабочих органов станки могут быть одношпиндеольные, многошпиндельные, односуппортные, многосуппортные, одностоечные, двухстоечные и т. д.
По массе различают станки нормальной массы (до 10 т), тяжелые (10 … 100 т) и особо тяжелые (свыше 100 т).
Первые две цифры в маркировке станка обозначают группу и тип станка, третья и четвертая характеризуют один из основных параметров станка - высоту центров для токарных станков, диаметр сверления для сверлильных и т. п. Например, шифр 2150 обозначает вертикально-сверлильный станок с максимальным диаметром сверления 50 мм.
В обозначениях моделей станков между цифрами или в конце их ставят буквы (А, К, М, Н и др.). Буква после первой цифры указывает па то, что станок является модернизированным. Например, модель станка 1К62 означает: станок относится к группе токарных станков (1), винторезный (6), высота центров 200 мм (2), модернизированный (К). Буква в конце цифр означает видоизменение (модификацию) основной модели станка. Так, на базе вертикально-фрезерного станка 6Н12 выпускают его модификацию 6Н12К - копировально-фрезерный.
Специальные станки обозначаются двумя буквами, присвоенными каждому из станкостроительных заводов, и последующими цифрами, характеризующими порядковый номер модели станка. Например, шифром МП-77 обозначен специальный вертикально-протяжной станок.
Названия основных типов станков дано на схеме, приведенной на рис. 6.14.
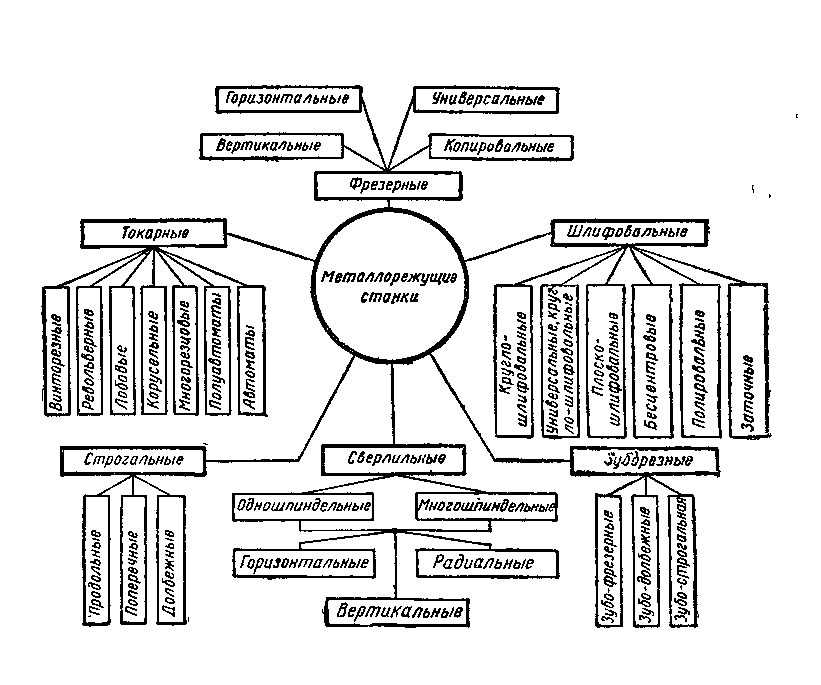
Рис. 6.14. Названия основных типов станков